【摘要】:表5-3所示为普通直浇道和浇口杯的结构尺寸,其中Ⅱ型浇口杯脱蜡后边缘光滑,不易掉砂,是较好的结构,但浇口棒模具较复杂。表5-3 直浇道和浇口杯的结构尺寸 熔模铸造浇注系统中的内浇道截面积不宜过大,长度不可过长,而且一般不可不顾及其切除方法 熔模铸造铸件采用易割圆形内浇道的结构尺寸见表5-4,易割长方形内浇道的结构尺寸见表5-5。
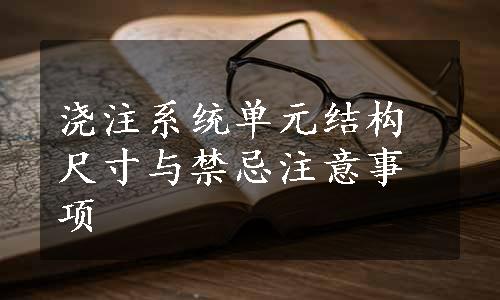
(1)熔模铸造普通圆柱形直浇道的直径不宜过小或过大 对熔模铸造由直浇道、内浇道组成的浇注系统来说,由于其直浇道通常同时起冒口的作用,所以内浇道应设在铸件的热节处。直浇道的截面积应大于它所补缩的铸件热节圆,常用的圆柱形直浇道直径为20~60mm,过小,机械强度不足;过大,太重,工艺出品率低。当补缩需要直浇道直径大于60mm时,应改用冒口节或专设冒口。表5-3所示为普通直浇道和浇口杯的结构尺寸,其中Ⅱ型浇口杯脱蜡后边缘光滑,不易掉砂,是较好的结构,但浇口棒模具较复杂。
表5-3 直浇道和浇口杯的结构尺寸 (单位:mm)
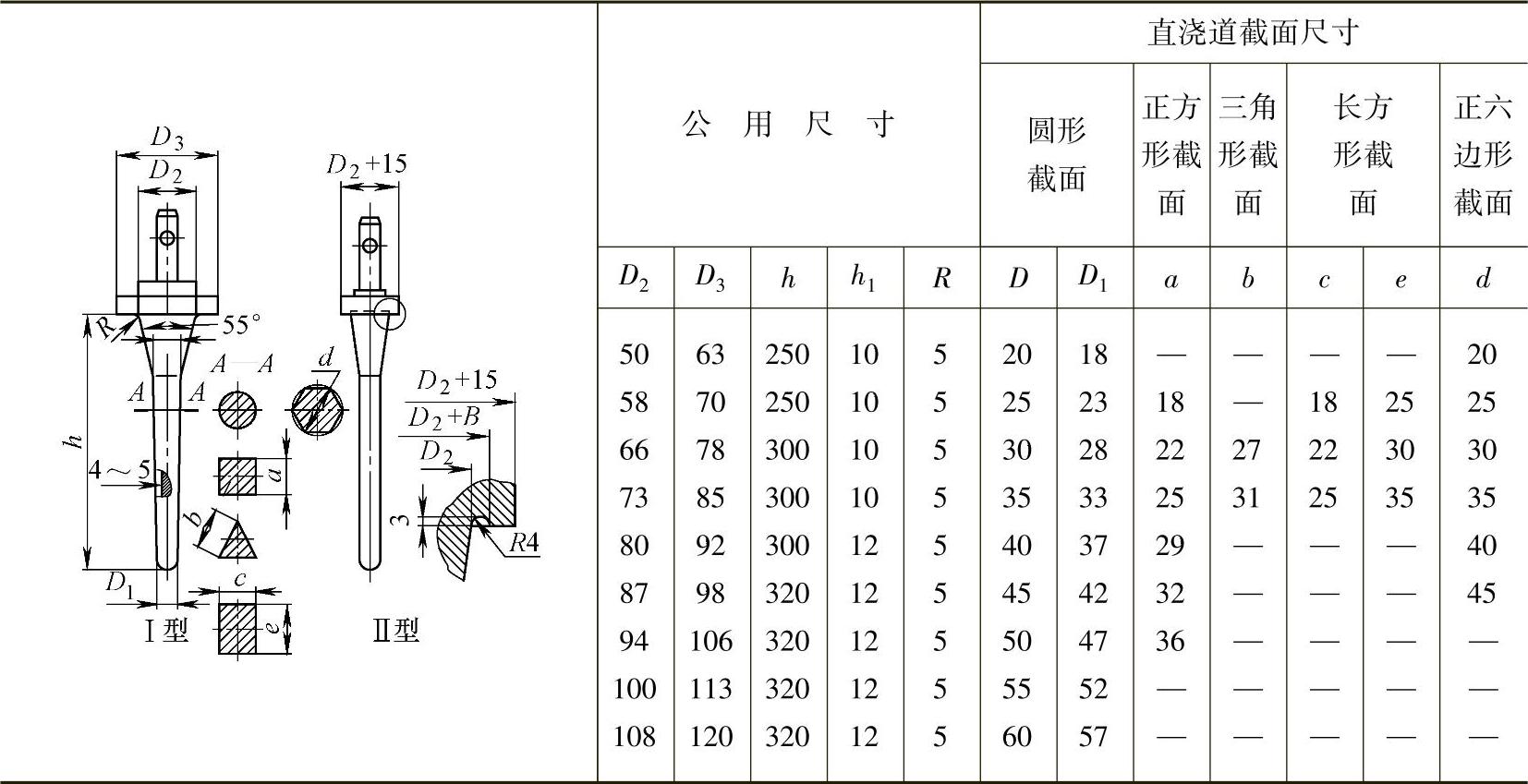
(2)熔模铸造浇注系统中的内浇道截面积不宜过大,长度不可过长,而且一般不可不顾及其切除方法 熔模铸造铸件采用易割圆形内浇道的结构尺寸见表5-4,易割长方形内浇道的结构尺寸见表5-5。需指出的是,在直浇道与铸件间的内浇道处的金属液不易散热,同时为使切割方便,故内浇道的截面积A内可稍小于它所连接的铸件热节截面积A铸,一般A内=(0.7~0.9)A铸;也有制定为A内=(0.4~0.9)A铸。另外,内浇道不应太长,一般小于10mm,但需顾及切除内浇道所采用的方法。通常采用管形铣刀切除或手工锯时,内浇道长度为6~8mm;用圆盘铣刀切除或砂轮切除时为8~10mm;采用氧气切割或冲切时为10~15mm;一般情况多为8~15mm。
表5-4 易割圆形内浇道的结构尺寸 (单位:mm)(www.daowen.com)
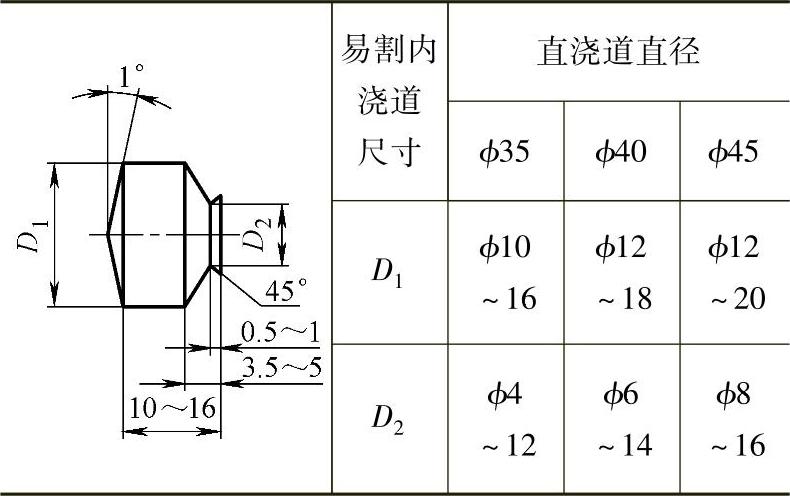
表5-5 易割长方形内浇道的结构尺寸 (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






