(1)多年来,炼钢用电弧炉一直采用交流电,近年来已有工厂采用直流电弧炉,其优越性不可不究 与交流电弧炉相比,直流电弧炉在性能方面有许多优点。其主要优点如下:
1)石墨电极消耗量大幅度降低:交流电弧炉由于电弧不稳定,在频繁的点燃-熄灭过程中,产生电极表面崩碎,致使电极损耗较大,而直流电弧炉由于无自然的点燃-熄灭电弧过程,电极损耗较小。通过对相同容量和相同功率的现代化交流电弧炉和直流电弧炉在电极端头消耗、侧面氧化和折断等几个重要方面对电极消耗所作的比较可以准确得知,直流电弧炉的电极消耗为现代交流电弧炉的75%。生产实践还证实,直流电弧炉的电极消耗量只是老式交流电弧炉的50%以下。
2)电弧稳定性强:交流电弧每秒钟内点燃-熄灭100次(50Hz交流电),因而稳定性较差。特别是在熔化初期,经常发生断弧,对电力网产生闪烁效应。而直流电弧无自然的点燃-熄灭过程,电流方向始终是一致的,电弧的稳定性高。
3)噪声污染程度小:交流电弧炉由于电弧的自然点燃-熄灭过程而产生100Hz频率的噪声,这种低频率的噪声难以用隔离或吸收的方法来消除。而直流电弧炉产生的噪声的频率较高(大部分在300Hz以上),而且声量较低,较易于采取措施降低。
4)电能消耗较低:在炼钢的单位能耗(kW·h/t)方面,直流电弧炉比交流电弧炉低3%~5%。
5)电弧较长:与交流电弧相比,直流电弧较长,可用长电弧操作,有利于减少钢液增碳。特别对于冶炼低碳钢,这是一个很大的优点。
6)能产生电磁搅拌作用:交流电弧炉中电极电流产生的交变磁场,不会在钢液中产生机械搅拌作用。而直流电弧炉中电极电流产生的恒定方向的磁场,在钢液中产生搅拌作用,使熔池的化学成分和温度均匀。
直流电弧炉的炼钢工艺与交流电弧炉相同。由于直流电弧炉炼钢有许多优点,可以预料,在今后,直流电弧炉炼钢将会得到日益广泛的应用。
(2)直流电弧炼钢炉炉体有其独特之处,不可不知其大致构造 直流电弧炼钢炉炉体部分的构造如图3-106所示,有一个通过炉顶中心垂直安装的石墨电极作为阴极。电极固定在电极夹持器里,而固定夹持器的柱子可沿转动台的导轨垂直移动。底电极是直流电弧炉的主要结构部件,其冷却槽露出在炉壳外,而控制系统和信号系统可以连续监视底电极状况,以保证设备的安全运行。
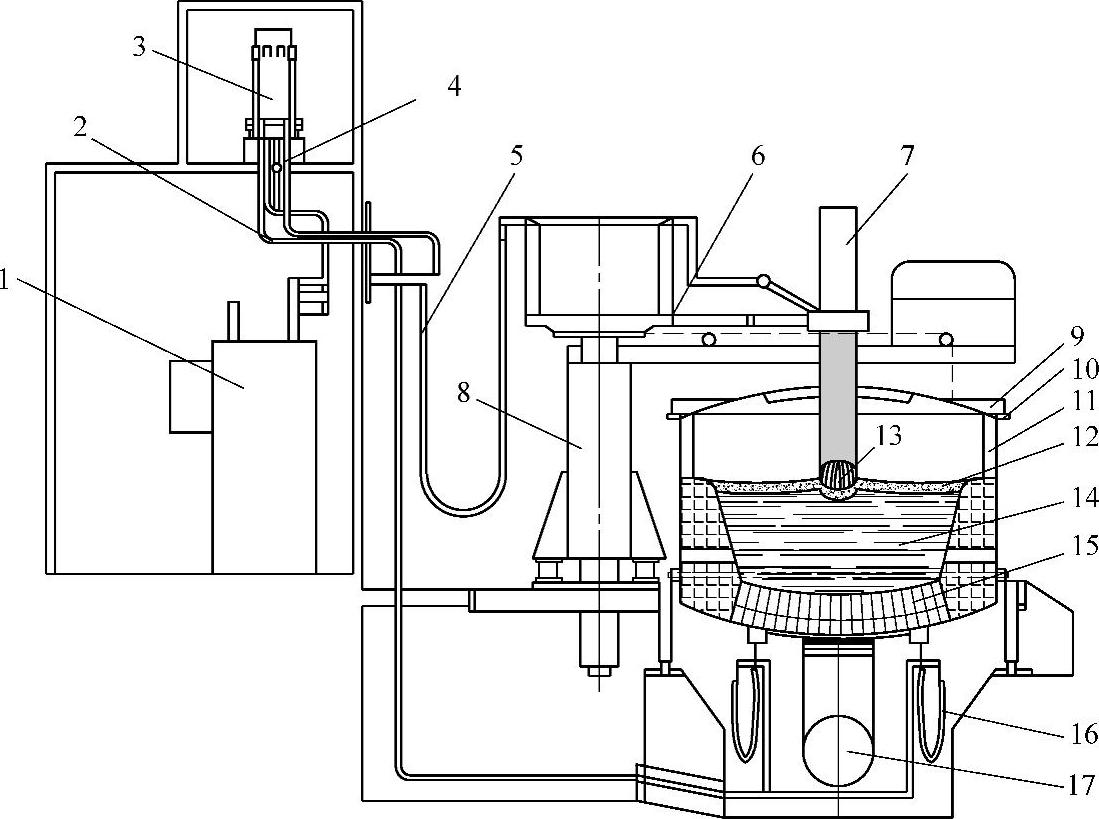
图3-106 直流电弧炉炉体部分构造示意图
1—电炉变压器 2—水冷汇流排管(正极) 3—整流器 4—水冷汇流排管(负极) 5—水冷电缆(正极) 6—电极支承臂 7—石墨电极 8—液压电极升降装置 9—电炉炉盖 10—炉盖与炉体外壳的电绝缘法兰 11—炉体外壳 12—炉渣 13—电弧 14—钢液 15—导电炉底(由镁砂-石墨砌成) 16—水冷电缆(负极) 17—炉底通风冷却装置
直流电弧炉装有一支或多支石墨电极和一支或多支炉底电极。石墨电极是阴极,底电极是阳极,同时两电极保持在一条中心线上,以保证良好的导电性能。由于直流电不存在集肤效应和邻近效应,在石墨电极截面中电流分布均匀,因此,电流密度可以取得大些。在电流相同条件下,直流电弧炉的石墨电极尺寸比交流电弧炉的要小一点。底电极的大小为中心电极的2.5~5倍。底电极的材料,可以是镁碳砖石墨或普通碳钢。底部电极与熔液接触部分将被烧熔。但在每次倒完钢液后,残留在炉膛内的钢液在底部凝结成块而沉积在底电极顶端,使之“再生”,为下一炉开炉做准备。因此,从“再生”意义上来说,用碳钢比石墨优越。
(3)用直流电弧炉炼钢时,如何起动它,不可不究 直流电弧炉的起动有三种方式:第一种方式是出钢以后残留一部分钢液,为下一炉冶炼时增大废钢和底部正极的接触面,以便于起弧。法国AME的82.5t炉顶部有三根负电极,就是采用这种方式冶炼;第二种方式和交流电弧炉一样,直接起动,不过需要提高工作电压,这样电源设备的容量必须选得大些,导致利用率低;第三种方式是用起动电极作为正极起动电弧,起弧以后再进行正常冶炼。为了防止噪声污染,起动电极进入炉子后还要封闭入口。起动电极用另外的电源起动,该电源应有足以起弧的电压,但电流小。电弧起动以后,电极还要移出。附加起弧电极使用复杂,只有大型直流电弧炉才考虑采用。(https://www.daowen.com)
(4)目前,有关工业发达国家运行的有代表性的直流电弧炉有多种型式,不可不知它们的主要差异是炉底电极结构形式 目前各国运行的直流电弧炉的差异主要是炉底电极结构形式,其是否成功的关键,是炉底电极是否具有最佳的运行性能和低廉的维修费用。代表性的有:
1)导电炉底型直流电弧炉:由瑞士BBC公司开发,主要特点是:只有一根位于中央的石墨电极,起着阴极的作用,位于炉子下面的炉底接线与整流器的正极连接,起着阳极的作用。现代化大型直流电弧炉要求接近130kA的大电流和约750V的高电压。
炉底是导电的,也是直流电弧炉的最重要部件之一。导电炉底的优点是:①可实现大面积的电接触,整个炉底炉衬都可导入直流电流,这样单位电流负荷很低(<10kA/m2)。②可采用普通砌砖方法和维修制度,不需要特别的工具或设备。③由于采用预制砖,因此保证了质量稳定,可以做到安全。
2)水冷钢棒炉底电极直流电弧炉(参见图3-107):由法国CLECIM(科莱西姆)公司开发,具有三根炉顶电极和炉底电极。对水冷炉底电极的要求是;①在长期高温运行的精炼期内可以确保可靠。②能控制通过炉底的电流分布。③使炉底侵蚀减至最小。④能吹氧造泡沫渣炼钢或冶炼低碳钢,而无严重的耐火材料损坏。
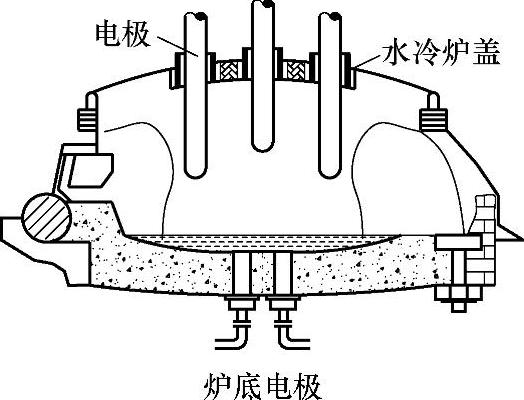
图3-107 科莱西姆冶金公司1986年建造的三根电极直流电弧炉简图
大型水冷钢棒电极由贯穿耐火材料炉底的圆柱形钢棒组成,位于炉底下面的钢棒下部被水冷却,电极的冷却系统是由铜套组成,与连铸机结晶器的情况类似,其一面与钢棒接触,另一面被水冷却。一个绝缘保护套使钢套与钢棒绝缘,同时又使钢棒与铜基座相连。
3)多触针型炉底电极直流电弧炉:由德国MAN-GHH公司开发,其炉底电极结构主要由上、下两块水平钢板组成,钢板之间放置空气导向叶片(类似涡轮中的叶片),在下面的钢板上固定有32根钢质触针,触针垂直穿过两片钢棒中间的空腔和炉底炉衬层,最后与废钢炉料或钢液熔池接触。在向炉底电极通入空气时,借助导向叶片的作用,空气环绕触针,然后沿径向排出,如图3-108所示。触针焊在底板上或用螺栓联接。由于触针的熔炼损耗与炉底炉衬的熔炼损耗同步,所以每次重砌炉体同时更换触针,但结构十分复杂的炉底电极冷却区不需要更换。这种炉底电极设计采用空冷方式,其目的是消除诸如使用水冷系统可能出现的危险。
4)触片式炉底电极直流电弧炉:触片式炉底电极的研究缘于原来的导电耐火材料炉底的侵蚀极不均匀,并且价格昂贵。它把薄钢板镶进整体耐火材料炉底中并将钢板固定在炉壳上,用钢板做导体,因而不必担心耐火材料的导电性而只考虑其耐火性能。钢的导电性能优于耐火材料且与温度成反比,使钢制导体在一定程度上趋于自我调节承载电流,因此触片式炉底电极的设计更具合理性。
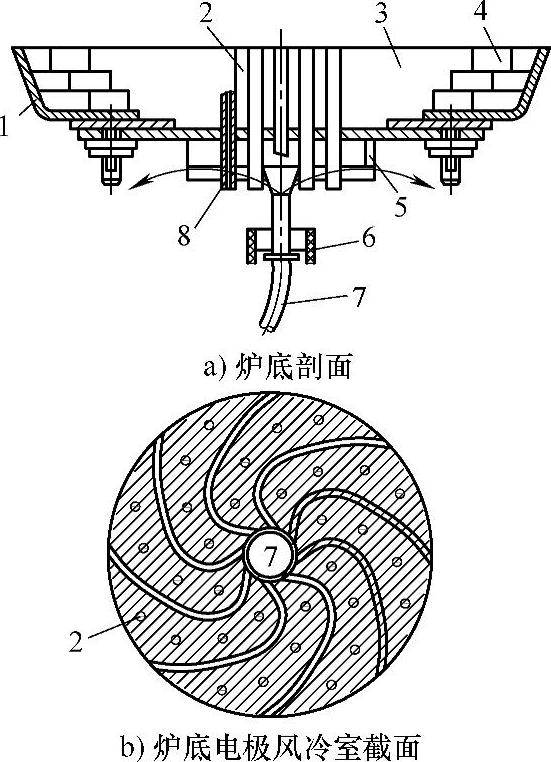
图3-108 多触针型炉底电极直流电弧炉炉底电极结构
1—炉壳 2—触针 3—打结耐火炉衬 4—砖砌耐火炉衬 5—炉底电极冷却系统 6—导电电缆 7—供气管 8—触针剖面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





