(1)电弧气刨法,是一种采用半手工操作,具有劳动强度低、生产效率高的去除铸件浇冒口的方法,为方便选用和使用,不可不知其原理、设备组成及操作要点 电弧气刨是利用直流电在碳棒(或石墨电极)与铸件表面间产生的高温电弧(温度高达6000~7000℃)来熔化金属,并用压缩空气流将熔化的金属与熔渣吹除,以切除铸件上的浇冒口、飞翅、毛刺、胀箱、重皮和冒口残根,以及切割焊接坡口和修整焊缝的铸件清理方法。图4-34所示为电弧气刨机的主回路接线简图。其电源通常采用AB—500型直流弧焊机,当需要用大电流切割厚度较大的铸件时,可将两台小型直流弧焊机并联使用。连接铸件和切割枪的电源导线,可根据所用电流大小来选择,见表4-15。碳电极棒的规格及使用电流范围,见表4-16。进行电弧气刨的操作要点是:铸钢件通常采用反接法,即铸件接负极,碳电极棒接正极;铸铁及非铁合金采用正接法。刨削电流强度过大,易使铸钢件发生切边渗碳,铸铁件形成过深的白口层,其经验计算式为
I=(35~40)d
式中 I——刨削电流强度(A);
d——碳电极棒直径(mm)。
刨削速度控制在600~700mm/min,压缩空气压力为0.5~0.6MPa,电弧长度取0.5~1mm,以碳电极棒不顶到金属液或未熔化的金属为限。
(2)不同合金材料的铸件,采用电弧气刨法时,不宜不问合金材料,将铸件都接正极或负极 采用电弧气刨法时,极性不同,金属材料铲割的光滑程度将有所不同,详见表4-17。工件接正极称为正接;工件接负极称为反接(碳棒接另一电极)。
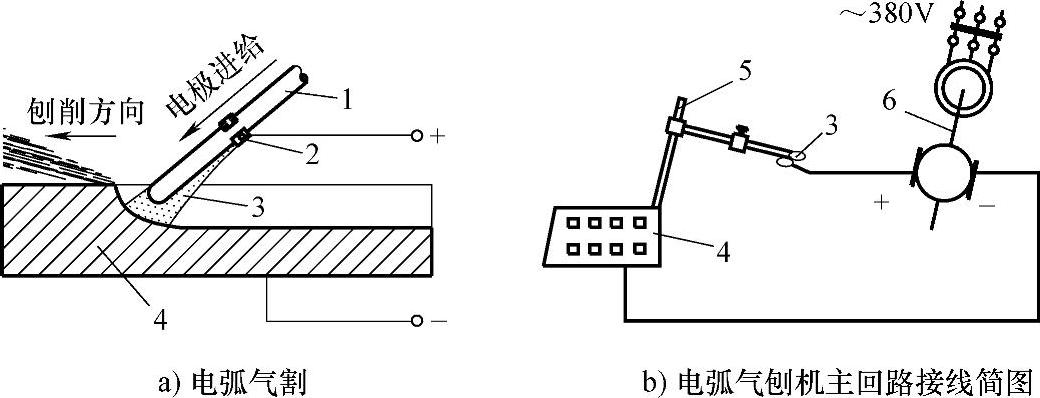
图4-34 电弧气刨及电弧气刨机主回路接线简图
1—电极 2—刨钳 3—压缩空气 4—铸件 5—碳电极棒 6—直流焊机
表4-15 电流与电源导线的截面积

表4-16 碳电极棒规格及其使用电流范围
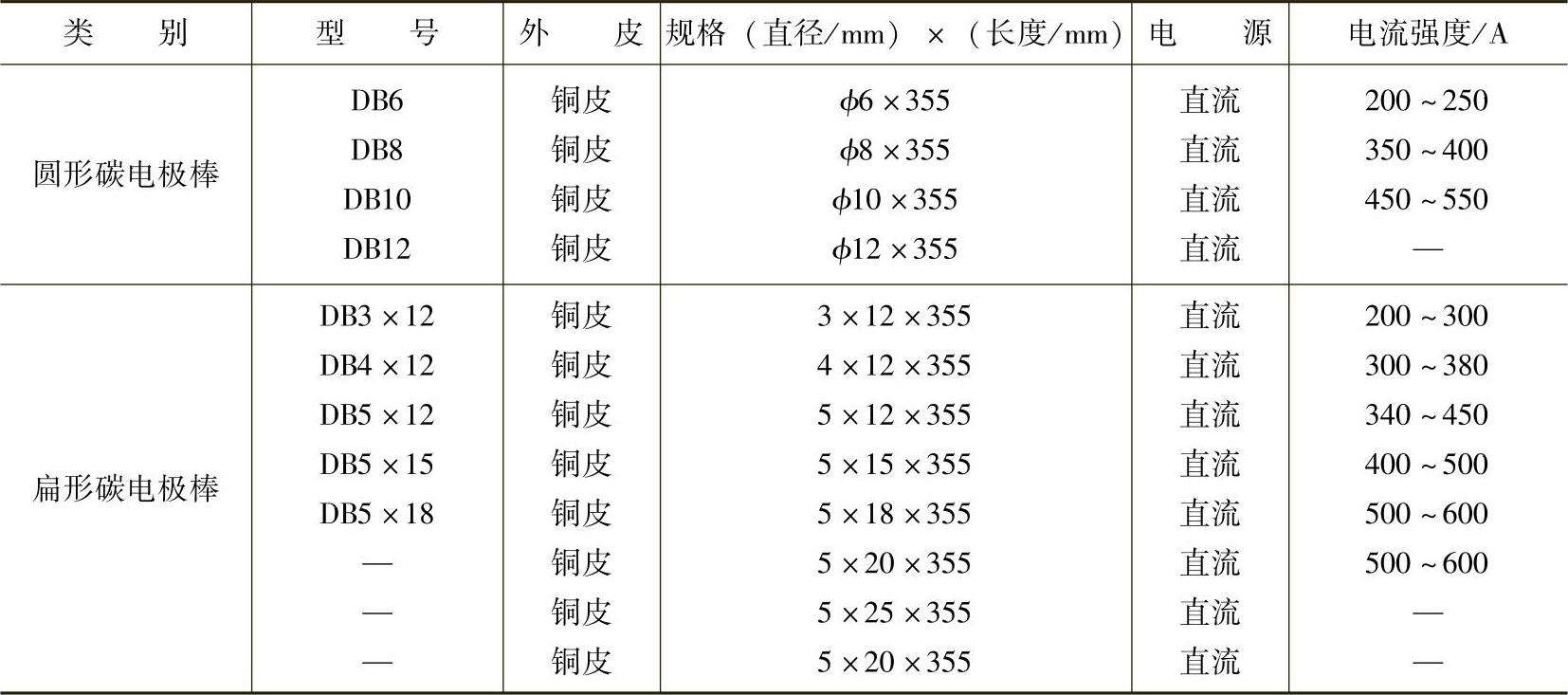
表4-17 金属材料与极性的关系(https://www.daowen.com)

(3)从国外引进的氧弧熔断棒切割法有其特点,不可忽视其使用原理及应用范围 氧弧熔断棒切割法是引进国外先进技术生产的较理想清理工具,其结构如图4-35所示。它是氧弧熔断棒在氧气助燃下,产生3600℃的高温,从而可迅速熔断和切割金属铸件的浇冒口和厚大毛刺等。其使用特点如下:
1)操作简单、方便、安全,大大改善工人的劳动条件和减轻其劳动强度,一般可提高工效五倍以上。
2)操作过程中没有噪声、振动、弧光和污染。
3)不需要热源,每根熔棒均可插接,没有浪费,可以100%地被利用。
4)对铸件的清理,干净、彻底、快速,不伤铸件本体。
这种方法的应用范围为:
1)清理各种铸件的浇冒口、披缝、毛刺、粘砂、包砂、夹砂、铸件内孔粘砂和堵塞。例如:用氧弧熔断棒清理合金钢、不锈钢和非铁合金铸件的冒口时,切割直径可达到1000mm以上,清理ϕ100mm、深1000mm的铸件内孔粘砂时,一般只需要10~20min。
2)清理熔炼炉风眼、出铁口、出钢口和过桥堵塞。当清理冲天炉过桥堵塞时,一般只需要30~60s。
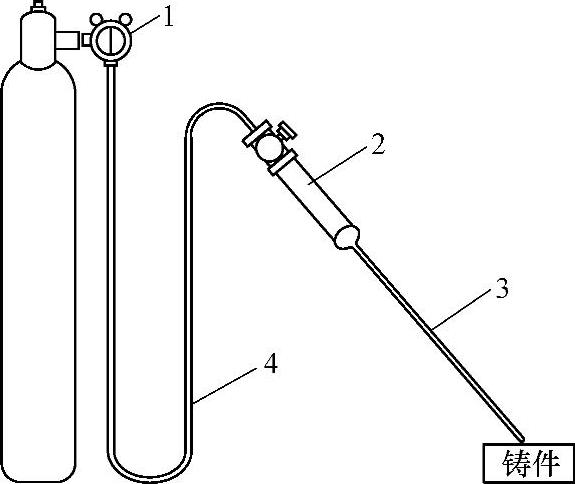
图4-35 氧弧熔断棒切割机构简图
1—氧气表 2—把手 3—氧熔棒 4—氧气胶管
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





