(1)采用气焊焊补时,通常不可缺焊丝与焊粉 利用氧乙炔焰的高温使铸件本体金属和焊补金属(焊条或焊丝)熔接成一体的焊补方法,称为气焊焊补。气焊时,焊丝作为填充金属,不断添入熔池,与熔化的母材金属混合,冷凝成焊缝。焊缝质量在很大程度上取决于焊丝的成分与性能。此外,焊接工艺在某种程度上也受焊丝规格的影响。
焊前可将焊粉直接撒在坡口上;焊接过程中也可将焊粉蘸在焊丝上加入熔池。焊粉与熔池内的金属氧化物或非金属杂质作用,生成低熔点熔渣。熔渣覆盖于熔池表面,防止熔池金属在高温下氧化。施加焊粉是提高焊缝质量的重要措施之一。焊接非铁金属、铸铁、不锈钢时必须使用焊粉。
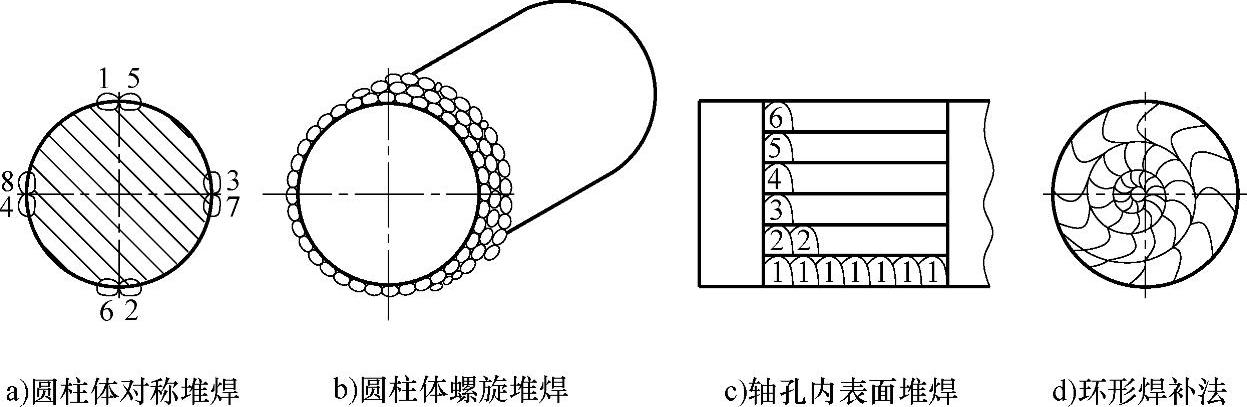
图4-89 圆柱体和轴孔类零件表面堆焊法示意图
(2)铸铁件采用气焊焊补时,为保证焊补质量,不可不遵守操作过程中的工艺要点 气焊焊补铸铁件分为无预热(冷焊)和预热(热焊)两种。
1)冷焊(无预热气焊)焊补铸铁件的工艺要点如下:
①缺陷焊补口准备与电弧焊法大同小异,只是有的铸铁件不必开槽,不必清理油污。
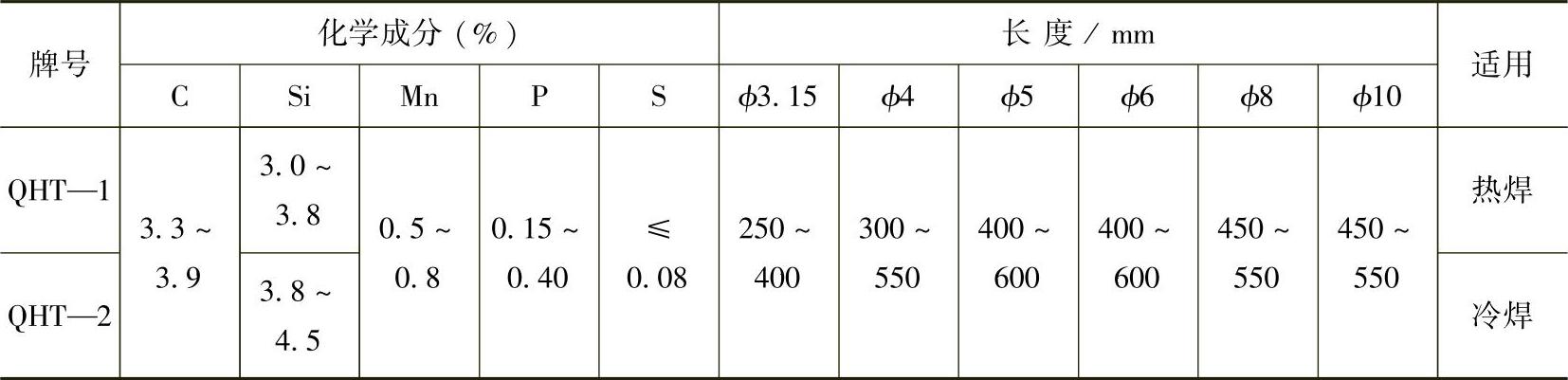
②为防止出现白口组织,获得良好的切削加工性能,铸铁焊丝的碳含量与硅含量应高一些,其化学成分可参见表4-39的铸铁件气焊条的规格与应用。
表4-39 铸铁件气焊条的规格
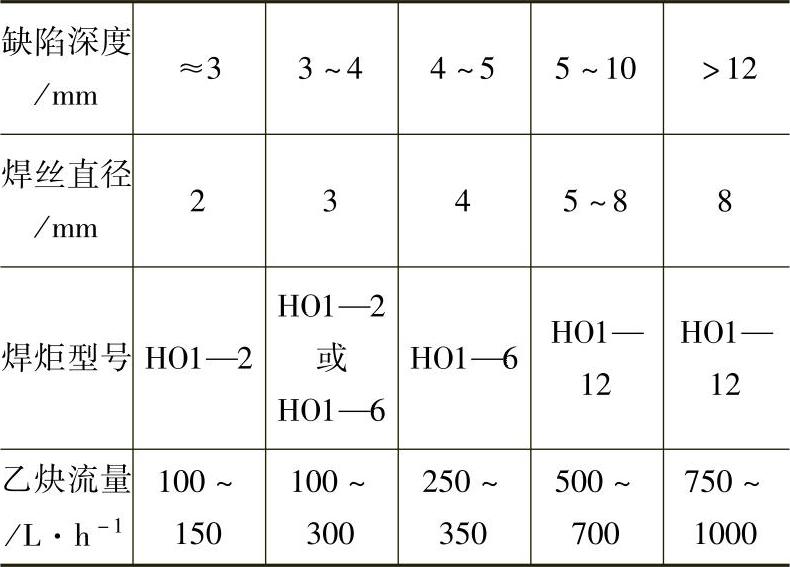
③气焊用的焊炬按表4-40选择。
④为减少硅、锰的烧损,宜用弱碳化焰(弱还原焰)或中性焰,气焊时,火焰强度应适当加大,以提高熔池温度,利于气体和夹杂物上浮。
⑤基本金属熔透后,再加焊丝,以免熔合不良。火焰应始终盖住熔池,焰心与熔池相距15~20mm。熔池中有小气孔与白亮点夹渣时,应加少许焊粉除渣,加焊粉时,应搅拌熔池,以促使气体与熔渣上浮,然后用焊丝将夹渣挑出熔池。焊补结束前,焊缝应略高于焊补件表面。
⑥焊补前应用火焰加热缺陷口周围与应力集中点,以减小焊接应力,防止焊补裂纹。
⑦焊补后应用碳化焰加热焊缝,注意缓冷,预防冷硬。
2)热焊(预热气焊)焊补铸铁件与无预热气焊焊补铸铁件的操作基本相同,不过在热焊补前,铸件须局部或整体预热至600℃左右,然后立即焊补,焊补后铸件应及时用草木灰或火炭覆盖,保温缓冷,最好在650~700℃左右进行保温缓冷,以防止白口和裂纹。铸件缺陷处开出的坡口角度应略小于冷焊的坡口角度,通常为70°左右,以减少焊补量。此外,焊补中应掌握好焊区温度,缺陷焊补应连续进行。
表4-40 气焊焊补铸铁件时焊炬选择

(3)非铁合金铸件的气焊焊补及其禁忌
1)铸铝件气焊焊补时,为有利焊补质量,不可忽视操作中的一些基本要求。非铁合金铸件表面的或穿透的孔穴和裂纹、小的缩孔、气孔、砂眼和夹渣等缺陷,可用焊补法修复。
铝合金铸件和一部分铜合金广泛使用气焊修补法或电焊修补。当质量要求较高时,或者镁合金及铝青铜等铸件,可采用氩弧焊修补。(www.daowen.com)
单就铝合金铸件的气焊焊补来说,采用的焊丝和焊剂见表4-41~42。铝合金铸件气焊焊补时,应在无穿堂风且不低于15℃的环境中施焊。对大型复杂的铝铸件或裂纹倾向性大的ZL201铸件,焊后应立即装入200~300℃炉中缓冷。焊补收尾时,适当填加焊丝,填满熔池,防止产生缩孔、裂纹。采用中性焰,壁厚小于5mm的铸件采用左焊法,壁厚大于5mm的铸件采用右焊法。焊补规范见表4-43。
表4-41 铸铝件常用焊丝

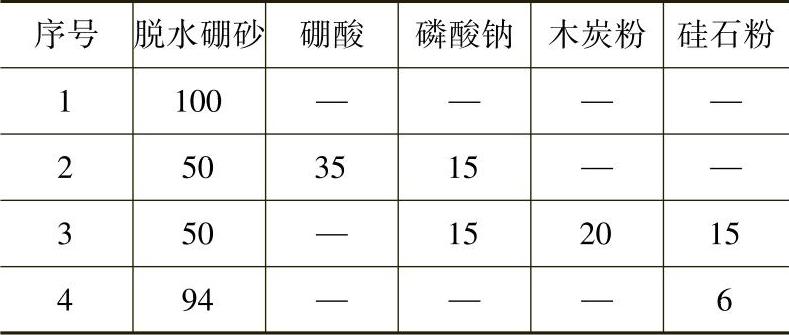
表4-42 铝合金铸件焊剂成分(%)
表4-43 铝合金铸件气焊焊补规范
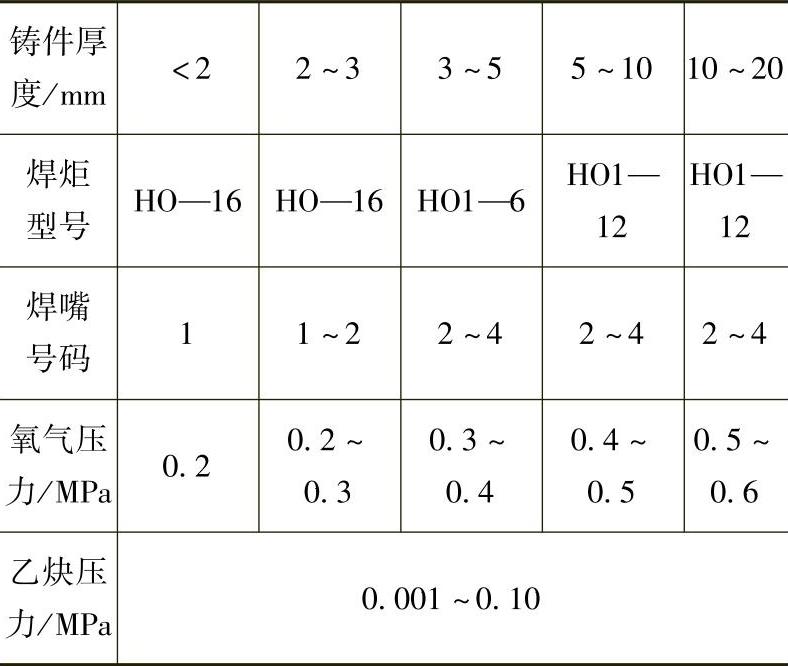
2)黄铜铸件采用气焊焊补时,不可忽视其焊补工艺。黄铜铸件气焊焊补时采用的焊丝和焊剂见表4-44~45。通常采用氧化性火焰焊补,使熔池表面覆盖一层氧化锌薄膜,以防止锌蒸发。火焰焰心末端与铸件表面约距15~20mm,采用左焊法,焊补速度尽可能快,一次焊成。焊补工艺见表4-46。
表4-44 黄铜铸件常用焊丝
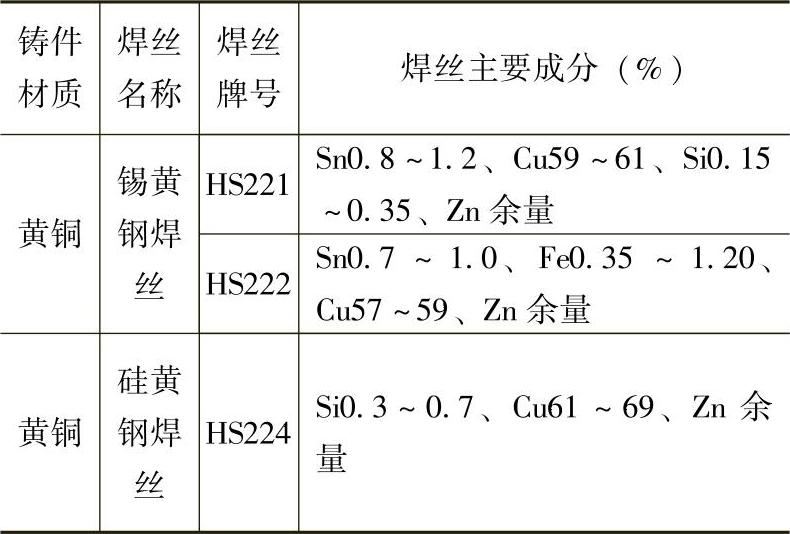
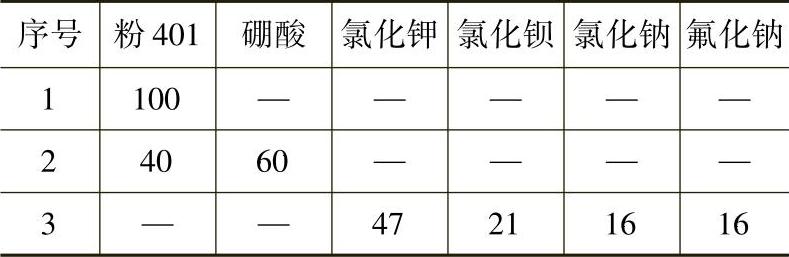
表4-45 黄铜焊剂成分(%)
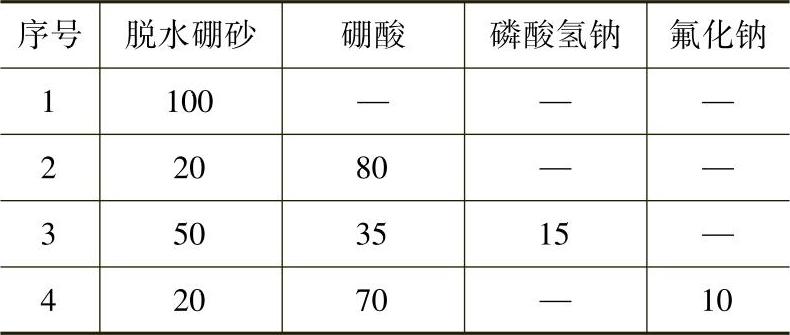
表4-46 黄铜铸件气焊焊补规范
3)锡青铜铸件采用气焊焊补时,不可忽视应注意之处。锡青铜、纯铜气焊时用焊剂成分如表4-47。锡青铜有热脆性,焊前应预热,焊后不能立即搬动。采用中性焰焊补。焊丝的化学成分应与铸件相同或相近,但锡含量应比铸件高1%~2%,以补充锡的烧损,或采用含P、Si、Mn等脱氧元素的青铜焊丝进行焊补。
表4-47 锡青铜、纯铜焊剂成分(%)
4)铝青铜铸件气焊焊补时,不可不注意之处。铝青铜焊剂成分见表4-48。其铸件焊前预热至500~600℃;先焊补大缺陷,后焊补小缺陷;长而深的缺陷可将铸件倾斜约15°进行上坡焊;焊补中在熔池表面产生氧化膜时,可加焊剂或挑除;熔池若出现过热氧化时,应一面继续用火焰加热,一面用铁丝刮去氧化膜,然后加入铝粉和焊剂继续焊补。焊后保温缓冷。
表4-48 铝青铜焊剂成分(%)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





