(1)壳法与热芯盒法所用芯盒都是要加热的,因此所使用的工艺装备大致相同,但它们之间仍有不同之处,决不可忽视它们之间的差异 壳法、热芯盒法都使用树脂砂,但壳法经常使用的是呈干态的覆膜砂,该砂像干砂一样松散,流动性特好;而热芯盒通常采用的为湿态砂,其流动性比覆膜砂差,因此热芯盒制芯大都要使用压力较高的射芯机制芯,其射砂压力高达0.5~0.7MPa;而壳法制芯则常采用吹砂压力较低的吹芯机制芯,一般顶吹法为0.1~0.35MPa,底吹法为0.4~0.5MPa。另外,壳法制芯使用的芯盒温度常高达250~280℃,比热芯盒的高,而且热芯盒制出的常是实体砂芯,射入芯盒的砂全用于制芯,壳法制出的砂芯则是厚6~15mm的薄壳,未硬化的、多余的芯砂需在制芯过程中能顺利排出,重新利用等等,因此,壳芯盒制芯与热芯盒制芯所用工艺装备包括壳芯盒、吹砂板和加热装置等尽管大致相同,对热芯盒的设计原则,一般也可用于壳芯盒的设计,但壳芯盒采用的吹砂口(覆膜砂进入芯盒的通道)、吹砂板、排气装置、顶出机构等则应适应上述壳法工艺及壳芯机的特点,在确保制芯质量的前提下作出相应的调整。而壳芯盒壁厚的选择可仍与热芯盒相同,其结构形状也与热芯盒类似。采用电加热方式时,通常将芯盒设计成实体(正方体或长方体),以方便芯盒的加工制造、减少其散热面积、增加热容量和有利于热传导;如果采取可燃气加热方式,则要保证壳芯盒有均匀的壁厚和适当高度的燃烧腔。其加强肋的布置及高度也是根据芯盒的形状、尺寸选定,但加强肋的布置方向和高度也应像热芯盒一样,不能将芯盒燃烧腔分割成数块,以免芯盒加热温度不均匀,同时还应设置适当的进气口和烟火逸出口。
(2)吹砂口开设位置和其尺寸大小的禁忌
1)吹砂口的开设位置不宜选定小端芯头处,更不可选定开在砂芯工作表面。覆膜砂进入芯盒的通道称为吹砂口。实际生产中,为了减少砂芯修整工作量,有利于未硬化的余砂能顺利地排出,吹砂口的位置一般开设在芯头处,而且最好是大端芯头处(见图2-337设置实例),这样,其吹砂量大,也可使砂芯棱角和拐角处结壳均匀,还便于检查壳芯的内部缺陷。如果将吹砂口开设在小端芯头处,其砂流具有一定的速度,虽然可提高砂芯强度,减少砂芯变形,但砂芯棱角、拐角处紧实度较差,未硬化的余砂不易排出,因此通常都将吹砂口布置在大端芯头处。如果将吹砂口选定开在砂芯工作表面,则该表面将最终出现一个不应该有的口子,很不易修补,因此不可将吹砂口选定开在砂芯工作表面。
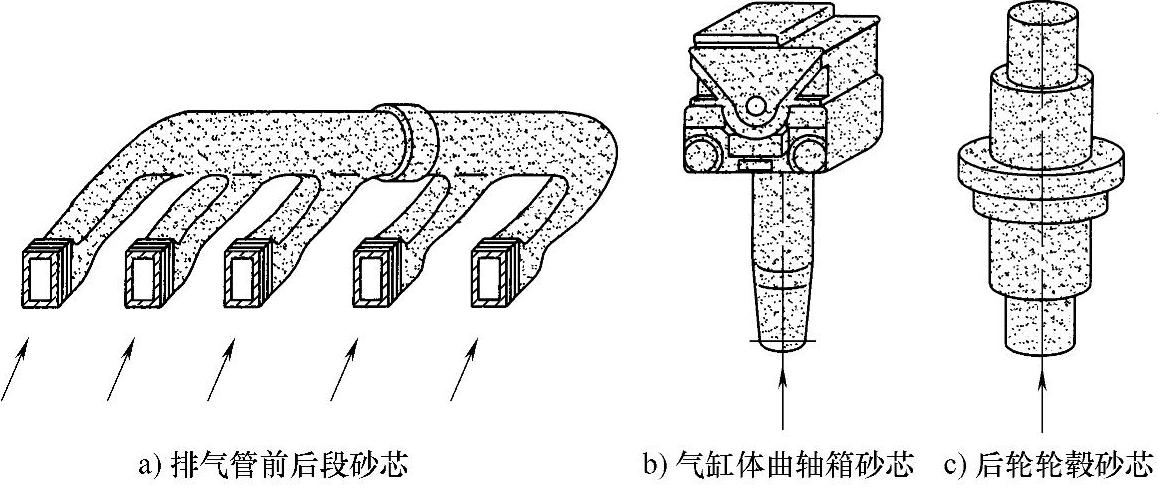
图2-337 砂芯吹砂口设置实例
2)吹砂口的尺寸大小不可脱离吹砂口处芯头截面尺寸和所要求的砂芯结壳厚度去选取。吹砂口的尺寸一般可按吹砂口处芯头截面尺寸和所要求的砂芯结壳厚度选取,并与吹砂板的吹砂口截面尺寸相适应。实际制定时可按下式来确定
a′≤a-2δb′≤b-2δ
式中 a′和b′——吹砂口尺寸(mm);
a和b——吹砂口处芯头截面尺寸(mm);
δ——砂芯结壳厚度(mm)。
壳芯的结壳厚度,应根据砂芯的几何形状、尺寸大小以及使用的实际需要而定。在实际生产中,一般可按6~15mm选取。对于底吹式壳芯机用的壳芯盒,吹砂口尺寸要以确保向上喷射的砂流具有一定的速度和足够的砂量进入芯盒为原则进行选定。而对于顶吹式壳芯机应用多个吹砂口吹制一盒砂芯,由于壳芯机翻转时,进入壳芯盒的芯砂有先有后,为确保吹砂质量,在选定吹砂口尺寸大小及位置时,应使先进砂的吹砂口尺寸小于后进砂的吹砂口尺寸。至于吹砂口的形状,则应根据吹砂口处砂芯的几何形状来选定。常用的形状有圆形、腰圆形、方形及长方形。底吹壳芯机芯盒一般多采用圆形吹砂口。
(3)壳芯盒排气面积不必大于热芯盒,但其开设位置不可忽视 为了确保砂芯获得良好的紧实度,壳芯盒必须开设排气道,由于壳法制芯使用的吹砂压力较低,加之覆膜砂流动性极好,因此其芯盒排气面积可小于热芯盒。排气道常开设在如下位置:
1)芯盒的低洼或深凹部分。
2)吹砂方向的背面。
3)按砂流方向在凸台的背面及其背向砂流方向的部位。(https://www.daowen.com)
4)砂流不易充填的部位。
其排气装置的结构形式与热芯盒类似,也采用排气槽、排气塞和顶芯杆间隙等三种形式。生产实际中,壳芯盒大多采用排气槽排气,排气槽设在芯盒分盒面或镶块配合面上,排气槽深度为0.2~0.3mm。
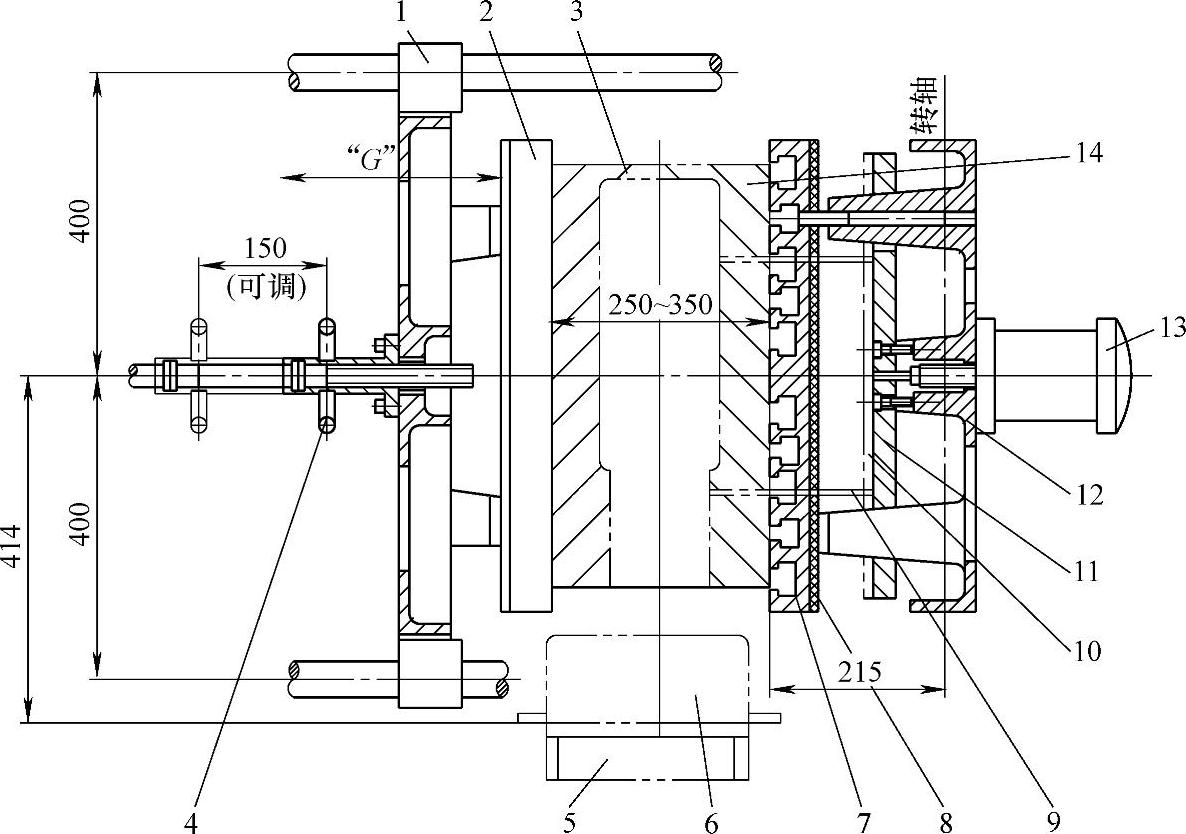
图2-338 固定板紧固式顶出机构、芯盒及KXF763壳芯机安装图
1—壳芯机滑动框架 2—动芯盒加热板 3—动芯盒 4—调节螺杆 5—砂斗 6—吹砂板 7—定芯盒加热板 8—石棉水泥板 9—顶芯杆 10—固定板 11—顶出板 12—壳芯机门框 13—顶芯气缸 14—定芯盒
注:“G”为动芯盒滑动行程
(4)壳芯盒常用的顶出机构一般设置于定芯盒上,必须采取措施,不让开盒后的砂芯留在动芯盒上 壳芯盒常用的顶出机构一般设置于定芯盒上。因此,在分盒面和动、定芯盒的选择上,应采取与热芯盒相同的措施,即将形状复杂、起芯深度较大的部分放在定芯盒上,并减少定芯盒起模斜度等,确保开盒后砂芯留在定芯盒,然后利用顶出机构将砂芯顶出。壳芯盒常用的顶出机构有固定板紧固式顶出机构,多用于顶吹摇摆式壳芯机;垫圈销钉紧固式顶出机构,多用于底吹式壳芯机。其顶出机构、芯盒及壳芯机的安装分别如图2-338和图2-339所示。
(5)吹砂板、底吹式壳芯机采用的吹砂嘴,通常不可无水冷系统 吹砂板安装在壳芯机的砂斗上,吹砂时与壳芯盒紧贴。为了避免砂斗内芯砂因受热硬化而堵死吹砂口,吹砂板必须做成带有水冷腔的中空式结构。常用的水冷吹砂板有整铸式和装配式两种结构形式。整铸式水冷吹砂板结构简单、密封性好、加工方便,在实际生产中应用较为普遍。为充分发挥水流的冷却效果,水冷吹砂板水冷腔中加强肋的布置应保证冷却水按一定的方向通畅地流动。通常整铸式吹砂板采用HT200灰铸铁铸造,经机械加工制得。根据工艺要求,吹砂板在适当的位置可设铸造工艺孔,机械加工后用堵头封死。为了确保吹砂板的致密性,需经0.3MPa的水压试验,不得渗漏。K955、Z957、KXF763、KXF874壳芯机吹砂板的典型结构如图2-340所示,其尺寸大小随不同型式壳芯机而变化。而底吹式壳芯机采用的水冷吹砂嘴,其典型结构和尺寸如图2-341所示。
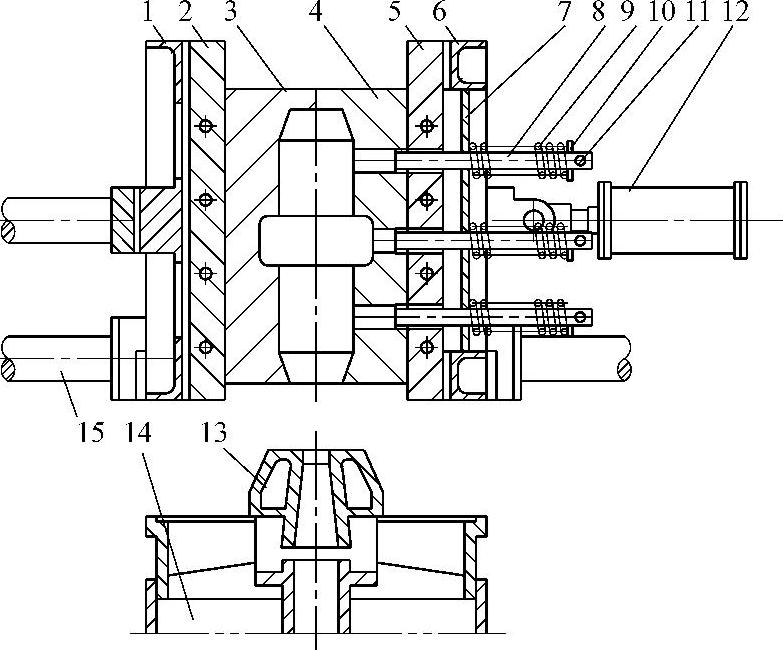
图2-339 顶出机构、芯盒及底吹式壳芯机安装图
1—左托板 2—动芯盒加热板 3—动芯盒 4—定芯盒 5—定芯盒加热板 6—右托板 7—挡板 8—顶芯杆 9—回位弹簧 10—垫圈 11—圆柱销 12—顶芯气缸 13—水冷吹砂嘴 14—砂斗 15—壳芯机导向轴
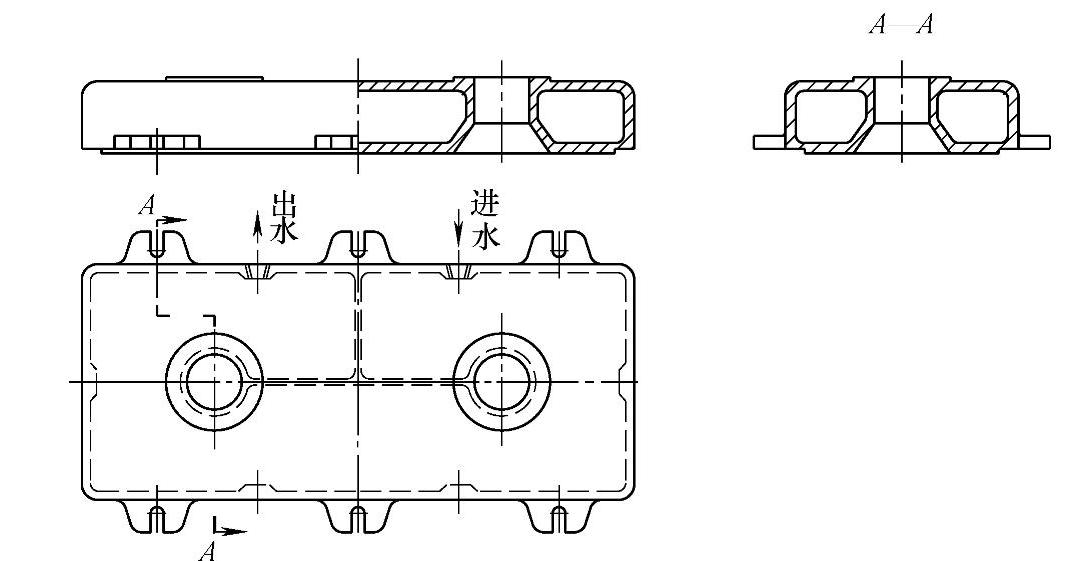
图2-340 Z955、Z957、KXF763、KXF874水冷吹砂板典型结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






