(1)马氏体抗磨球墨铸铁的禁忌
1)马氏体抗磨球墨铸铁不含合金元素,但所制磨球疲劳剥落损失的质量与高铬铸铁磨球相近;生产应用中的磨球破损率也明显优于普通锻钢球,是一种不可忽视的有良好应用前景的抗磨铸铁。抗磨球墨铸铁通常是指以马氏体、贝氏体为主要基体的高硬度的球墨铸铁,其中马氏体抗磨球墨铸铁的化学成分见表3-52,对应的金相组织与力学性能见表3-53。当用马氏体球墨铸铁制成的ϕ60mm磨球在自由落程4.2m、最大冲击功35J的落球式冲击疲劳试验机上进行磨球冲击疲
为获得高硬度的马氏体基体的球墨铸铁,应进行淬火处理,通常是在水玻璃水溶液中淬火。淬火温度为830~880℃。淬火后应及时进行回火,使淬火马氏体转变为回火马氏体,以消除淬火应力。由于马氏体球墨铸铁不含合金元素,为使马氏体硬度不下降很多,回火温度宜选择在250℃左右。
将马氏体抗磨球墨铸铁用作球磨机磨球和中小型水泥球磨机衬板时,其效果良好,显现出它是一种物美价廉的抗磨材料。表3-55是马氏体球墨铸铁磨球在水泥厂ϕ1.5m×5.7m生料磨第一仓试验结果,磨球磨耗106.3g/t水泥,破碎率(质量分数)为0.102%;在ϕ1.87m×7.1m水泥球磨机中磨耗82.5g/t水泥,破碎率(质量分数)1.26%。
表 3-52马氏体球墨铸铁的化学成分(质量分数,%)
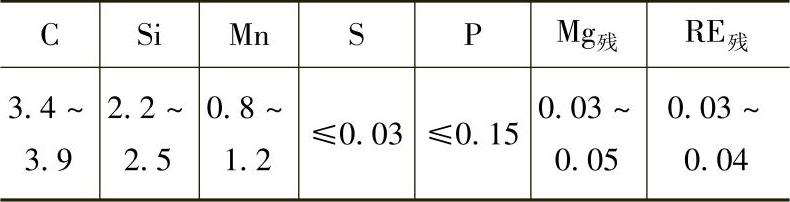
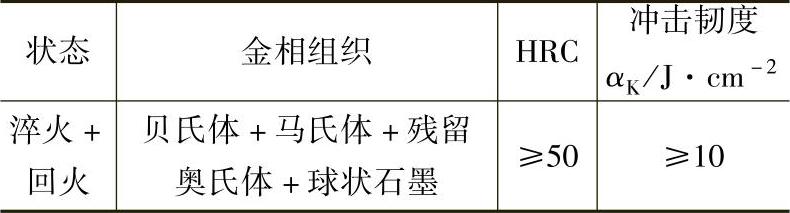
表3-53 马氏体球墨铸铁的金相组织和力学性能

注:冲击韧度试样10mm×10mm×55mm无缺口。劳抗力试验时,该磨球跌落冲击疲劳抗力试验结果见表3-54。这种马氏体球墨铸铁磨球疲劳剥落损失的质量比高铬铸铁磨球还低,而且远优于中锰球墨铸铁磨球。
表3-54 磨球跌落冲击疲劳抗力试验结果

表3-55 马氏体球墨铸铁磨球在水泥厂生料磨试验结果

2)马氏体抗磨球墨铸铁用于冲击磨料磨损工况时,为提高其抗磨性,残留奥氏体量决不可过多。马氏体抗磨球墨铸铁常用于冲击磨料磨损工况。当具有不同残留奥氏体量的马氏体球墨铸铁磨球进行冲击磨损试验时,其磨损损失的质量如图3-37所示。可见残留奥氏体量越多,冲击磨损损失的质量也越多,只有低奥氏体量的马氏体球墨铸铁才具有良好的抗磨性。因此要使马氏体球墨铸铁具有良好的抗磨性,其残留奥氏体量决不能多。
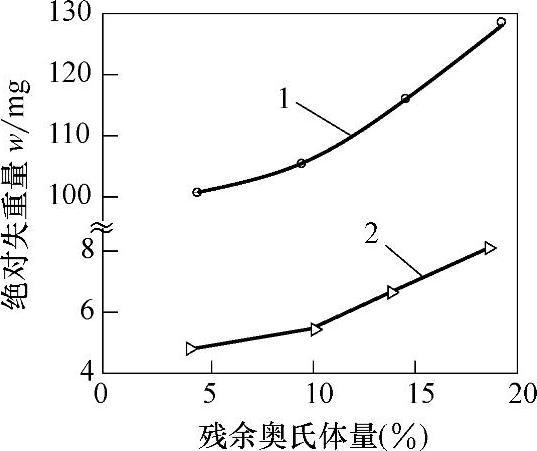
图3-37 球墨铸铁中残留奥氏体量与冲击磨损失重的关系
1—30~70筛号硅砂 2—30~60筛号精制玻璃砂
(2)贝氏体抗磨球墨铸铁的禁忌
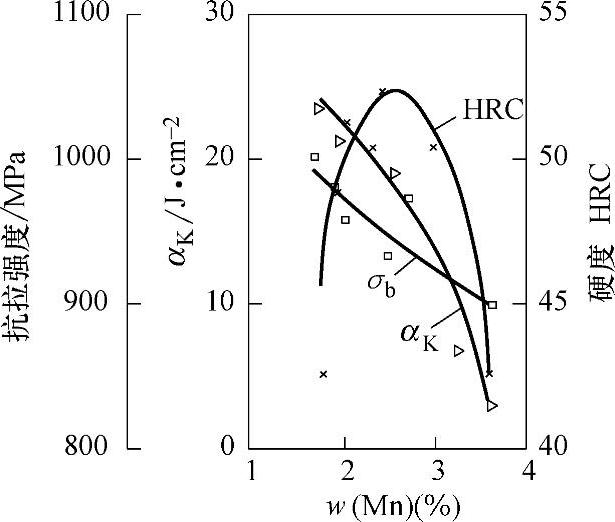
1)贝氏体抗磨球墨铸铁的化学成分中,合金元素锰和硅的量不可太少,但为获得良好的力学性能,锰的质量分数也不可太高。贝氏体抗磨球墨铸铁的化学成分见表3-56,对应的金相组织和力学性能见表3-57。其化学成分中,合金元素锰的作用在于推迟奥氏体向珠光体的转变,抑制珠光体的形成,从而为得到更多的贝氏体创造了条件。并且它使高温相变区和中温相变区分离,显著降低马氏体开始转变温度。而合金元素硅对锰碳化物的形成有较好的抑制作用。在硅的质量分数为2.8%时,锰的质量分数为2.0%时即出现了碳化物;当硅的质量分数为3.1%时,锰的质量分数为3.0%时才有少量碳化物出现;当硅的质量分数提高到3.4%时,锰的质量分数为3.5%时才能有部分碳化物析出。图3-38所示为锰对力学性能的影响。抗拉强度σb和冲击韧度αK随锰含量的增加而下降,特别在锰的质量分数大于2.5%以后,下降幅度较大。当锰的质量分数为1.5%~2.5%时,强度值处于高的水平。硬度则在锰的质量分数为2.0%~3.0%时取得最大值。另外,加入少量的硼元素,对获得贝氏体基体是有益的。
表3-56 贝氏体球墨铸铁的化学成分(质量分数,%)
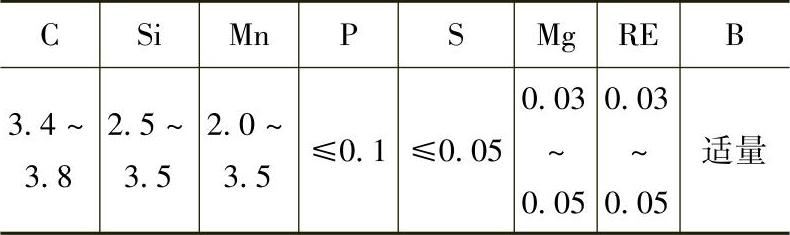
表3-57 贝氏体球墨铸铁的金相组织和力学性能
注:冲击韧度试样20mm×20mm×110mm无缺口。
 (https://www.daowen.com)
(https://www.daowen.com)
图3-38 硅(Si)的质量分数为3.1%时,锰对球墨铸铁力学性能的影响
注:冲击试样20mm×20mm×110mm无缺口。
2)要获得硬度与韧性都较好的贝氏体球墨铸铁,不可不注意控制其热处理规范。欲获得硬度与韧性较好的贝氏体球墨铸铁,须进行特殊介质的淬火,通常是在水玻璃水溶液中淬火并及时回火。奥氏体化温度对硬度值的影响如图3-39所示。温度在820~900℃之间,硬度值均在50HRC以上。图3-40所示为淬火温度对贝氏体球墨铸铁及马氏体球墨铸铁硬度与冲击韧度的影响,在875℃时,硬度和冲击韧度的配合较好。金相组织表明,随着奥氏体化温度的提高,贝氏体逐渐减少,奥氏体含量逐渐增多。因此要获得较高的韧性和冲击韧度,必须严格控制奥氏体化的温度在875℃左右,不宜太高,也不宜太低。
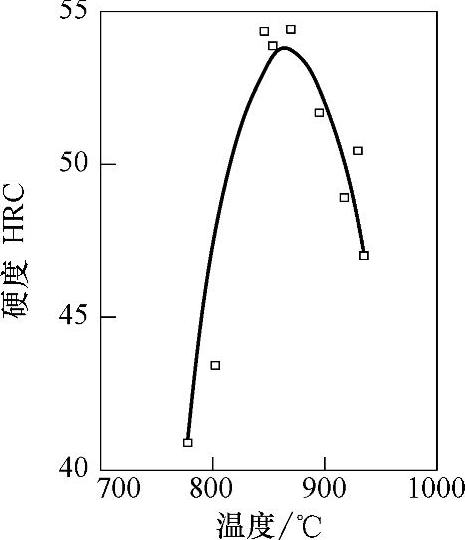
图3-39 奥氏体化温度对贝氏体-马氏体球墨铸铁硬度的影响
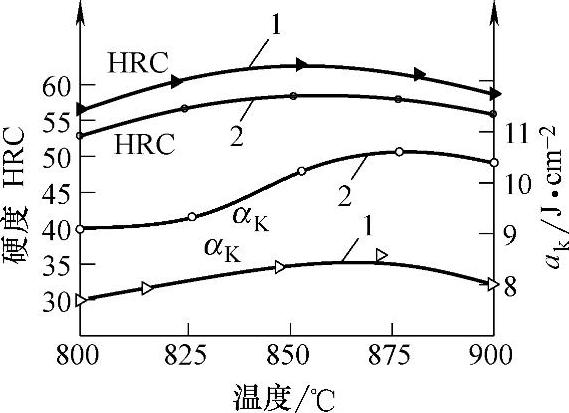
图3-40 淬火温度对球墨铸铁力学性能的影响
1—马氏体球墨铸铁 2—马氏体-贝氏体球墨铸铁
注:冲击试样20mm×20mm×110mm无缺口
回火温度对贝氏体抗磨球墨铸铁的组织和性能有较大影响。对Si/Mn比不同的两组试样进行回火热处理,结果如图3-41所示。当回火温度在500℃以上时,硬度下降幅度较大。低温回火后,冲击吸收功AK比淬火时显著提高。当回火温度为400~500℃时,冲击吸收功AK下降到最低点。Si/Mn比为1.05时的冲击吸收功AK,在400℃时达到最低点;而Si/Mn比为1.30时AK的最低点在500℃。由此表明,不同的Si/Mn比,它们的回火脆性区是不同的。图3-42所示为回火温度对残留奥氏体量的影响,随着回火温度的提高,残留奥氏体量逐渐减少。
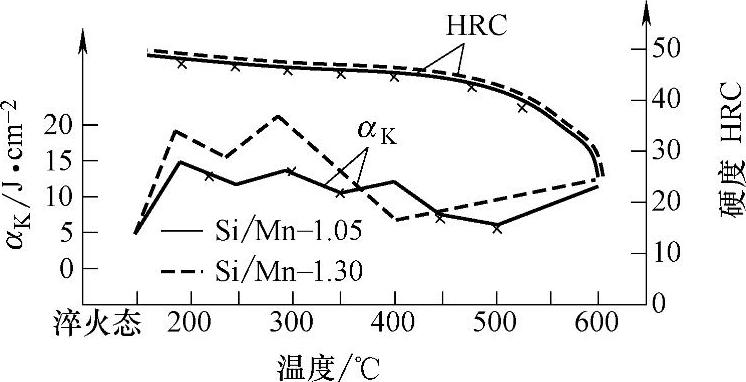
图3-41 回火温度对贝氏体抗磨球墨铸铁力学性能的影响
注:冲击试样20mm×20mm×110mm无缺口。
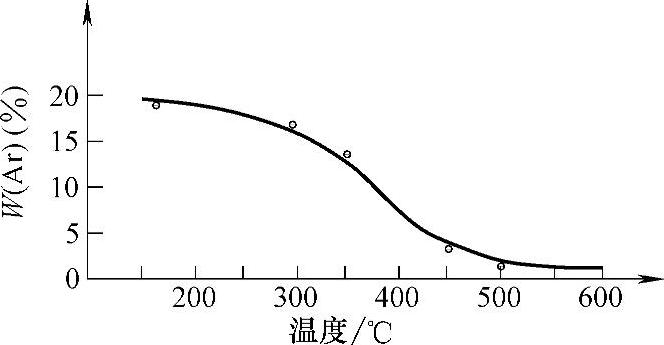
图3-42 回火温度对残留奥氏体量Ar的影响
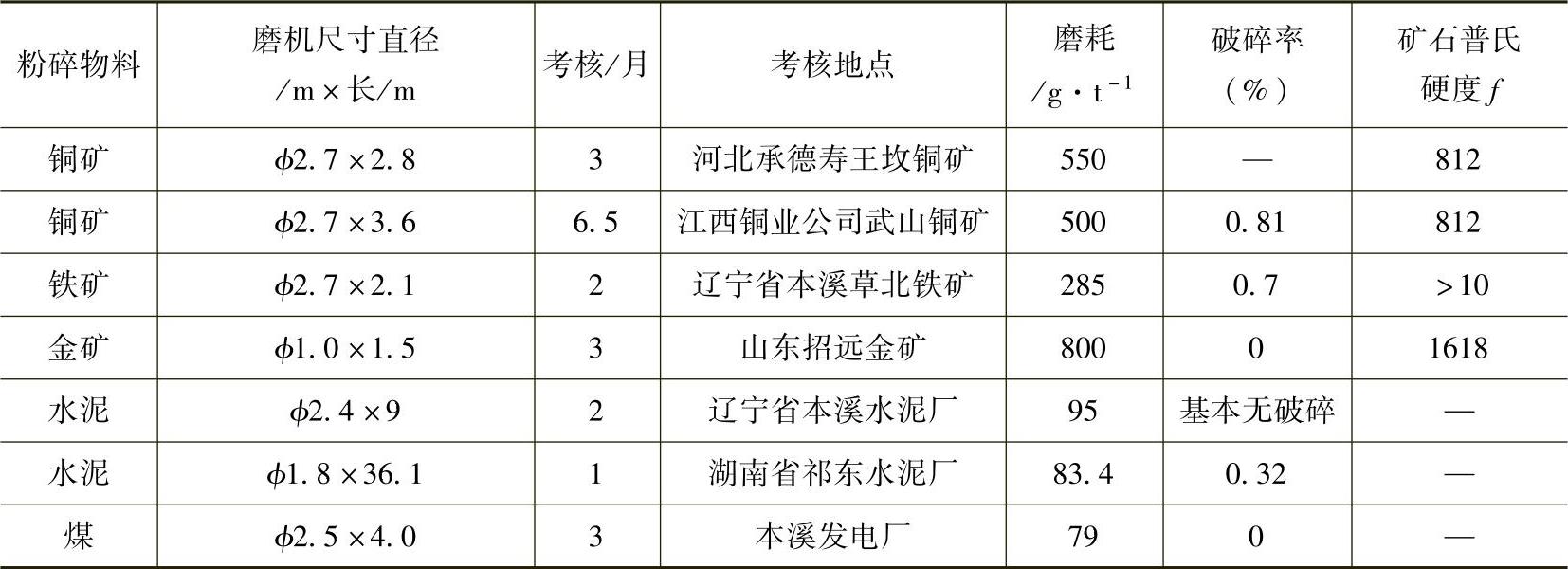
3)不可忽视贝氏体抗磨球墨铸铁获得较多的应用,是由于其具有良好的力学性能。贝氏体抗磨球墨铸铁由于硬度较高,韧性和抗冲击疲劳性能较好,而常用作球磨机磨球和中小型球磨机衬板。表3-58是用作磨球时,用高度为3.4m的落球试验机,以剥落层平均直径大于30mm时为失效判据,所测得的试验结果。可见贝氏体磨球冲击疲劳性能远远高于中锰球墨铸铁磨球,也优于高铬铸铁磨球,相当于中锰磨球寿命的八倍及高铬铸铁磨球的1.52倍。表3-59是贝氏体抗磨球墨铸铁硅砂冲击磨损时的磨损速度,可见也优于马氏体球墨铸铁,比正火45钢的磨损速度低一倍。将它用作磨球,用于粉碎不同物料时的磨耗见表3-60。这些均说明贝氏体抗磨球磨铸铁的应用有宽广的前景。
表3-58 不同材质磨球落球试验对比

表3-59 抗磨球墨铸铁的冲击磨损速度

表3-60 贝氏体抗磨球墨铸铁磨球装机试验结果
(3)不可忽视中锰抗磨球磨铸铁的应用受到严重限制,是由于其基体组织中有较多奥氏体导致的 中锰抗磨球墨铸铁中w(Mn)=5%~9%,w(Si)=3%~5%,抗拉强度σb=300~400MPa,抗弯强度σbb=600~800MPa,冲击韧度αK=6~10J/cm2(20mm×20mm×110mm无缺口试样),硬度40~55HRC。
中锰抗磨球墨铸铁的金相组织为:马氏体+奥氏体+少量碳化物+球状石墨+少量索氏体。由于中锰抗磨球墨铸铁的硬度、冲击韧度及力学性能良好,曾吸引人们重视,一度在碾碎设备中的易磨损件,如球磨机的磨球、衬板上获得较多应用。但近些年的生产实践表明,中锰球墨铸铁因含锰量较高,而使得基体组织中有较多的奥氏体。用作磨球与衬板时,常常早期破裂或发生严重的疲劳剥落,从而严重限制了中锰抗磨球墨铸铁的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





