
(1)芯盒制芯的禁忌
1)制芯前应仔细检查有关芯盒是否符合工艺要求,如果存在明显问题,未解决前,不可就投入制芯作业。制芯前,在了解所制砂芯工艺特点和要求后,就应检查有关芯盒是否符合工艺要求,如果发现芯盒过于单薄或破损、芯盒个别部分因勾砂而不能起出、活块数量不全或安放不牢或倾斜量大、吊块定位不准、内腔缺棱少角或凸凹不平或变形、裂纹影响铸造精度、活块与活块或活块与芯框配合不当不能脱落自如、芯盒标记(如芯盒编号、出气方向、吊攀位置、芯头、砂芯在砂型中的紧固方法、应修出的圆角位置等)不全或不正确时,应及时找有关人员加以解决或修好后方能使用。
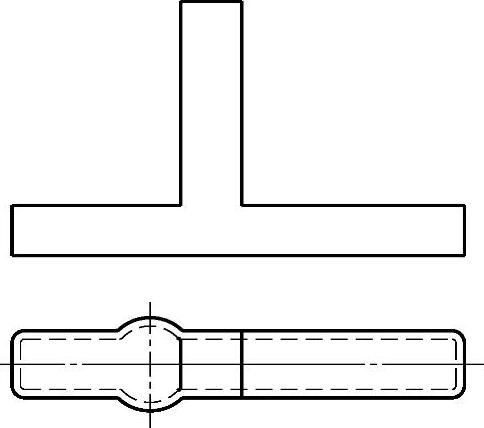
图2-382 盖箱上的横浇道模
2)如砂芯需要芯骨,制芯前,应检查芯骨是否符合工艺要求,如果明显不符,在未改正或合理解决前不宜使用。制芯需要芯骨,应检查芯骨是否符合工艺要求,如果芯骨刚性和强度不够难以支持整个砂芯质量、吃砂量太小妨碍铸件正常收缩(芯骨吃砂量可参照表2-92控制)、用吊车搬运的重大砂芯缺乏吊攀或吊攀位置不当、芯骨深入芯头部分的长度太短不能支承砂芯、芯骨影响填砂舂实和正常透气,以及未经退火处理的铁丝就用来制作较复杂砂芯的芯骨等,当未改正或合理解决前,都不能使用。
表2-92 芯骨吃砂量 (单位:mm)

注:易开裂铸件砂芯芯骨的吃砂量可参照本表数值适当放大。
3)对改善砂芯的通气条件决不可忽视。砂芯的四周常被金属液包围,因此,除要求芯砂发气性不宜高外,还要求砂芯在高温金属液作用下产生的大量气体能顺利排出型外,为此,在制芯时,就应尽可能为砂芯创造良好的通气条件,常采取的工艺措施如图2-383所示,主要为:
①用通气针在砂芯内扎通气道,如图2-383a所示。主要用于形状不复杂的砂芯。
②用芯棒形成通气道,在热芯盒制芯中常用这种方法,如图2-383b所示。
③用蜡线做通气道,用于薄而复杂或弯曲的砂芯,如图2-383c所示。在砂芯加热烘干时,蜡线被熔化流出,在砂芯中形成通气道。现在也有用成品塑料网状通气管来代替蜡线,效果相同且方便。
④在空心钢管上钻很多小孔,既可将钢管用作长圆柱体铸件砂芯的芯骨,也用来改善砂芯的透气。
⑤在砂芯内放焦炭或炉渣,如图2-383d所示。对于大型铸件的砂芯,在其中心部位或厚大部位填放焦炭或炉渣,并做出通气道至芯头,这样,既增加了砂芯透气性,还提高砂芯的退让性,减少芯砂用量和便于清理。
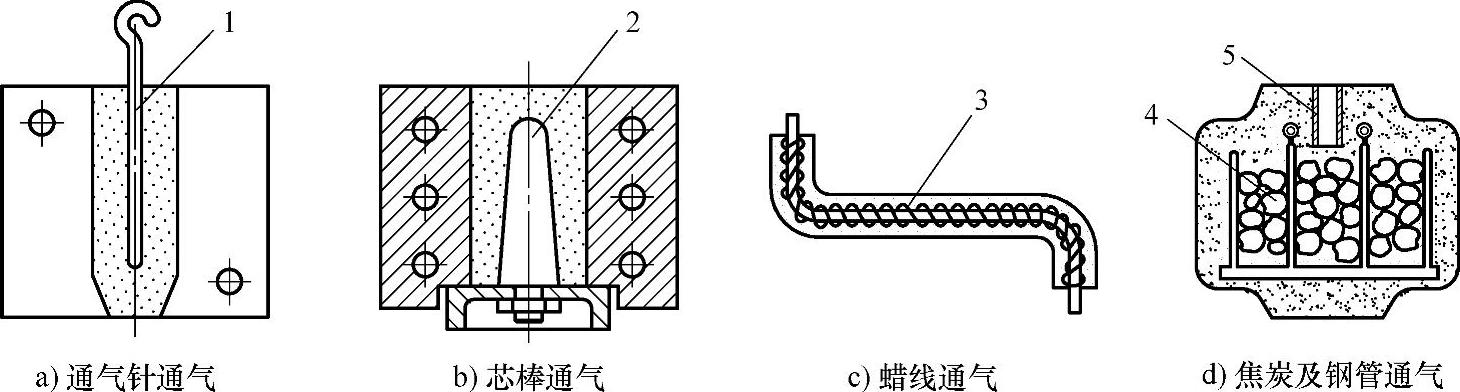
图2-383 砂芯通气
1—通气针 2—芯棒 3—蜡线 4—焦炭 5—钢管
4)手工芯盒制芯是传统的制芯方法,一般依靠人工紧实,不可不知其操作要点。手工芯盒制芯一般依靠人工紧实,也可借助于木锤或小型捣固机进行紧实。制好后的砂芯通常大都进入烘炉烘干硬化。在制芯时应注意的是:
①填砂前应将芯盒垫平放稳,应保持芯盒内腔干净,这是砂芯达到良好表面质量的关键。因此,必须经常用柴油等清洗剂喷、刷芯盒型腔,喷、刷后还要吹干净。
②活块座与活块之间的配合要良好,保持其清洁,制芯时不得有残余砂,并注意防止磨损。
③在填砂紧实时,各处紧实度要均匀,活块下面、凹槽、窄沟等不易紧实处,应先用手工塞紧或舂实,活块和凸台部分还应插钉加固。
④正确使用紧实工具。如用木锤、捣固机紧实时,不得直接撞击芯盒边缘、芯盒壁或突出部分,以防损坏芯盒。
⑤在设置气道操作时,所设置的通气道与芯头出气孔相通,通气道不得开设在型腔上。
⑥安放芯骨时,芯骨在放入前应在芯骨表面刷上泥浆水,以增加芯骨与芯砂的粘结力。当砂芯高于500mm,而芯骨齿朝上放时,齿之间应用铁丝缠牢以免砂芯变形;芯骨周围注意用砂塞紧,芯骨外层吃砂量不得过小。长圆形砂芯的芯骨的位置应力求适中,并深入芯头2/3处;在砂芯薄弱处或复杂砂芯中芯骨无法插到的地方,应埋入铁钩、辅助芯骨或铁钉局部加固,必要时应与主芯骨紧固在一起。
⑦如果砂芯需放置外冷铁,则应按工艺和铸件的要求放置,外冷铁间距要小于冷铁长度,肋板两侧的外冷铁应交叉排列。
⑧如果有吊攀,挖吊攀必须位置准确,其大小应保证挂钩方便。
⑨干燥板不平时,必须在其上面铺一层砂子,砂芯工作面朝下时要铺一层报纸,使用无透气孔的干燥板时,砂芯必须垫起干燥或干燥后翻转回窑。
⑩拆卸芯盒和修芯时应注意:(www.daowen.com)
a.拆卸芯盒时,必须用木块垫在芯盒上敲打,防止芯盒损坏。
b.拆卸芯盒后应仔细检查活块和外冷铁的位置,如有偏移,要进行校正,芯盒要及时对好。
c.应仔细检查砂芯各部分的紧实度,损坏、掉砂和松软之处应刷上泥浆水,用同类砂修补;受金属液冲击部位应插铁钉加固,砂芯有分层时应刮松砂子重新捣实修平并用铁钉加固。
d.应按工艺和铸件要求打圆角和割肋,但砂芯芯头不应做过多的修整,尤其重要的芯头部位一般不要修补,以免丧失原有的形状和尺寸。
e.应根据铸件的要求插钉子,如果需要插钉子,一般钉子间距小于100mm。凡受金属液冲击处、内浇道附近、活块附近及凸出的砂胎处钉子要密一些。
f.砂芯的工作面和浇注系统应普遍刷一次涂料,重要部位应刷涂两次,刷涂料应平整均匀,无堆积、流挂和漏涂现象,要求棱角清晰,表面光洁。
(2)刮板制芯的禁忌
1)用刮板刮制铸管砂芯时,除不可忽视刮制步骤外,用作芯骨的钢管上切忌无排气孔和不缠草绳。图2-384a所示铸管工艺图中的砂芯,常采用刮板制造,其方法如图2-384b或图2-385所示,其制芯步骤是:
①在选定的直径合适的钢管上预先钻出排气小孔;在钢管中安放好转轴,并将转轴放在刮板架的支承上(见图2-384b);用边绕、边锤实的方法在钢管上缠绕几层(多为1~2层)草绳。
②在草绳上经常敲上一些锤扁了钉头的铁钉,使钉头比砂芯表面低约5mm;并用火烧掉有弹性的草绳硬毛头。
③在图2-384b所示的刮板架上装上图2-384c所示刮板,使刮板工作边至钢管表面距离等于砂芯直径与钢管外径之差的一半(也就是钢管表面芯砂厚度)。
④在缠紧的草绳上敷上一层厚约10mm的烂砂泥(芯砂和水拌成的糊状物);再将芯砂敷上和舂实;边转动边试刮去砂芯两端各一段砂芯多余的芯砂,用卡钳测量,如果尺寸合适,就可逐段刮制,直至刮制成所需要的砂芯。
⑤敷一层细而稀的烂砂泥,刮出光洁的砂芯表面;涂刷涂料。
显然,这种制芯法所用钢管即是芯骨,其上面钻制的排气孔则有助于砂芯在浇注时产生的大量气体进入钢管内排出型外。而钢管表面缠绕草绳,一则是防止钢管上开的孔洞被芯砂堵塞,影响排气;再就是增加退让性,让浇铸的铸管凝固收缩时,钢管上的草绳可压缩变形,如果受热后部分草绳被烧毁或碳化,则退让性会更好;另外钢管上缠草绳还可节约芯砂,因此钢管上打排气孔、缠草绳是非常必要的。这种制芯方法具有一些明显的优点,例如砂芯的强度和刚度较高、砂芯的透气性及退让性好、芯砂用量少、芯骨可以回用以及可以节约大量制芯盒木材和工时等。
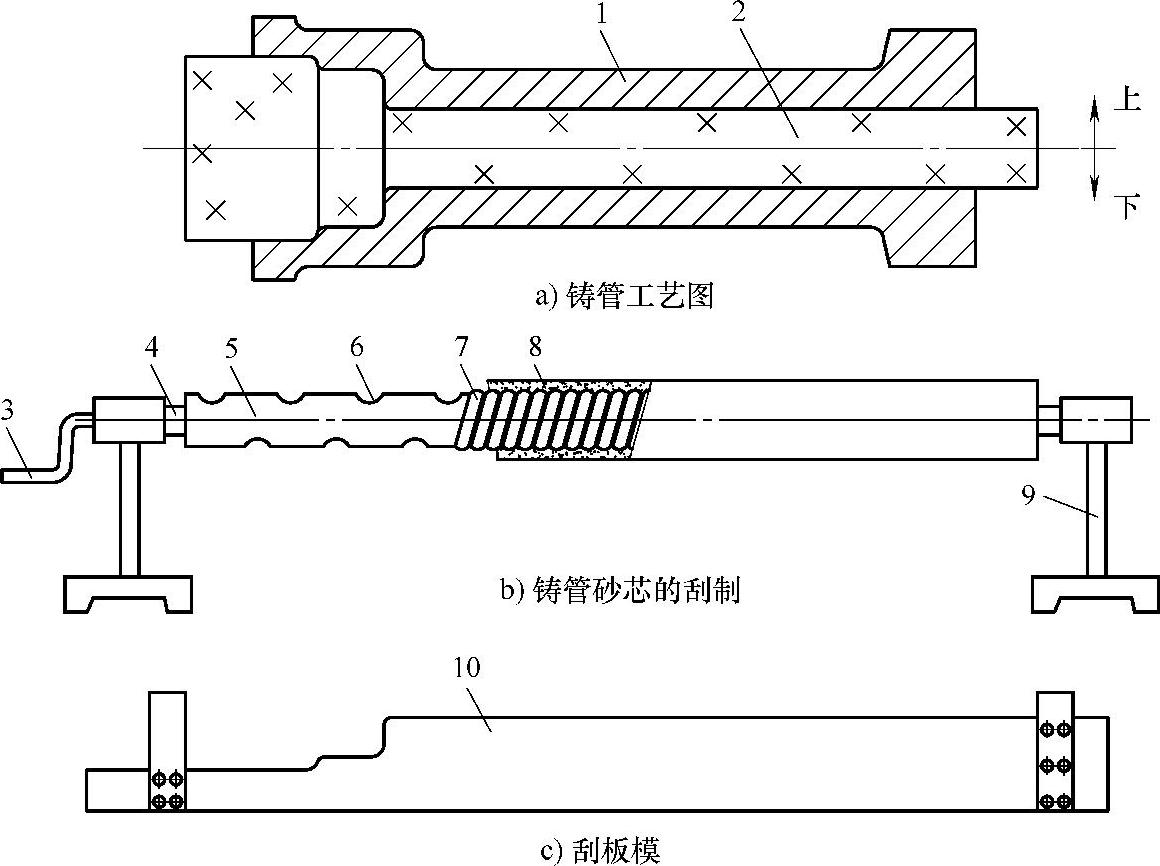
图2-384 铸管(直管)刮板制芯示意图
1—铸管 2—粘土砂砂芯 3—旋转手柄 4—转轴 5—钢管 6—排气孔 7—草绳 8—芯砂层 9—刮板架 10—刮板模
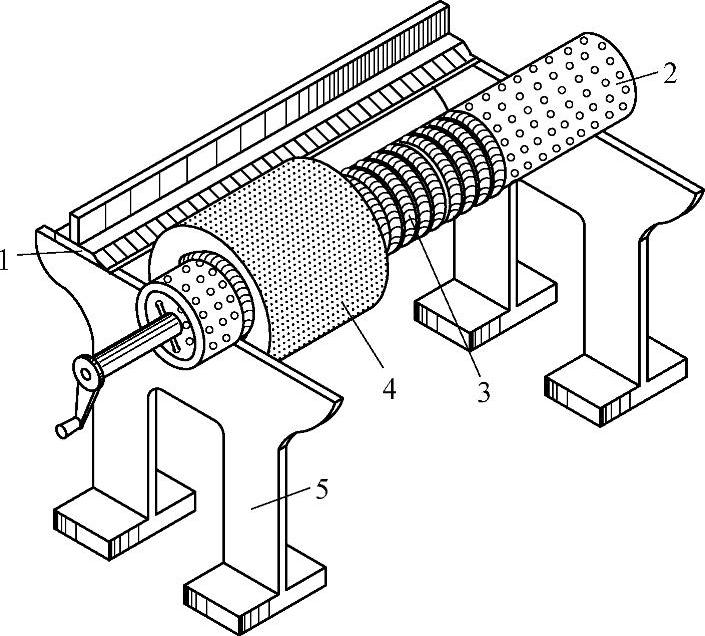
图2-385 刮板制芯示意图
1—刮板 2—钢管 3—草绳 4—砂芯 5—刮板架
2)导向刮板制芯(图2-385)的操作过程不可忽视,为顺利制出砂芯,通常除刮板外,不可缺基准平板或导轨或导板框。导向刮板是用来制作在长度方向截面无变化或变化较少、或直的圆弧的砂芯。为使刮板能顺利刮制出所需要尺寸的砂芯,刮板必须依一定轨迹来回移动,这就要求刮板必须有供其导向的导轨、导板框或基准平板作基准来制约其走向,这就是导向刮板必须具有为它专门设置的外形等同砂芯形状的导轨或导板框或基准平板的原由。图2-386所示是用三块刮板刮出的有分枝截面且截面尺寸也不相同的半边砂芯。操作时,其步骤为:
①在基准平板上铺上一层芯砂,其厚度视砂芯的大小而定,一般为20~30mm。
②放上浸过或刷过泥浆水的芯骨,摆放端正,并用刮板沿导轨来回走一次,看芯骨是否妨碍刮板移动。
③根据砂芯结构和大小,放上蜡线、草绳或小焦炭等通气材料。
④铲上芯砂并舂实。
⑤用刮板1、2沿着基准平板4来回移动,刮去多余的芯砂,刮出相应形状,后用刮板3刮出过渡部分,而三个截面连接过渡部分用手工修理。刮制过程中刮板要扶正,刮制下半砂芯时要将刮板反过来。
⑥把分别刮制成的两半砂芯合起来,然后进行修整、上涂料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






