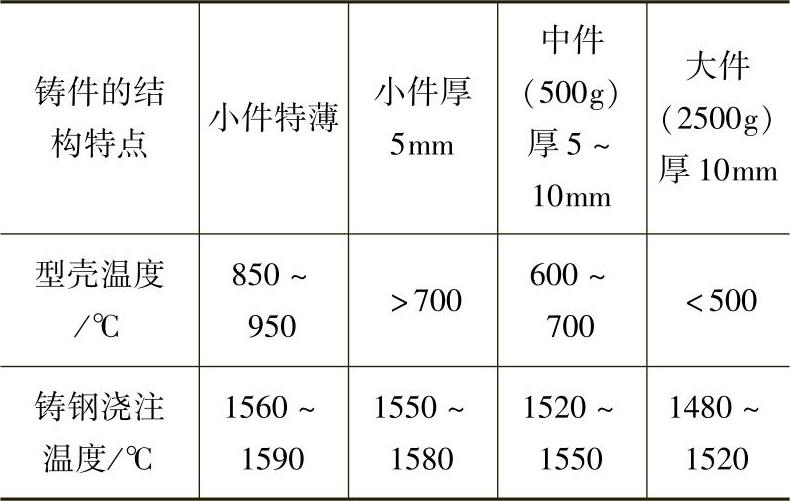
(1)熔模铸件常采用热型重力浇注,当铸件结构和合金的种类不同时,型壳温度不可完全不变 熔模铸造浇注的最大特点是热型浇注,即浇注时型壳有较高的温度。型壳温度的高低根据铸件结构和合金的种类,在一个较大的范围内变动:浇注碳素钢和低合金钢时,型壳温度控制在400~600℃;高合金钢铸件控制在700~800℃;铜铸件:一般件控制在400~600℃,厚件为200~400℃;铝铸件:一般件控制在200~400℃,特薄件为400~600℃;高温合金生产的一般叶片其型壳温度宜控制在800~1050℃,定向叶片为1500~1600℃。有关碳钢铸件的结构特点与型壳及浇注温度之间的关系可参考表5-40。
表5-40 碳钢铸件的结构特点与型壳、浇注温度的关系
(2)熔模铸件采用热型重力浇注时,为防止所得铸件晶粒粗大,不可忽视采用表面孕育及提高型壳在浇注后的冷却速度等方法来细化铸件表面的晶粒 熔模铸造时常用的浇注方法有以下几种:热型重力浇注(又称重力浇注、自由浇注)、真空吸铸、真空吸气浇注(真空浇注)、低压浇注、离心浇注(将在5.5离心铸造时介绍)、压力下结晶和定向结晶(顺序凝固)等。选择哪一种浇注方法,应根据合金的种类,产品的结构特点,生产的批量和对产品的质量要求来决定。其中热型重力浇注,是用得最广泛的一种浇注形式,即型壳从焙烧炉中取出后,在高温下进行浇注,它是利用合金液自身的重力充填型腔。此时,合金液在型壳中冷却较慢,能在流动性较高的情况下充填铸型,故铸件能很好复制型腔的形状,提高了铸件的精度;也可减少薄壁件和结构复杂件产生热裂的倾向。但铸件在热型中的缓慢冷却会使铸件晶粒粗大,这就降低了铸件的力学性能。为细化热型浇注铸件表面的晶粒,在浇铸耐热合金涡轮机叶片时,就广泛采用了表面孕育的方法。
表面孕育的方法很多,目前我国在生产镍基、铁基合金时,较普遍的是用混有表面孕育剂的涂料作为面层涂料制造型壳,进入型壳的合金在凝固时会与型壳表面层中的表面孕育剂作用,使铸件晶粒变细。用铝酸钴[Co(AlO2)2]作表面孕育剂,它是将Co2O3(Co3O4)(15%~20%)、刚玉粉(80%~85%)和粘土0.3%(外加)混合在一起,在1300℃温度下焙烧2h,在高温下Co2O3和Co3O4都分解成CoO,CoO又和Al2O3固溶在一起,形成天蓝色的铝酸钴。冷却后的铝酸钴用球磨机粉碎,而后用100号或140号筛子过筛,所得粉末即可用来配制涂料。用硅溶胶配制表面孕育用涂料,细化晶粒的效果好。
此外,提高型壳在浇注后的冷却速度,例如不造型浇注或用导热性较好的耐火材料(如SiC)做型壳,或对浇注后的型壳吹冷风或喷水,都可在一定程度上细化铸件的晶粒。
(3)熔模铸件采用热型重力浇注时,为防止所得碳钢铸件因型壳温度高、钢液冷却缓慢导致其表面氧化和脱碳,不可不采取预防措施 在浇注碳钢铸件时,冷却较慢的铸件表面易氧化和脱碳,从而降低了铸件的表面硬度、光洁度和尺寸精度。为此,可采取的主要防止措施是使铸件在还原性气氛中冷却。最简单的方法是将刚浇注完的型壳立即用罩盖住,并往罩内滴煤油,煤油在高温下分解为活性炭和氢,使罩内气氛呈还原性,铸件表面便不易氧化和脱碳。(www.daowen.com)
造型浇注时,可在填砂中加一些炭质物质如石墨、无烟煤、沥青等,也可加碳酸盐如Ba2CO3、Na2CO3等,使铸件能在还原性气氛中凝固冷却。
(4)为提高熔模铸件精度,防止合金氧化、夹杂、气孔等缺陷,不可忽视真空吸气浇注 真空吸气浇注,也叫真空浇注,是将型壳(图5-62)放在真空浇注箱中,通过型壳中的微小孔隙吸走型腔中的气体,既使液态合金能更好地充填型腔,提高铸件精度,也有助防止合金氧化、夹杂,大大减少铸件产生夹杂、气孔、浇不足等缺陷,多应用于不锈钢、耐热钢、高温合金零件。
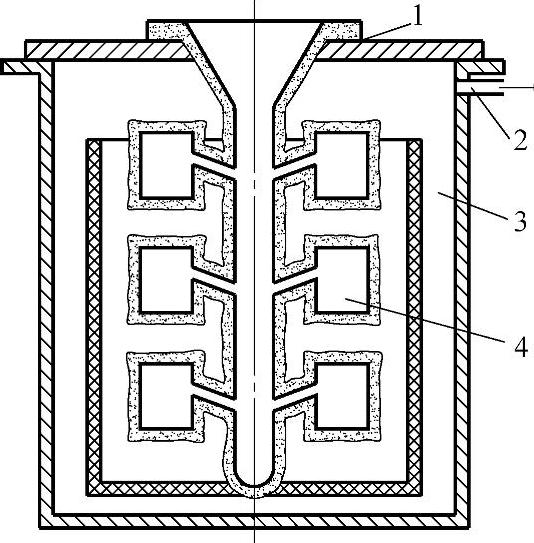
图5-62 真空吸气浇注装置示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






