(1)在当前铸铁的熔炼中,不可忽视中频感应电炉有取代无芯工频感应电炉的趋势中频感应电炉是感应电炉的一种,其加热原理都是一样,但其交流电的频率较工频电炉高,中频无芯感应电炉频率范围是50~10000Hz,常用900~3000Hz,为了获得最高电效率,对不同容量的炉子要选择适合的频率。从理论分析可知,当坩埚直径与电流透入深度之比为10左右时,电炉电效率最高。用下式可计算出电效率最高时的频率f(单位:Hz)
f=(25×106ρ2)/(μr2d2)
式中 ρ2——金属炉料电阻率(Ω·cm);μr2——金属炉料相对磁导率;d2——坩埚内径(cm)。
中频电炉与工频电炉比较,除具有上述工频感应电炉熔炼铸铁的优越性外,还具有:功率密度大,熔化速度快,适合于批料熔化法,热效率可高达70%,操作使用方便,不用起熔块,适用于经常变换熔化金属品种。由于功率密度高,无需相平衡装置,土建费用小,在国外,相同生产率的中频感应电炉的初次投资费用较工频电炉低10%~15%。由于以上诸多优点,使中频感应电炉已呈现取代无芯工频感应电炉的趋势,成为熔炼化学成分要求严格的球墨铸铁、高强度铸铁、合金铸铁的重要设备,尤其是对中小批量生产的车间。
(2)中频电炉熔炼铸铁的坩埚用耐火材料,不可盲目采用碱性、中性耐火材料 中频电炉坩埚用耐火材料,对于铸铁来讲大都采用酸性耐火材料,熔炼球墨铸铁常用酸性也有中性和碱性耐火材料的,高合金铸铁不用冲天炉熔化,采用中频电炉熔化,炉衬可以用酸性、碱性或中性耐火材料。由于硅砂比较便宜,在600~800℃就基本完成其相变膨胀,在此温度以上体积变化非常微小,热稳定性好,抗铁液渗漏性好,其荷重软化点温度接近其耐火度,故高温强度高,虽然其耐火度比碱性、中性耐火材料低,但对于灰铸铁和可锻铸铁均已足够,因此,这类铸铁熔炼用坩埚主要采用酸性耐火材料;而高铝质和镁质这些中性和碱性耐火材料,则主要用来修筑供熔炼合金铸铁和球墨铸铁熔炼用坩埚的耐火材料。
(3)采用中频电炉熔炼铸铁时,不可忽视其熔炼操作 中频炉熔炼采用批料熔化法,即每次都将金属液倒净,然后重新向炉内加满金属炉料开始熔化。其熔炼作业除不加起熔体外,其他操作同工频电炉熔炼作业[见本章3.1.6的2之(3)的2)]。在进行装炉时,炉料的尺寸大小以坩埚的完全充填为条件,一般粗大料与微细料并用,以利于坩埚完全充填;而且应将难熔的大块料装在高温区(埚壁、埚底),小块料装在低温区(上部);其装料顺序,是回炉料、废边料或熔点较低、元素烧损较小的炉料先加,熔点较高、元素烧损较大的炉料后加,全部熔化后,才加易烧损元素的铁合金,如硅铁、低碳铬铁、锰铁等。为防止“架桥”,上部炉料不应超过感应器高度,长棒形炉料应竖直装入坩埚,力求做到“下紧上松”。当炉料装好后立即送电,开始几分钟用较低功率,当电流波动小后,采用最大功率,直到熔清。随着炉料熔化,把未装完的炉料陆续装入,直至炉料全部化清。最终成分调整按炉前分析结果添加增碳剂、铁合金、废钢进行调整。中频感应熔炼的铁液,与冲天炉相比,感应炉熔炼的铁液白口倾向大,铸铁的强度、硬度较高,但与工频电炉熔炼铁液相比,这种倾向较弱,产生这种现象的原因,主要是电炉铁液的形核率较低的缘故。(https://www.daowen.com)
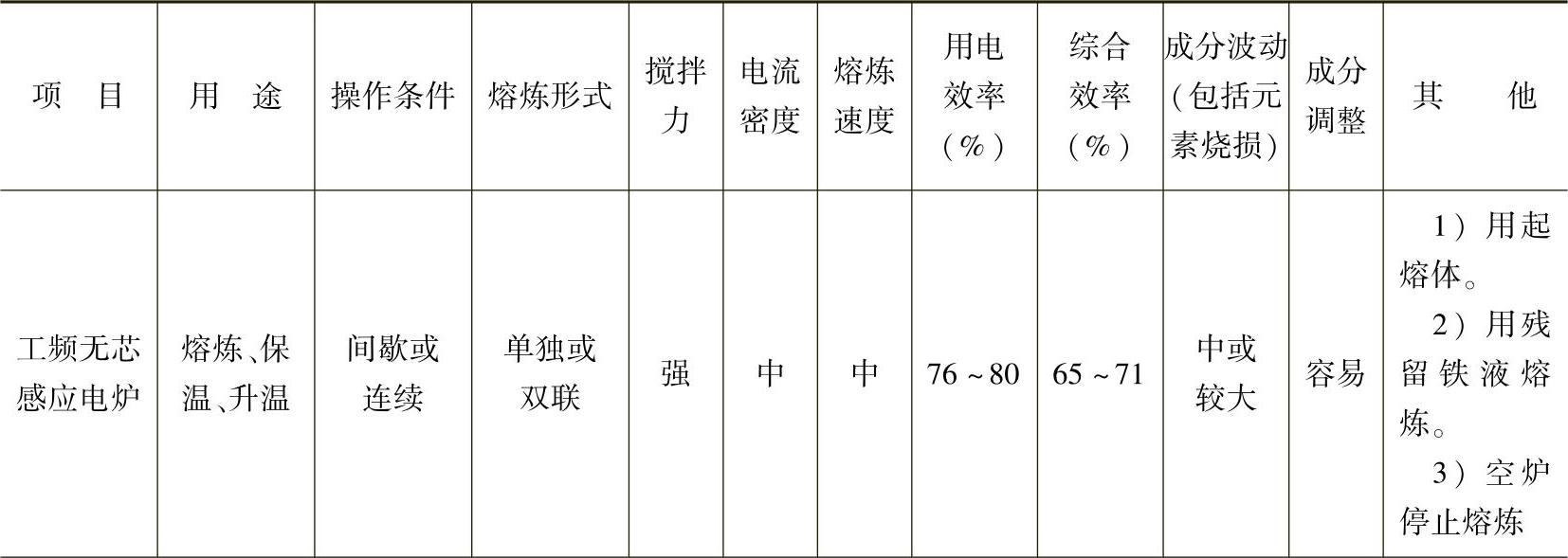
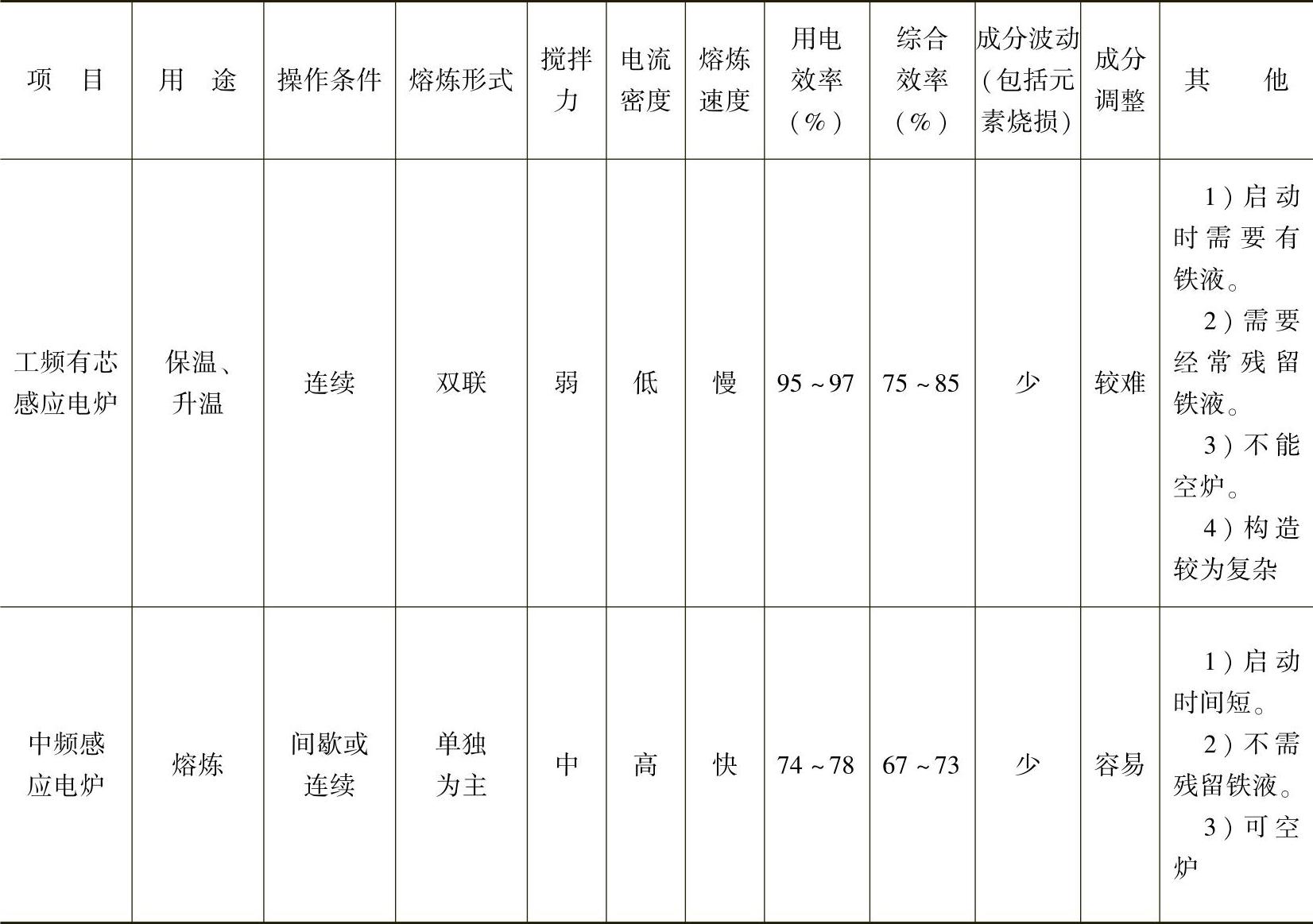
(4)为便于在生产中选用感应电炉,不可不知工频无芯、工频有芯及中频感应电炉的一些特性 选用工频无芯、工频有芯及中频感应电炉熔炼铸铁时,它们在各自使用中的特性对比如表3-85所示,可供选用时参考。
表3-85 工频无芯、工频有芯及中频感应电炉的特性
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





