(1)铸件采用空气喷涂时,通常不可缺必要的工具、设备 空气喷涂是利用高速的压缩空气流,使输漆管内形成负压,抽吸贮漆罐的涂料,并将其雾化,喷射至铸件表面。它所需的工具、设备如下:
1)喷枪,用于将涂料喷成细雾。
2)涂料供应装置,用于向喷枪提供涂料,有的喷枪(PQ—1、PQ—2等)自带贮漆罐。大批量生产时,则采用有外加压力供漆筒的大容量贮漆罐,或者采用油漆调配间配漆,由输漆泵和管道向喷枪供应涂料。
3)压缩空气供应设备:可由空压站经管道供应压缩空气,也可以采用移动式空气压缩机。
4)油水分离器、调压阀与压力表:以保证压缩空气清洁,并能保持所要求的气压和气量。
5)耐压软管与管接头等,用以连接喷枪与供漆管道、供气管道。
6)喷涂室,按铸件大小及批量选择。
7)消防、环保与照明设施:喷涂室应远离火源,并应有相应的灭火设施;漆雾中大都含有对人体有害物质,应使工作场所达到劳动保护和环保的要求;而且工作场所的光线要充足,应满足工作、生活需求。
(2)铸件采用空气喷涂时,为获得良好的涂层,通常不可不遵守一些行之有效的操作方法 采用空气喷涂时,为获得良好的涂层,应掌握以下操作方法:
1)涂料黏度适中,一般应为15~30s(涂—4黏度计),视涂料种类、空气压力、喷枪型号而异。
2)压缩空气压力应为0.3~0.6MPa,且不应混有油和水。
3)喷嘴距工件表面以250~400mm为宜,实际操作时,应根据涂料黏度、空气压力、喷枪与喷嘴型号灵活掌握。
4)喷射方向应尽量垂直于喷涂表面。(www.daowen.com)
5)喷涂应顺次进行,如由上到下,或从左到右往复进行。每一条喷涂带应与前一条重叠1/3~1/2。
(3)铸件采用空气喷涂时,为方便作业和喷涂质量,不可忽视对不同喷枪的选用 空气喷涂喷枪有吸上式、重力式、压送式与长杆式等多种类型。
1)吸上式喷枪:型号有PQ—1型对嘴喷枪、PQ—2型扁嘴喷枪。这两种型号的喷枪自带小漆罐,变换颜色、涂料品种很方便,结构简单,维护方便,操作灵活,稳定性好,价格低廉。缺点是,需不断添加涂料;水平面涂装较困难;涂料黏度不同时,喷出量变化大。
PQ—1型喷枪的出漆口与出气口成90°相对,故称对嘴式,其漆罐容量小,不宜大批量连续作业。PQ—2型的漆雾形状可为圆锥形,亦可为扇形(调成横向、纵向均可),故又称为扇面喷枪。PQ—2型大面积连续作业时,可换接吸漆管,并与压力输漆罐的胶管相连,省去加料的麻烦。
2)重力式喷枪:带有小漆杯,靠涂料自重供漆。型号有KP—10等,可用于工艺品等小型物件的喷涂,铸件喷涂则很少使用。
3)压送式喷枪:需要压力输漆罐或涂料供给系统配合,多适于大批量连续作业。涂料喷出量调整范围宽,向上面、向水平面、向侧面等多方向均可喷涂。每次喷涂后,喷枪与输漆管道都要进行清洗,比较麻烦,不适于小批量间断式生产。其压力输漆罐由罐体、盛漆桶、减压阀、搅拌器等组成。专门涂料供给系统则由调漆罐、过滤器、输漆泵、送漆与回漆管道等组成。
4)长杆式喷枪:杆的长度有1m、1.5m、2m等几种规格。其特点是,喷嘴离操作人员远,喷涂大型铸件或具有较深内腔的铸件时,很适用。既减轻了劳动强度,又减少了漆雾对于人体的危害,还提高了工效。长杆喷枪也是压送式类型的喷枪,涂装作业可连续进行,适合于大批量生产。
(4)选择喷涂室时,不可不顾及铸件的大小、生产批量等因素 喷涂室按铸件通过方式,可分为单向式(图4-91a)、通过式(图4-91b)、单面通过式(图4-91c)、双面通过式(图4-91d);按通风方式分,有侧吸风式(图4-91a~d)、上送(或进)下吸风式(图4-91e),还可按漆雾清除方式划分等等。
选择喷涂室时,要考虑铸件大小、生产批量等因素,既要面对生产实际来考虑可能性,也要顾及可行性,将效率、效益等结合起来考虑。生产批量小,通常可采用单向式侧吸风喷涂室;大批量中、小型铸件,采用单面或双面通过侧吸风式喷涂室;大铸件采用上进风下吸风或上送风下吸风式喷涂室。此外,选择喷涂室还要顾及铸件的传送方式。
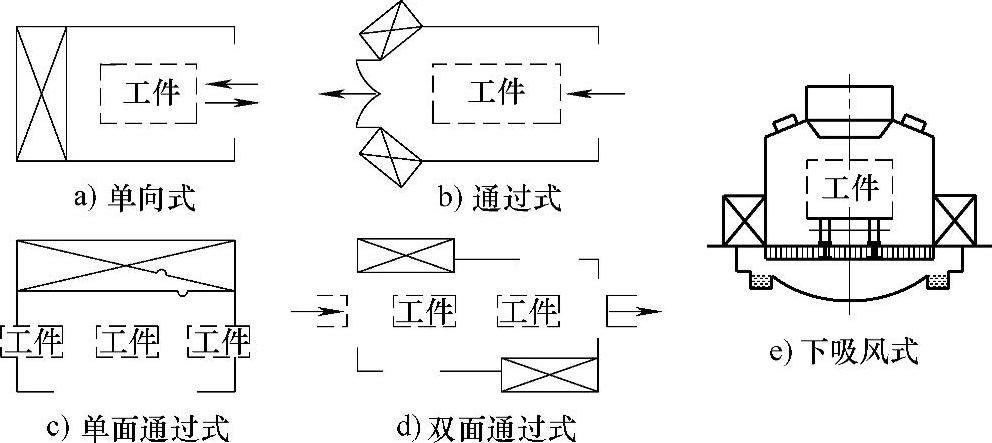
图4-91 喷涂室类型示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





