(1)合型后,为防止其上型在金属液浇注过程中被抬起,导致跑火缺陷,不可不知上型中所需要的合型力,也即所需压铁的重力 压铁重,一般可根据下列经验公式确定
G压=(3~5)G件
式中 G压——压铁质量(N);
G件——铸件重量(N)。
对于大件和重大件的压铁质量应采用计算和经验相结合来确定。其计算方法如下:
金属液充型时,上砂型要受到几个力的作用。其中,向上的作用力有:金属液作用的抬型力F1;砂芯剩余浮力产生的抬型力F2;浇注时,金属液冲击上型的动压力F3。向下的作用力有:上型的重力G1。
在计算合型力时,动压力F3一般不予考虑,认为其可与上型重力G1抵消。但实践证明,动压力F3常常大于上型重力G1。作用于上型的抬型力F4=F1+F2。
1)F1的计算:如图4-7所示,在A-A面上,作用于上型的总压力为
F1=AhρLg
式中 F1——金属液作用的抬型力(N);
A——上型腔顶面的水平投影面积(m2);
ρL——金属液的密度(kg/m3);
h——A-A面到浇口杯液面高度(m);
g——重力加速度(m/s2)。
由F1的计算式可以看出,F1相当于图4-7中阴影部分的液体质量(重力)。
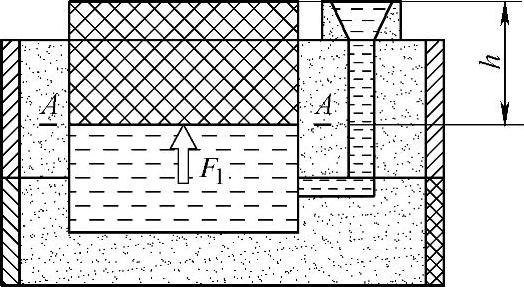
图4-7 金属液静压力产生的抬型力计算简图
2)F2的计算:图4-8所示是砂芯剩余浮力产生的抬型力计算简图。由图可见,砂芯所受的剩余浮力F2等于砂芯所受到的浮力与砂芯质量(重力)之差F2=V2ρLg-G2
式中 F2——砂芯剩余浮力(N);
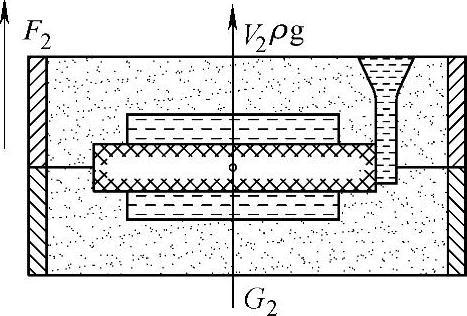
图4-8 砂芯剩余浮力产生的抬型力计算简图
V2——被金属液包围部分的砂芯体积(m3);(https://www.daowen.com)
ρL——金属液的密度(kg/m3);
G2——砂芯重力(N);
g——重力加速度(m/s2)。
F2通过芯头或芯撑传递给上型,产生抬型力。
3)实际抬型力的计算:
①不考虑动压力的计算:F4=F1+F2=(Ah+V2)ρLg-G2
式中 F4——实际作用于上型的抬型力(N)。
②考虑其他因素的计算:
由于充型动压力的作用,以及在分型面处产生飞翅的原因,实际抬型力要增加。因此,在生产中,将计算出的抬型力增加30%~50%,再减去上型的重力G1,作为实际合型力,即所需压铁的重力F5
F5=(1.3~1.5)F4-G1
一般重型或大平板类铸件,系数应取上限值。
(2)为防止上型在金属静压力和砂芯浮力作用下被抬起,通常不可不采取不同措施或方法,将上、下型紧固在一起 浇注时,金属液可能从分型面处跑出,即所谓跑火,这主要是分型面不严密,或金属液的压力将上型抬起而造成。为防止浇注时,上型在金属静压力和砂芯浮力等作用下被抬起,防止跑火现象发生,浇注前,必须在上箱上均匀对称地放上压铁或用螺栓或弓形卡等各种夹紧装置,将上、下型紧固在一起,以免“抬箱”,导致跑火缺陷。通常,压铁重不允许小于实际抬型力。
1)压铁法:在手工造型的小型砂型、自动造型线的中型砂型(参见第2章的图2-287~288及有关的文字说明)以及地坑造型中,均使用有压铁。使用时,要求压铁要放得对称;压铁放的位置不要妨碍浇注工作;压铁要放在箱带或箱边上,不可将压铁直接压在砂型上,因为压铁表面凹凸不平,会压坏上砂型,如图4-9a所示。在生产实际中,要求压铁重力应由砂箱壁承受,为此,以及为防止压铁压坏砂型,加放压铁时,应将具有一定厚度的木条或金属条块垫在砂箱箱壁或箱挡的上面,再将压铁压上,如图4-9b所示。
在地坑造型时,压铁重力很大,常采用压铁“暗压法”,如图4-10所示。压铁1在浇注之前由垫铁3支撑,在盖箱4与压铁1之间,用楔铁2塞紧,而砂型分型面不承受压铁重力。盖箱通过楔铁紧靠压铁,防止盖箱抬起。
2)卡具和螺栓紧固法:在砂箱造型中,往往采用紧固卡具,而不用压铁紧固砂型。紧固卡具在单件、小批、大量生产中均有应用。在大量流水生产中,广泛应用的紧固夹具是摆动式箱卡,其加工精度较高,夹紧和松开均需辅助机构来完成,这方面,可见第2章的图2-285~286及相关的文字说明。应指出的是,卡具和螺栓紧固时,应两面同时紧固,避免上型翘起形成间隙而跑火。浇注后,压铁等紧固工具不能取下太早,避免金属液尚未凝固,将上型顶起而跑火。
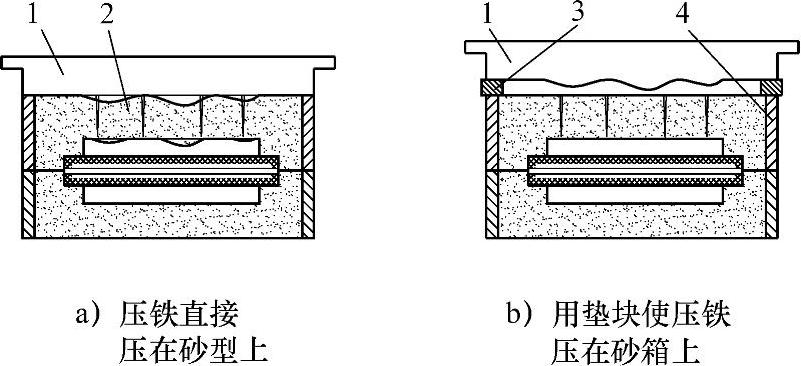
图4-9 压铁不可直接压在上砂型上
1—压铁 2—砂型 3—垫片(块) 4—砂箱
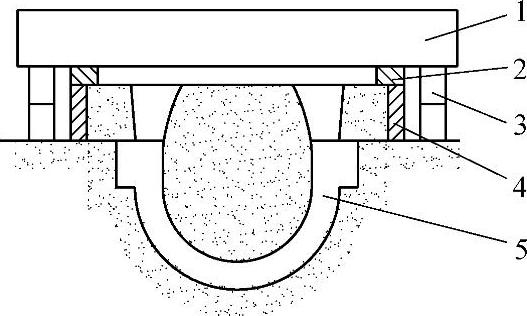
图4-10 地坑造型压铁“暗压法”示意图
1—压铁 2—楔铁 3—垫铁 4—盖箱 5—型腔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







