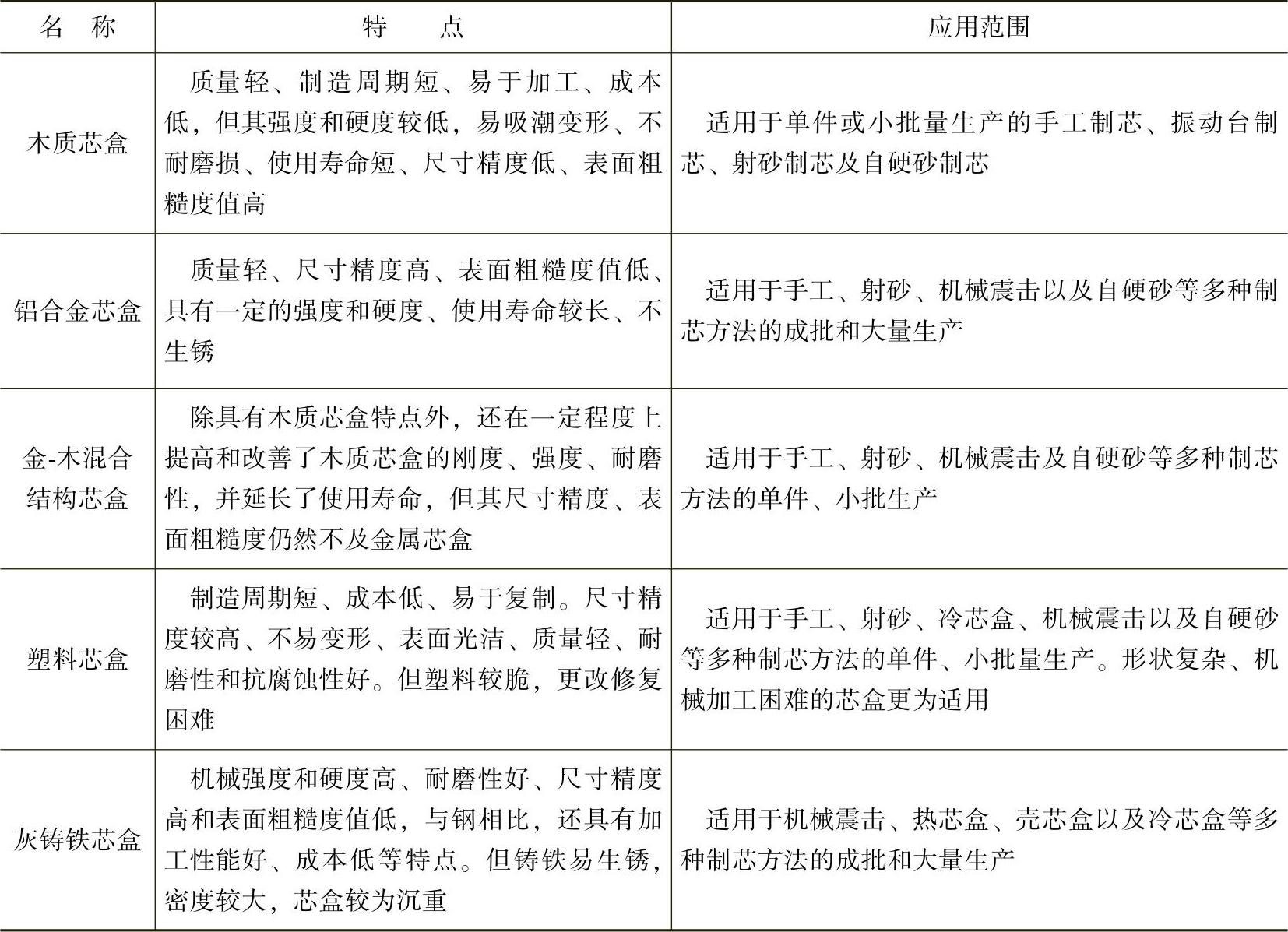
(1)生产量、制芯方法不同,所使用的芯盒材料通常也不宜完全相同 制造砂芯除用刮板外,大多采用芯盒。它是制造砂芯的模具,是制芯过程中所必要的工艺装备。用芯盒制芯,其制芯方法多种多样,既有采用手工的,也可采用机械制芯包括振动制芯、挤压制芯、射砂制芯、热芯盒制芯、壳芯制芯、冷芯盒制芯以及自硬砂制芯等,这些制芯方法中,有的需对芯盒加热;有的可室温,即使室温,有的可自行硬化;有的需吹入不同气体或气雾;有的则需将砂芯从芯盒中取出再加热等等多种多样,制芯方法不同,制芯盒的材料往往会出现差别,例如需加热的,通常只能用金属,而室温作业的,既可用金属,也可根据生产量等选用其他材料。当前芯盒常用的材质有木质、金属、塑料及金-木混合结构等四类。由于木质芯盒和塑料芯盒制造周期短、成本低,一般用于手工制芯,有时也用于自硬砂、冷芯盒制芯。而大批量生产的铸造车间,为提高砂芯的尺寸精度,保持芯盒的耐用性,大多采用金属芯盒。小型芯盒用铝合金,中、大型芯盒则多用铸铁制造。其更详尽的说明可参见表2-79。
表2-79 不同材料芯盒的特点及应用范围
(2)砂芯形状、大小、复杂程度不同,采用的芯盒结构形式也不可完全一样 选定芯盒结构形式时,应确保其能适应所制砂芯的形状、复杂程度、大小的特点,既质量好、经济,又方便制芯作业。从当前采用的芯盒结构形式看,可采用的结构及应用范围如下:
1)敞开整体式芯盒,也叫单面敞开式芯盒,如图2-291所示。芯盒为不可拆卸的整体,其填砂与砂芯支撑面为同一平面,填砂紧实后,芯盒翻转180°起芯,取芯盒方向与填砂面垂直。这种芯盒的结构简单、精确度高、操作方便,用于制作形状简单砂芯。
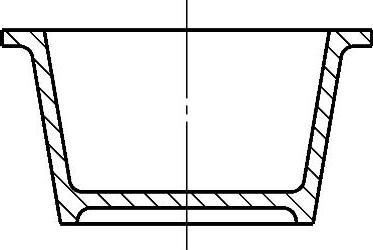
图2-291 敞开整体式芯盒
2)敞开脱落式芯盒,也称单面脱落式芯盒,如图2-292所示。芯盒由芯盒本体和侧壁活块组成,本体和活块的配合面均带有斜度,芯盒的填砂面与支撑面为同一平面。填砂紧实后翻转180°垂直向上提取芯盒本体,再依次沿水平方向移出侧壁活块。适用于形状较复杂、具有平整宽大填砂面,但其侧面阻碍起芯或难以起芯需要活块的砂芯。
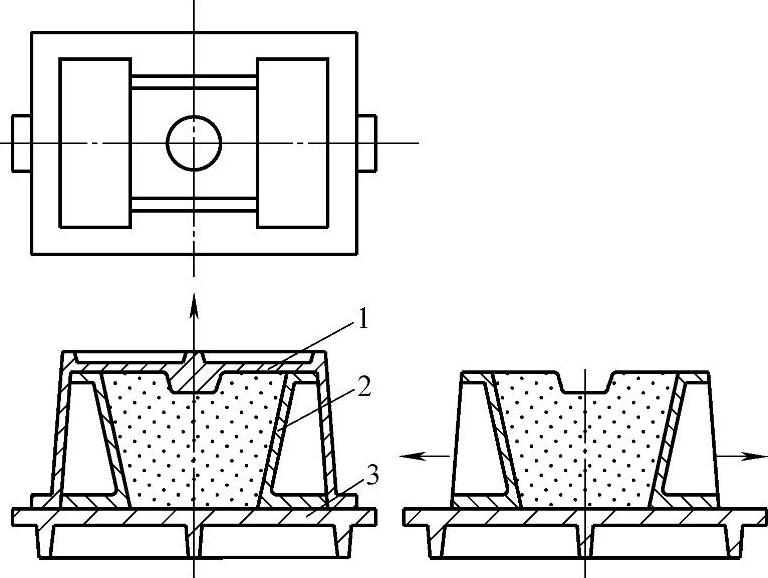
图2-292 敞开脱落式芯盒
1—芯盒本体 2—侧壁活块 3—托芯板
3)垂直对开分盒面芯盒,如图2-293所示。芯盒由左右两半芯盒组成,要有定位、夹紧装置。由端面紧实砂,砂芯支撑面与填砂面为同一平面。适用于具有一个平直或曲折分盒面的砂芯。
4)水平对开分盒面芯盒,可分为有开口的水平对开式芯盒(见图2-294a、b)和无开口的水平对开式芯盒(见图2-294c)。用无开口的水平对开芯盒造芯时,芯盒的分盒面与填砂面为同一平面,砂芯的支撑面为某一型腔表面。因此需将两半芯盒分别填砂、紧实,当将两半芯盒合在一起后四周封闭。为了使两半砂芯密合为一体,一半砂芯的紧砂高度应稍高,通常用填砂板控制其高度为1.5~2.5mm(芯盒大取上限)。将填好砂的两半芯盒合到一起时,动作要快,以防芯盒内的芯砂塌落。这种芯盒的两半芯盒定位装置应装在同侧,并需用填砂板,适用于具有一个平直或曲折分盒面的砂芯。(www.daowen.com)
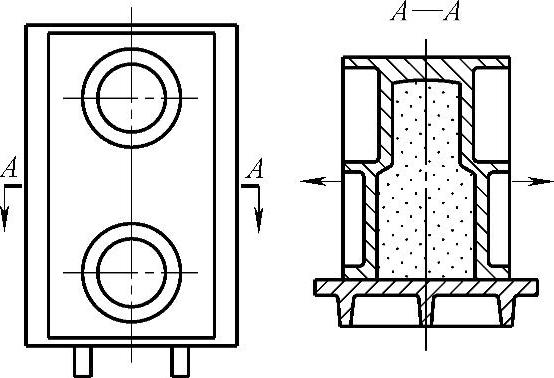
图2-293 垂直对开式芯盒
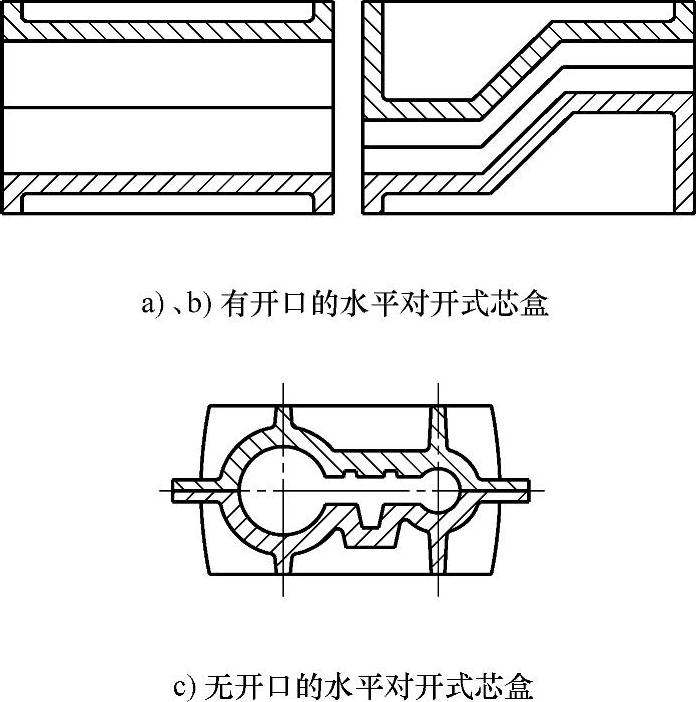
图2-294 水平对开式芯盒
5)多向开盒式芯盒,如图2-295所示。芯盒由多块型壁组成,其中六面开盒的芯盒,就由上、下、左、右及前、后六块型壁组成,它们之间应有定位装置。起芯时依次移出各型壁,取出砂芯,应用于几何形状复杂,三个或三个以上型腔表面带有影响起芯的砂块,多用于热芯盒、冷芯盒以及木质手工芯盒。
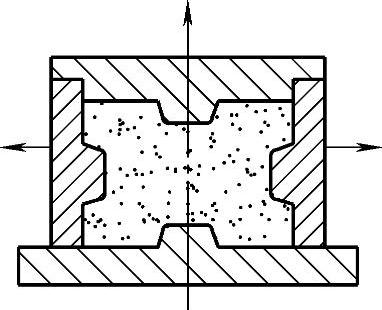
图2-295 多向开盒式芯盒
6)成形管式芯盒。所用挤压制芯机的结构形式如图2-296所示。在挤压制芯机上装有成形管,可具有不同形状截面,可制出不同形状的砂芯,适用于截面形状不变的大量生产的砂芯。
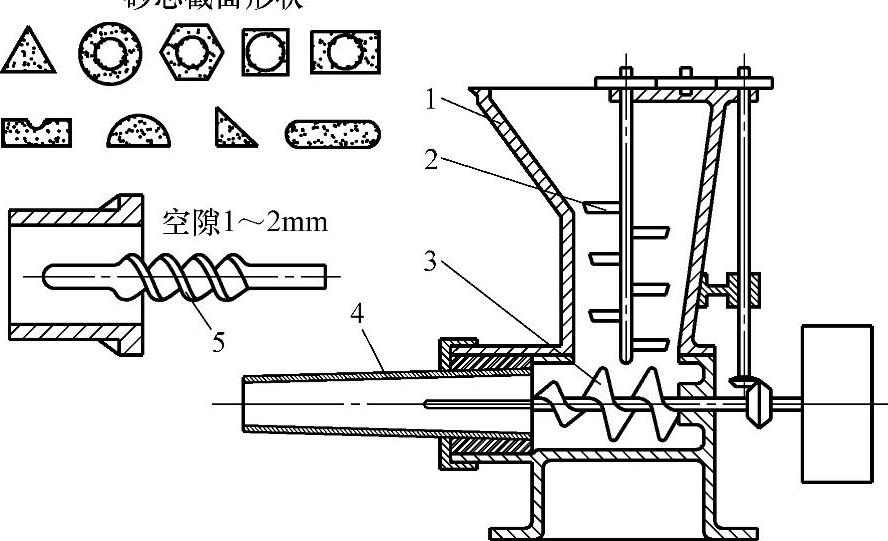
图2-296 挤压制芯机的结构形式
1—加料槽 2—搅砂器 3—螺旋锥头 4—成形管 5—标准锥头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






