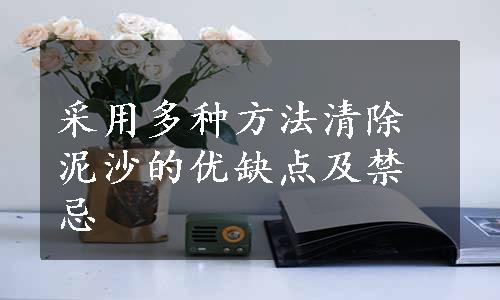
(1)水力清砂、除芯,有其优越性及问题,不可忽视 水力清砂,是利用高压泵输出的高压水,经喷枪形成射向铸件的高压射流,清除铸件中的砂芯和粘附在其表面的砂层(见图4-27)。水力清砂装置由三部分组成:水力清砂系统、旧砂湿法再生系统、污水污泥处理及再生循环系统。高压射流的主要作用有二:一是切割,二是冲刷。当高压射流产生的冲击力超过砂块的抗剪强度时,砂块即被切碎,然后高压水流渗入砂块裂纹,破坏砂粒之间的联系,将砂块冲散,使之随高压水流一起被洗刷下来。
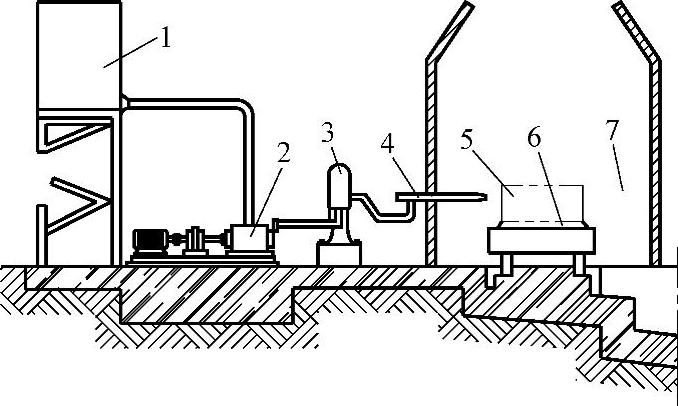
图4-27 水力清砂除芯装置示意图
1—水箱 2—高压泵 3—稳压器 4—水枪 5—铸件 6—转台 7—清砂室
利用水力清砂,其生产效率比手工清砂高几倍到几十倍,它采用湿法作业,无粉尘、噪声小,工人的劳动强度低。工作条件好。但此法需配有旧砂烘干、污水处理、污泥排除等设备,管路复杂,占用面积较大,电耗和水耗都很大。因此,在选用此法时,应统筹考虑。它在我国主要用于重型和大型铸铁及铸钢铸件的清砂除芯。有的工厂为了用此法清理小铸件,设计了专用支架,将小铸件放入支架里面,再进行清砂。
近年来,由于改性水玻璃砂的应用,尤其树脂自硬砂在大型铸钢、铸铁件的普遍推行,使得大型铸件的落砂、除芯变得容易。因此,水力清砂的应用越来越少,目前只有少部分原使用水力清砂的老厂仍在使用,新建厂大都不再采用。
(2)水力清砂时,铸件温度不可太高;其他的一些操作要点也不可忽视 采用水力清砂时,待清理铸件温度要适当,不可太高,尤其是大而薄的铸件,以防在高压射流水的激冷作用下开裂。此外,水力清砂时,还应注意以下操作要点及注意事项:
1)将装载铸件的台车开入清砂室后,应封闭全部室门。
2)清砂、除芯时,应先开液压泵,再开高压水泵,待其空转运行正常后,关紧泄水阀,再开水枪进行清砂。否则会使高压水泵毁坏。
3)操作水枪时,喷嘴离被清理的铸件距离不要太远,一般保持在300~600mm,太远,铸件上的芯砂、型砂不易打下来;太近,会影响喷嘴操作。
4)水枪的前后移动机构在不调节时,必须锁紧,以防打开水枪时,在高压射流的反作用下,突然后退伤人。
5)应参考表4-13选择水力清砂的水压与使用的喷嘴直径。
6)为消除喷射死角,开动水枪前,应先将铸件置于回转台车上,铸件与回转台车间应成一倾角(可用型钢架支撑),从而使水枪喷射时无死角,高速射流畅通。
7)操作中,应留心高压泵运行状况与压力变化状况:正常运行时,高压泵的声音清晰,无明显杂音。压力较稳定,指针波动小;异常时,应停车检查,若压力突然增大,应打开卸水阀检查是否有异物堵塞喷嘴。
9)清理20~100kg的中、小件时,若用钢架支撑铸件,易被高压射流水冲走,因此,必须用钢架固定或悬挂。
10)清砂除芯是否完结,应视水流颜色确定,如果流水已变白色,则表明清砂除芯工作已经完成,通常每小时可清理铸件1~6t。
11)停车前,应先打开泄水阀,然后切断电源再行停车。
12)在冰冻期,一定要关闭进水阀,放出高压水泵中的剩余水,以防将泵体冻裂。
(3)水爆清砂,曾在我国用水玻璃砂生产碳钢铸件中应用较多,现很少有应用,其原因不可不究 水爆清砂为我国1965年推出的一种清砂方法,曾名为“65清砂法”,是将浇注后,冷却到一定温度的铸件从铸型中取出,立即浸入水中,铸件余热使进入砂芯中的水迅速汽化、增压、发生爆炸,从而使芯砂从铸件中自行崩落,完成清砂工作。此法效率高、耗能少,粉尘少、曾在我国用水玻璃砂生产低碳钢铸件的清砂中应用较多,铸件单重由数公斤至数吨,壁厚由7mm至367mm。图4-28所示是水爆清砂的一种生产线(含砂再生回用系统),其工艺流程说明如下:
表4-13 喷嘴直径及其应用范围

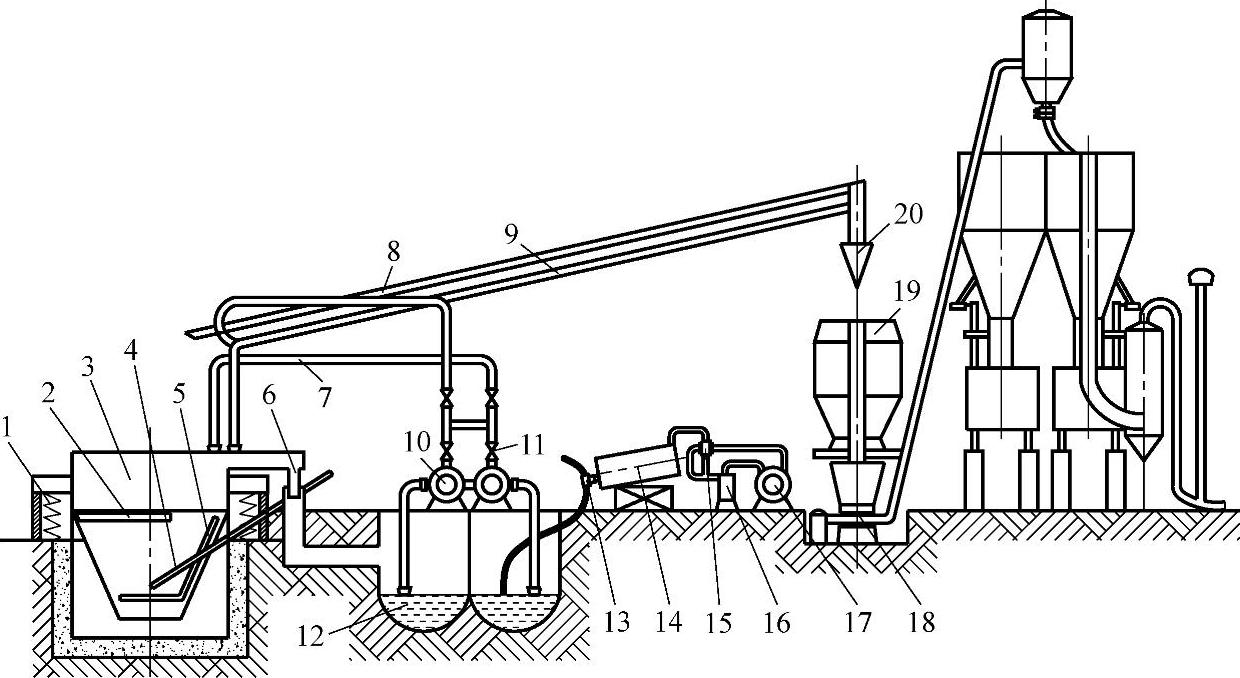
图4-28 水爆清砂的一种生产线(含旧砂再生回用装置)
1—防振弹簧(24个) 2—水爆筛(网孔30mm×30mm) 3—水爆池(ϕ4500mm) 4—搅拌管(ϕ108mm) 5—提升管(ϕ108mm) 6—溢流管(ϕ250mm) 7—减振胶管 8—回流管(ϕ108mm) 9—水力提升机(ϕ14/ϕ40mm) 10—水泵(两台,SSH75×3A) 11—球阀四个(ϕ100mm) 12—沉淀池(37m3) 13—三通阀(ϕ100mm) 14—真空罐体 15—四通阀(ϕ100mm) 16—空气净化器 17—真空泵(一台,SZ—3) 18—圆盘给料机(ϕ1300mm) 19—气压脱水罐(2个,5m3/个) 20—水力旋流器(ϕ250mm)
将冷却至300~650℃的铸型(脱箱或带箱均可)浸入水爆池,水爆后的铸件送至清整工部,炸落的砂子经水爆筛2入池,砂块及冷铁等异物被阻留于筛面上;浇注工部开箱的剩余散砂,由行车倾入水爆池,搅拌管4喷射搅拌水,将池中砂子充分搅拌,经由水力提升机9、提升管5送至水力旋流器20进行再生并浓缩,再生后的砂子含泥量及碱度均大为降低,粒度也较为均匀。连续排入气压脱水罐19,通压缩空气入罐,进一步脱水,然后打开罐底门,砂子落入圆盘给料机18,均匀给入输砂管道的喉管,热风送入旋风分离器,由锁气器间歇卸料至储砂库待用。砂库位于混砂机的上方,通过型砂定量器确定配砂量。在旋风分离器中分离完毕的尾气,经湿法旋风除尘器排空。进入水力旋流器的砂浆回水,经回流管8返回水爆池,回流水中的含砂在水爆池中有充分条件沉降,水爆池中超量的水和含泥污水,经池边溢流管6流入沉淀池12中,沉淀后循环使用。
水爆清砂这种方法能在我国一段时间获得较多应用,主要是我国用CO2水玻璃砂、硅酸二钙自硬水玻璃砂,以及加热烘干的干型(芯)用水玻璃砂的水玻璃加入量多,型砂、芯砂的出砂成了老大难问题,主要靠人工,并伴以风铲,不仅劳动强度大,劳动环境恶劣,效率低,而且职业病、工伤事故多,已有无人为继的先兆。采用水爆清砂,起爆后,可使难于清砂的水玻璃砂在瞬间得到基本解决,因而很富吸引力。但由于水爆清砂的铸件,必须具备足够的入水温度,才能起爆,过高,又易引起铸件变形、裂纹,很不易控制;即使起爆温度较低,但激冷的铸件,增大内应力,也不大受用户青睐;加上用水玻璃砂生产的铸件的尺寸精度也不够高,随着机械工业对铸件质量的要求越来越高,以及出口的需求,导致很多原采用水玻璃砂的工厂改用树脂自硬砂,不仅使铸件质量大幅度提高,出砂除芯,用机械方法也很容易解决,旧砂也易于再生回用,因此水爆清砂暂已无人问津。特别是由于我国科技工作者的努力,使水玻璃的改性取得了长足的进步,水玻璃的加入量已可大幅度降低,加上有机酯自硬砂工艺、真空置换硬化等的推行,使水玻璃清砂的难题已可基本用机械清砂除芯法解决,这更使水爆清砂处于淘汰局面,至少目前一段时期还会如此。
(4)电液压清砂有其特殊性,不可忽视其清砂工作原理、工艺过程及适用性 电液压清砂,是基于液电效应,利用高压大电流在水中放电产生的冲击波,来清除掉置于水中的铸件上的芯砂。液压冲击波在铸件的清砂过程中有以下三种作用:
1)破坏砂团中的结合,使砂粒飞散。
2)使铸件和芯砂强烈振动而产生弹性变形,由于铸件和芯砂的弹性模量和自振频率不同,使芯砂与铸件壁分离。
3)脉冲放电在铸件内部与外部之间产生压力差,使芯砂与水一起自铸件内部向外排出,并被强大的水流冲走。(www.daowen.com)
电液压清砂的效率比一般清砂工艺提高1~3倍,清理质量高,能耗低,适用于单件、成批、大批量生产的质量0.1kg~30t的铸件清砂,能够清除掉铸件上任何强度的芯砂和残砂,包括用普通清砂方法难以清除的复杂砂芯,尤其对熔模铸件的型壳,批量生产的中、小铸钢件和非铁合金铸件上的各种孔道,例如铸件上的弯孔、不通孔等,其清砂效果特别好,并可消除铸件中的残留内应力,
电液压清砂的工艺过程是:驱动车将装有待清理铸件的装料平车推至清理室内起落架的下层平台上,驱动车退出室外;升降机构将起落架连同铸件一起下降至水箱中;对水箱中的铸件进行高压充、放电,清除掉铸件内的芯砂;清理完毕后,起落架升起,驱动车进入清理室,拉出装料平车,完成一个工作循环。清理下来的砂子及污水进入水、砂处理系统。此法用设备结构紧凑,占地面积小;工作中,无粉尘,有利于改善清砂过程中的劳动条件和环境保护。
1)电化学清砂适用于粘砂严重、要求清理质量高,以及内腔复杂的过流铸件,其清砂原理不可不究。电化学清砂适用于粘砂严重、要求清理质量高,以及内腔复杂的过流铸件,对于液压阀类铸件、精铸件等内腔复杂和表面质量要求高的铸件,建议采用电液压清砂或电化学清砂。
电化学清砂,是利用电解过程和化学反应清除铸件表面粘砂层的清砂工艺。其原理包括化学和电化学两个方面。
①化学方面:利用化学反应,是使铸件表面粘砂层(SiO2)与碱性熔剂(NaOH)生成硅酸钠(Na2O·SiO2)而被清除。熔融状态SiO2+2NaOH→Na2O·SiO2+H2O
在装有450~500℃的熔融碱液的电解槽中,Na2O·SiO2下沉到电解槽底部,水和部分碱性熔剂则挥发到空气中,造成污染。由于该反应速度较慢,铸件细小孔洞,尤其是不通孔中的砂子与碱液接触面积小,化学反应易饱和而中止,即使采取加快碱液流动和碱煮等措施,效果也不明显。只有利用电解过程,才能防止化学反应达到饱和,使化学反应得以继续进行。
②电化学方面:国内常用的电化学清砂熔剂,是质量分数85%工业纯NaOH+质量分数15%工业纯NaCl。将待清理铸件浸入熔融的熔剂中,承装铸件的料筐接负极,盛装熔融碱液的电解槽接正极。在直流电场(电压3~6V,电流1kA以上)作用下,从NaOH和NaCl中游离出来的钠离子Na+向负极运动,在负极俘获电子,成为金属钠:
Na++e=Na
金属钠化学活性高,具有强烈的还原作用,使铸件表面的氧化物(砂子和铁锈)被还原:
SiO2+4Na=2Na2O+Si
FeO+2Na=Na2O+Fe
Fe2O3+6Na=3Na2O+2Fe
在正极处,高浓度的OH-因电极电位低于Cl-的电位,失去电子而生成H2O和O2:
40H-4e=2H2O+O2
电解作用,使铸件表面的氧化物被还原,既清除了粘砂,又去掉了铁锈,铸件表面呈灰白色。在正极(电解槽壁)处,生成的O2和H2O对电解槽壁产生氧化腐蚀,为此应加防护板。
由于电化学清砂利用了电解过程和化学反应,因而能有效清除一般清砂方法难以做到的具有较严重粘砂的铸件,而且对内腔复杂的过流铸件也能有效清砂。另外,此法还具有设备较简单、操作容易等优点,但其设备投资和能耗较大,效率较低(清砂时间一般为1.5~2h),清砂的成本比其他清砂方法都要高,劳动保护要求较严。因此,在选用清砂方法时,如果用其他清砂方法可以解决问题的场合,不宜采用电化学清砂,以免无谓地提高清砂成本。
总之,电化学清砂对残留粘砂的清除效果最好,如果拟选用此法来清除铸件表面大量的型(芯)砂则会成本太高,得不偿失。如果某些要求内外表面质量好,又容易产生不易清除的粘砂铸件,则可考虑将电化学清砂与电液压清砂配合,使两者相得益彰,从而获得高效、优质的清砂效果。
2)为较好了解电化学清砂,不可不知其工艺流程。图4-29所示为铸铁件电化学清砂的工艺流程。
①将铸件装入特制的多孔金属料筐内。装入方式应有利于电解液从铸件内腔排出,一般是使铸件的孔口朝下。
②把装好铸件的金属料筐吊入电解槽,浸泡在460~500℃的熔融碱液中。以电解槽壁为正极,金属料筐为负极,通入3~6V、1000A直流电,使残留在铸件表面的芯砂和粘砂层与熔融的氢氧化钠反应。生成的硅酸钠胶体及铸件上呈碱性的氧化铁、氢氧化铁等一起脱离铸件,形成沉淀。这一过程所需的时间,视铸件复杂程度及粘砂状况而定,一般约为0.5~2h。
③将铸件从电解槽中吊出,并浸入流动的冷水槽中,通过水爆效应使残渣与铸件瞬时分离。为防止壁厚不均匀的铸件因激冷而产生裂纹,铸件在浸入冷水槽前可适当空冷。
④把铸件吊入80℃以上的热水槽中,使残留在铸件上的碱性熔剂和硅酸钠溶解于水,并使残渣进一步沉淀,这一过程约需30min。
⑤取出铸件,吹干。
在实际生产中,为降低碱性熔剂的熔点和节约电能,常采用质量分数为85%工业纯NaOH+质量分数15%工业纯NaCl的电解液。由于熔融的NaCl在电离出Na+的同时还电离出Cl-,在有水气存在的情况下,对电解槽壁有强烈的腐蚀作用,故不宜多加NaCl。OH-对铁有钝化作用,使钢制槽壁不易被腐蚀。
图4-29 电化学清砂工艺流程示意图
1—铸件装筐 2—电化学清理 3—冷水去渣 4—热水洗 5—吹干
3)采用电化学清砂法时,为降低能耗和节省工时,不宜间断作业,也即应实行三班制连续生产。采用电化学清砂,为降低能耗和节省工时,应实行三班制连续生产,以省去再次加热熔化已凝固的碱性熔剂所消耗的电能和工时,因为加热熔化碱性熔剂达500℃,不仅耗电能多(通常外热式电源为75kW井式电阻炉),而且需7~8h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




