【摘要】:为确保熔模铸件浇注后能有合适的冷凝环境,不可忽视对冷却方法的选用 熔模铸件浇注后,其冷凝环境对熔模铸件的质量常有重要影响。表5-41 熔模铸件的各种冷却方法熔模铸件生产中,铸件脱壳时间,也即可从铸件上清除型壳的时间不宜过早或太迟 合金液浇入型壳后,铸件在型壳内凝固冷却一定时间,即可进行脱壳,也即可从铸件上清除型壳,该时间不宜过短或太长。铸件的脱壳时间,其长短取决于铸件的材质、形状、大小和生产条件。
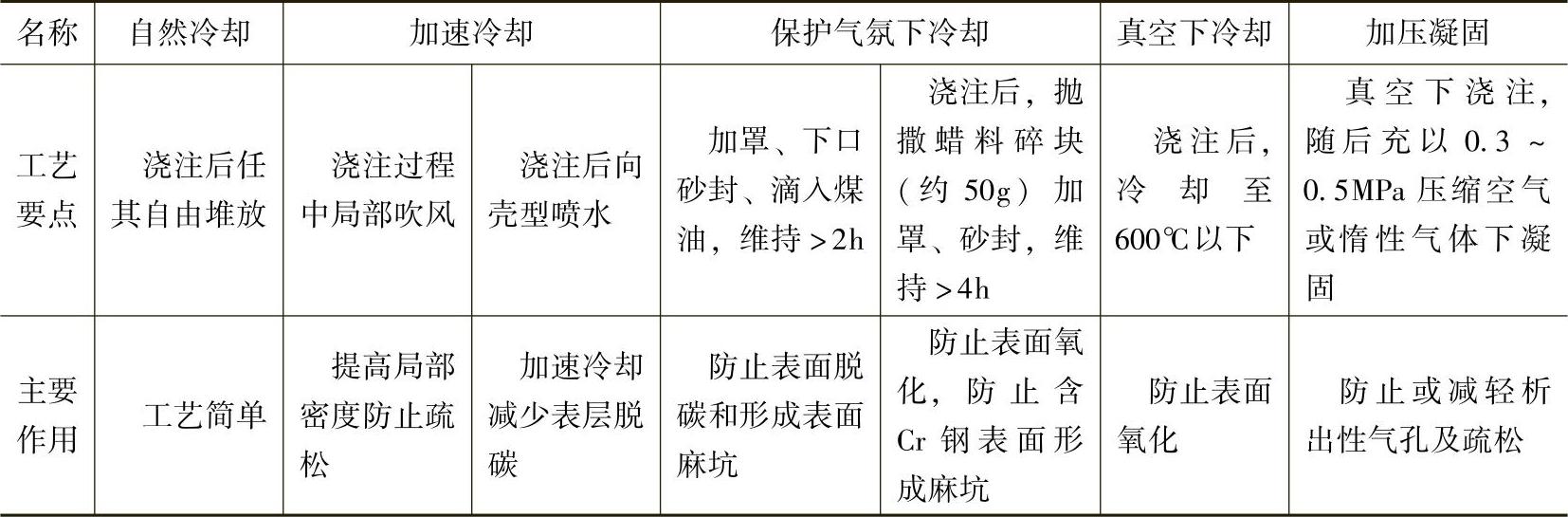
(1)为确保熔模铸件浇注后能有合适的冷凝环境,不可忽视对冷却方法的选用 熔模铸件浇注后,其冷凝环境对熔模铸件的质量常有重要影响。为此,必须创造一些合适的冷却条件来避免铸件出现某些缺陷,截止目前,已在生产中较成功采用的的冷却方法有多种,它们的工艺要点、主要作用见表5-41,可供选用时参考。
表5-41 熔模铸件的各种冷却方法
(2)熔模铸件生产中,铸件脱壳时间,也即可从铸件上清除型壳的时间不宜过早或太迟 合金液浇入型壳后,铸件在型壳内凝固冷却一定时间,即可进行脱壳,也即可从铸件上清除型壳,该时间不宜过短或太长。如果铸件脱壳过早,会使铸件产生过大的内应力而发生变形或裂纹;如果铸件脱壳太迟,则会使某些碳含量高的铸钢件易产生较厚的脱碳层,而影响铸件表面质量。
铸件的脱壳时间,其长短取决于铸件的材质、形状、大小和生产条件。通常,对于合金铸件或易产生变形、裂纹的材质和形状复杂的铸件,其冷却时间应长些;对于薄壁小件,其冷却时间则可短些。但应注意的是,无论哪种合金,都应保证铸件在脱壳时的温度要低于该合金的相变温度,一般碳钢铸件宜在600~650℃温度下脱壳;合金钢铸件一般应降到500℃以下进行脱壳;对于结构复杂的合金钢铸件要降到200℃以下才能脱壳。(www.daowen.com)
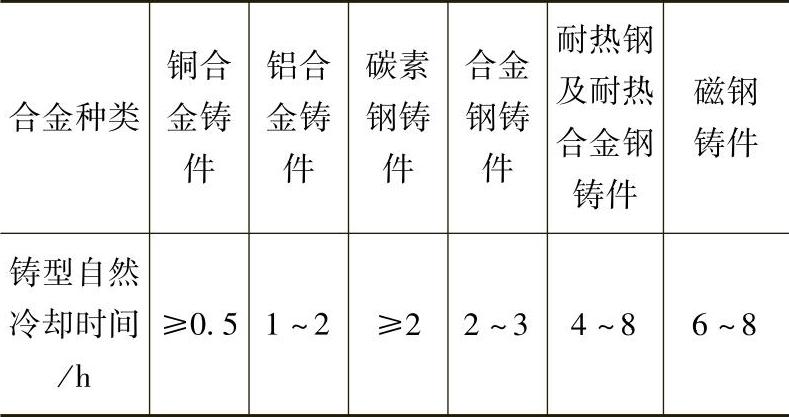
从冷却时间来说,填砂浇注的铸件,其冷却时间见表5-42。不填砂单壳浇注时,当型壳温度降至250~450℃时,即可开始清砂。
表5-42 铸件合金种类与铸型冷却时间
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





