(1)为了铸件质量和工作人员的安全,不可不在浇注工作开始前做好必要的准备和检查工作 在浇注工作开始前,为了最大可能防止发生安全事故,以及确保铸件质量,必须做好一些准备和检查工作,主要有:
1)了解要浇注砂型的铸铁牌号、毛重以及浇注温度要求等情况,并按照各铸铁件的工艺要求和熔化顺序,安排好浇注顺序。
2)应检查浇包数量是否足够,规格是否满足需要,浇包的修理、烘干、预热情况是否符合要求,浇包的传动机构是否正常、安全可靠。
3)应检查起重设备,运输工具是否正常,主要包括吊车运行是否正常,吊车的回转机械是否灵活可靠,吊钩、链条、钢丝绳等不得有裂纹或损伤。
4)准备好保温聚渣剂、引火、堵铁等材料,以及挡渣、扒渣、堵铁等工具,需要预热的应进行预热,防止未烘干、预热的工具接触金属液,造成飞溅伤人。
5)对铸型进行检查。检查砂箱的卡紧装置或压铁是否符合要求;通气道是否畅通,有无标记;浇口杯和冒口圈是否安放妥当,有否掉入杂物;箱缝是否堵好,是否牢靠;铸型引火排气是否方便等。
6)应检查砂箱的摆放是否合适、平稳,影响安全和质量的必须经过调整,方可浇注,并且对运送金属液和浇注的必经之路,要清扫干净,排除通道上的一切不安全因素,包括可能的障碍物、积水等。
7)应准备好倾倒剩余铁液的金属型或砂型,对金属型,应上好涂料,并烘干、预热,决不容许随地乱倒。
8)对操作者的安全防护进行检查。浇注人员必须穿好防护用品,浇注时,应戴防护眼睛,以免强光刺目和飞溅铁液引起烫伤。
(2)作为浇注工,不可不熟知浇注操作规程 作为铸铁的浇注工,在浇注时,应按浇注负责人的指令进行浇注。其制定的浇注操作规程一般为:
1)出炉的第一包铁液只能浇芯骨或不重要铸件。
2)浇包第一次接铁液如产生沸腾现象时,应立即停止出铁。已出铁液只允许浇注芯骨、回炉铁锭或不重要铸件,该浇包应停放20min方可使用。
3)出铁量应比实际需要量多些,以免浇不足。
4)如果铁液合适,浇注前,需除去铁液表面熔渣,以免熔渣进入铸型造成铸件夹渣缺陷。除渣时,熔渣要从浇包嘴后面及两侧面刮出,避免碰坏包嘴涂料;除渣后,铁液面撒一层稻草灰或珍珠岩保温。
5)出铁和浇注时,应有专人测量铁液温度,并作好记录。(www.daowen.com)
6)浇注时,浇包嘴要靠近浇口杯,一般控制其距离为150~300mm之间,不可过高(见图4-16);所浇铁液不可冲在直浇道上;挡渣勾要放在浇包嘴附近的金属液表面上,防止熔渣进入浇口杯。
7)浇注开始时,应缓流、细流,防止飞溅;随后快速充满浇口杯,并保持充满状态;待铸型快浇满时,也应以细流铁液浇入,防止金属溢出和减少抬型(箱)力;从明冒口观察到铸型充满后,稍停片刻,再点浇冒口。
8)对于有较大平面或薄壁、形状复杂的铸件,采取快速浇注;对于形状简单的厚实铸件,采用慢速浇注;湿型的浇注时间,应小于干型的浇注时间。具体浇注时间,按工艺要求进行控制。
9)正常情况下,浇注不能中断,浇口杯内不得产生漩涡、飞溅和外溢。
10)两个或多个浇包同时浇注一个铸件时,开始浇注时间、浇注速度、浇注温度等应尽量相同,浇注后,应同时收包。
11)低于浇注温度的冷铁液不能浇入铸型。
12)浇注时,在砂型出气孔和冒口处须引火燃烧,使铸型中产生的气体易于排出。
13)铸件完全凝固之前,补缩冒口不得损坏,对一些大的特殊要求的补缩冒口,浇注后,应立即盖上保温材料。
14)浇注完后,剩余铁液全部浇成铁锭;将浇注工具集中保管,损坏的要及时修理或添置。
15)浇注完毕后,当铸件有一定强度时(一般按工艺文件规定时间),应去除压铁,或卸下螺栓,或松开其他卡紧装置,以保证铸件能自由收缩,防止铸件裂纹的产生;对于某些特殊铸件,还需及时打掉浇道、挖开芯头,以便铸件自由收缩。
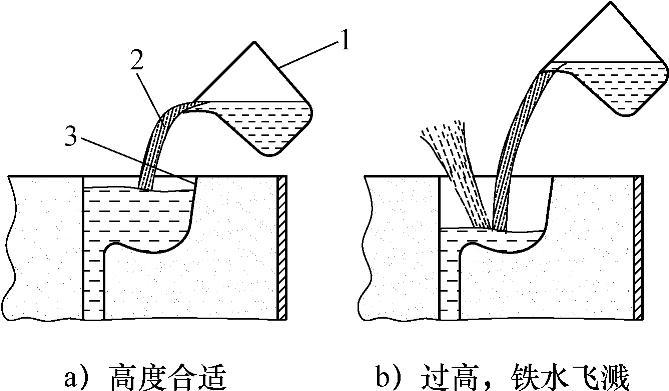
图4-16 浇注时,浇包嘴距浇口杯不可过高
1—浇包 2—铁液 3—浇口杯
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




