【摘要】:所以正常熔模铸造时,一般孔径d<2.5~3.0mm、孔高与孔径比h/d>5的通孔和h/d>2.5~3.0的不通孔不予铸出。表5-1列出了一般熔模铸造铸孔直径与最大孔深的关系,可作参考。例如航空发动机的导向叶片,材质为镍基高温合金K402,采用熔模铸造,铸出的异形冷却排气小孔壁最薄只0.5mm。图5-6 熔模铸件不宜有过深的不通孔图5-7 熔模铸件不宜有过深的不通孔1—型(芯)壳 2—工艺孔表5-1 一般熔模铸造铸孔深度与直径的关系
图5-6a所示铸件具有较深的不通孔,该不通孔处形成的型壳(芯壳)将处于悬臂状态,缺乏必要的支撑,很容易引起断裂,因此应改成通孔如图5-6b所示。正如图5-7a所示,深度较大的不通孔制成的芯壳,由于缺乏必要的支撑,就很容易断裂;同时,该不通孔处涂挂涂料时也容易窝气,影响涂挂的涂层均匀性。开工艺孔后,使不通孔处芯壳增加了支撑(见图5-7b),从而有助保证芯壳和铸件的质量。另外,不论是不通孔,甚至是通孔,其直径都不宜过小,铸孔不要太深,以便制型壳时上涂料和撒砂能顺利地充填熔模上相应的孔洞,形成合适的型腔,同时也可简化铸件的清理。所以正常熔模铸造时,一般孔径d<2.5~3.0mm、孔高与孔径比h/d>5的通孔和h/d>2.5~3.0的不通孔不予铸出。表5-1列出了一般熔模铸造铸孔直径与最大孔深的关系,可作参考。对于特殊要求的小而复杂的孔和内腔,可采用陶瓷型芯或石英玻璃管型芯铸出。例如航空发动机的导向叶片,材质为镍基高温合金K402,采用熔模铸造,铸出的异形冷却排气小孔壁最薄只0.5mm(七个6.5mm×0.5mm孔)。
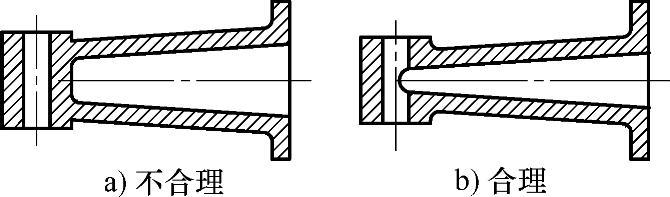
图5-6 熔模铸件不宜有过深的不通孔
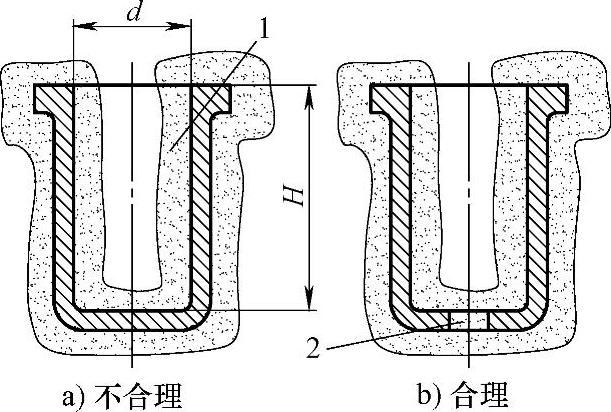
图5-7 熔模铸件不宜有过深的不通孔(www.daowen.com)
1—型(芯)壳 2—工艺孔
表5-1 一般熔模铸造铸孔深度与直径的关系

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章





