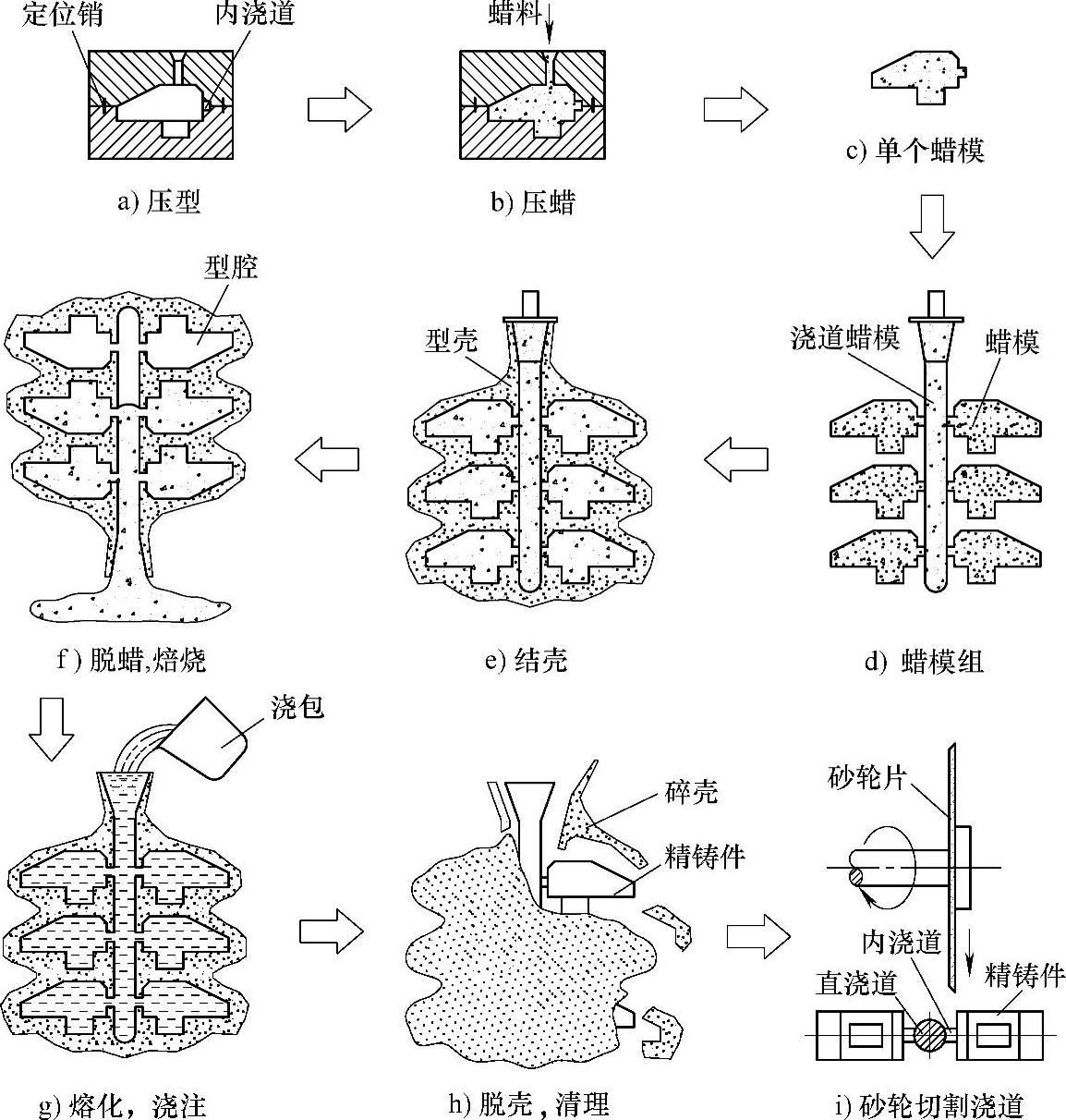
熔模铸造又称“失蜡铸造”、“熔模精密铸造”,是一种既古老而又年轻的铸造技术。说它古老是因其历史已有4000年之久,发源于埃及、中国和印度,后传到非洲、欧洲和美洲。说它年轻,是该法进入工业领域仅60多年,还在不断发展着,已成为一种发展速度较快、应用相当广泛的近净型成形工艺,即用它生产出来的铸件,接近于零件最后的形状:高精度熔模铸造的精度可达到CT3,表面粗糙度达Ra1.6~0.8μm,一般工艺条件的铸件精度可达CT4~CT7,表面粗糙度可达Ra1.6~6.3μm,可不经加工直接使用或经很少加工后使用。这种方法是用熔模材料制成熔模(常称蜡模)样件并组成模组,然后在模组表面涂敷数层耐火材料,待硬化干燥后,将其中的熔模模组加热熔出而制成型壳,再经高温焙烧,然后浇入金属液即得到铸件。图5-1所示为其工艺过程示意图,它是先准备好压型(用来制造熔模)和模料(蜡料),制出熔模(常称蜡模)(见图5-1a~c);再制造出相应的浇注系统熔模,并将熔模焊接在浇注系统熔模上,组成模组(见图5-1d);将模组浸入涂料桶内涂挂耐火涂料,并在涂料上面撒砂和硬化,这样反复多次,便在模组上形成了多层型壳,即所谓结壳(见图5-1e);随后加热熔失熔模(常称脱蜡),熔失的模料通过回收再用来制造熔模,而得到的型壳则进行高温焙烧(见图5-1f);焙烧后的型壳四周充填填料(一般填砂),进行金属液浇注并获得铸件(见图5-1g)。(www.daowen.com)
这种熔模铸造工艺尽管半个多世纪以来,一直在不断吸收新工艺、新材料、新技术发展自己,如水溶性型芯、陶瓷型芯、大型铸件铸造技术、钛合金精铸技术、顺序凝固和单晶铸造、过滤技术、热等静压技术、快速成形技术、计算机在熔模铸造中应用、机械化和自动化等,使得熔模铸造工艺已不再是生产的铸件质量为几十克到几千克,而是可生产出无余量复杂的较大铸件,最大铸件重达1000kg左右;轮廓尺寸最大达1.8m;铸件上可铸出孔的最小直径可达0.5mm,铸件最小壁厚为0.3mm。即熔模铸造已能生产更精、更大、更复杂、更薄、更强的产品,极大地扩大了其应用面,但由于熔模铸造工艺过程较复杂,且不易控制,使用和消耗的材料较贵,加上熔模本身强度还不太高,型壳强度也有限,从效率、效益、技术可行性等全面衡量,熔模铸造法还不适于生产太重尺寸太大的铸件,主要适用于生产形状复杂、精度要求高、或很难进行其他加工的小型零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







