(1)设置收缩肋的禁忌
1)用于防止铸件产生热裂的收缩肋的厚度不宜太厚。收缩肋(也叫割肋,在清理铸件时去除)是铸肋(又叫工艺肋)中的一种,用于防止铸件产生热裂。还有一种铸肋叫加强肋(拉肋),用于防止铸件变形。图2-174所示是容易产生热裂的典型铸钢件的结构,当这类铸件凝固收缩时,由于受砂型和砂芯阻碍,或铸件结构应力的作用,在受拉应力的主壁上(与主壁相交形成热节、并使主壁产生拉应力的壁称为邻壁)或在接头处容易产生热裂纹。为防止主壁及接头处产生裂纹,采取在易发生热裂处设置收缩肋,其方向与拉应力方向一致,而与裂纹方向相垂直,让它来承受较大拉应力,阻止裂纹的产生,如图2-175所示是常用的几种收缩肋的形式,包括三角肋、井字肋、弧形肋和长肋等。由于收缩肋只有具备承受铸件主壁上拉应力的强度,才有可能避免铸件热裂纹的产生,因此,它必须先建立强度,也就是必须先于铸件壁凝固。故收缩肋的厚度必须比铸件壁薄,决不可太厚,当主壁厚度为20~300mm时,一般收缩肋的厚度为铸件主壁厚度的30%~10%;主壁厚度小于20mm时,常为主壁厚度的30%~45%。主壁愈薄,取值偏上限。还应指出的是,铸件收缩应力的大小主要取决于邻壁长度和主、邻壁厚之间的关系。依实践经验,当(a/b)>1~2,(1/b)<2时,或(a/b)>2~3,(1/b)<1时,均可不设收缩肋。超出上述范围,除了使用退让性较好的型(芯)砂(例如石灰石砂)可不设收缩肋外,都应设收缩肋以防止热裂纹。
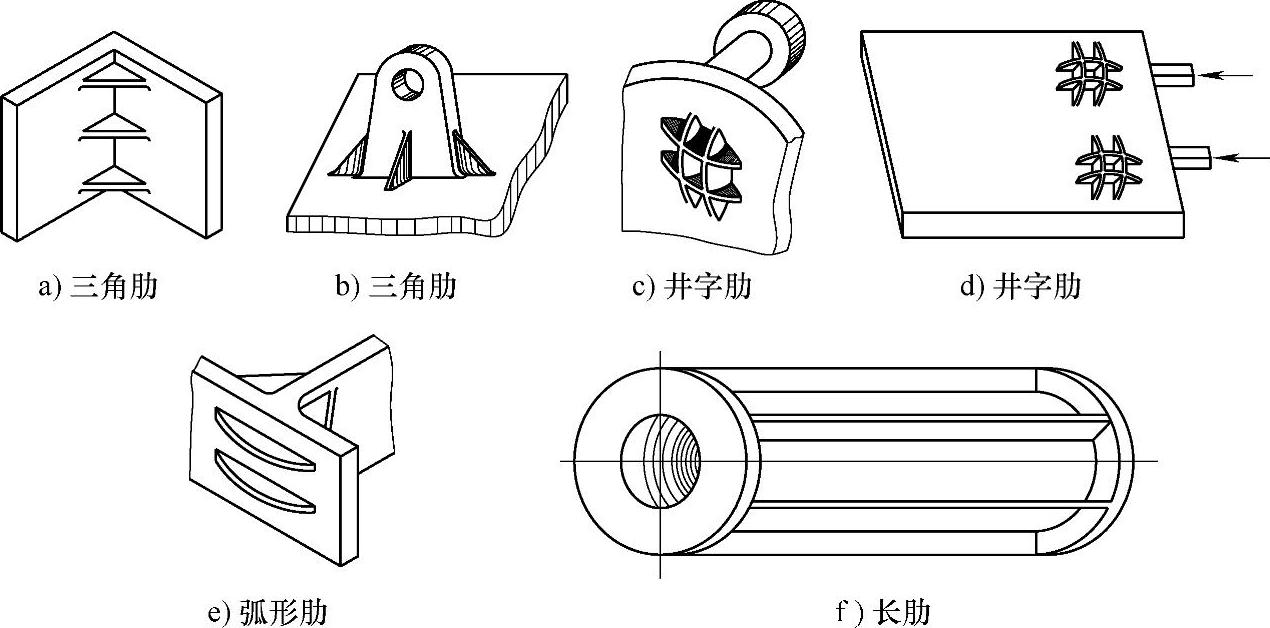
图2-175 收缩肋的形状和实例
2)所设收缩肋的长度方向不可与铸件收缩形成拉应力的方向相垂直。为防止某些铸钢件产生热裂纹,设置收缩肋是通常采取的一项重要工艺措施。但收缩肋设置不正确,非但不能防止铸件产生裂纹,反而会阻碍铸件收缩,加大铸件产生裂纹的可能性。如图2-176a所示薄壁箱体铸钢件,虽然设置了收缩肋,但其收缩肋设置的方向与铸件收缩所产生拉应力的方向相垂直,与铸件可能形成裂纹的方向处于平行位置,因而不仅不能防止裂纹的产生,反而由于其阻碍铸件的收缩,促使铸件更易产生裂纹。如果将收缩肋改为如图2-176b所示的设置,即可防止铸件产生裂纹。
3)为防止收缩时受阻力的薄壁铸件产生热裂纹,不可忽视设置收缩肋。为了避免收缩时受阻力的薄壁铸件产生热裂纹,常在“T”形接头处设置收缩肋(见图2-177a);内浇道开设在薄壁处时,一般也加放收缩肋(见图2-177b),以加快该处薄壁的凝固和防止产生裂纹;内腔容积很大的大面积薄壁铸件,也常在薄壁面加放收缩肋,以防止产生热裂纹。
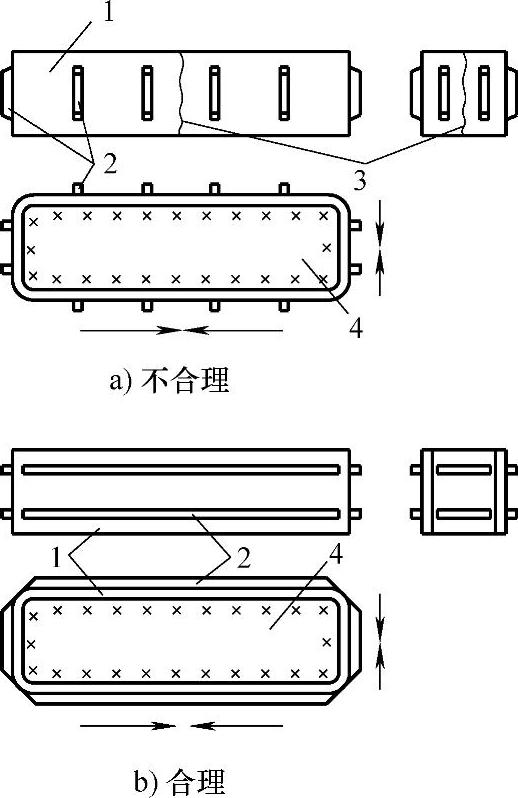
图2-176 收缩肋的设置方向应正确
1—薄壁箱体铸钢件 2—收缩肋 3—裂纹 4—砂芯
(2)设置加强肋(拉肋)的禁忌
1)为防止呈“U”、“V”字形、半圆环形的铸件铸出后发生的变形(开口增大),不宜没有加强肋,加强肋的厚度不可大于设肋处铸件的厚度。铸件呈“U”、“V”、半圆环形等开口形状时,常因收缩变形使开口增大,为防止这类铸件因变形使开口增大,以致不符尺寸要求,常需在开口处设置加强肋,来防止其可能出现的开口尺寸过大。设置的加强肋,要求其应先于铸件凝固,才能有足够的抗拉强度来抑制开口的增大,因此,其厚度应小于铸件设肋处的厚度。凡符合表2-38所列条件时(其代号参见表2-39所示简图),需设置加强肋。小型铸钢件设置的加强肋的具体形式和尺寸见表2-39。表中简图所示的加强肋类型中,Ⅰ型的加强肋为圆柱形,Ⅱ型的为长方形。图中a为邻壁厚度,b为主壁厚度,l为邻壁长度,d为圆柱形加强肋的直径;δ为长方形肋的厚度,w为长方形肋的宽度。中、大型铸钢件,包括图2-178所示的半圆环形铸钢件不仅设置有加强肋,还加有工艺补正量。其加强肋的厚度δ为设肋处铸件厚度的40%~60%,宽度w为加强肋厚度的1.5~2倍。加强肋在铸件清理时不能立即去除,因为加强肋只是用来防止铸件变形量过大,并不能使铸件的应力消除,只有将铸件经过消除应力的热处理后方可去除。
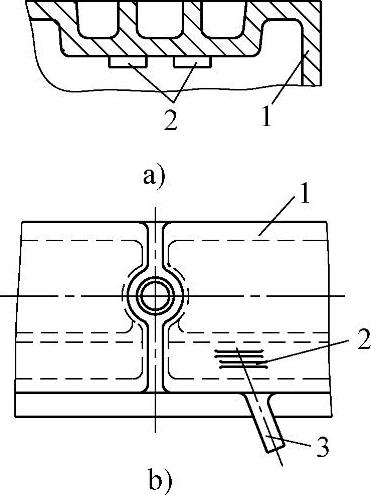
图2-177 收缩肋应用实例
1—铸件 2—收缩肋 3—内浇道
表2-38 设置加强肋的条件(www.daowen.com)
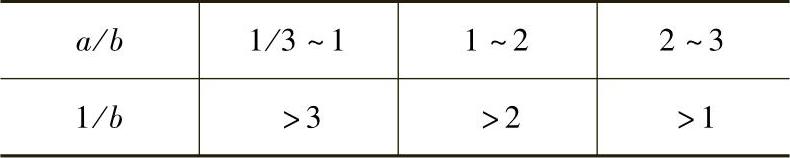
表2-39 小型铸钢件的加强肋类型和尺寸 (单位:mm)
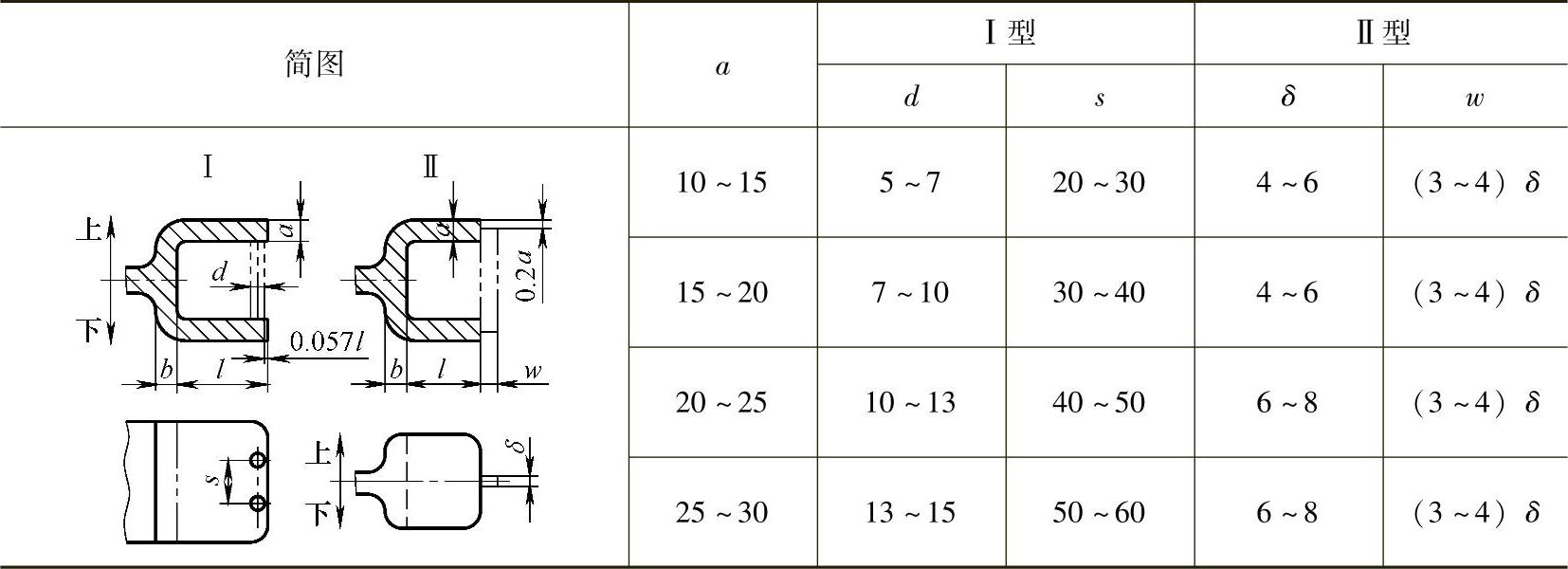
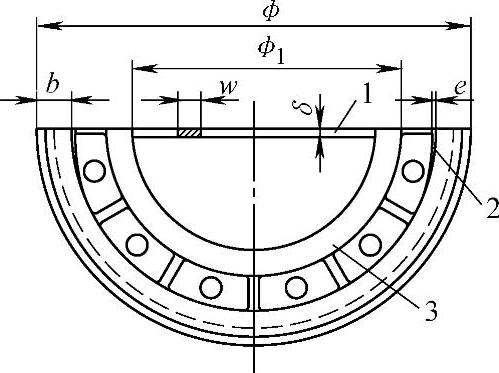
图2-178 铸钢半齿轮铸件上的加强肋(拉肋)和工艺补正量e
1—加强肋(拉肋) 2—工艺补正量e 3—铸件
2)某些重要铸钢件,包括半齿轮铸件设置加强肋时,不应忽视由于弹性变形引起的而需施放的工艺补正量。如图2-178所示的中、大型铸钢半齿轮一类的半圆环铸件,由于加强肋要承受较大的拉应力,在拉应力作用下,铸件要产生弹性变形,以致半齿轮浇铸后尺寸ϕ、ϕ1比预计的尺寸大,加工时将影响外圈的厚度b变薄,因此,为了保证加工后的厚度b符合图样尺寸,在设加强肋防止铸件向外张开的同时,还应在外圈的背面(靠中心一侧)加设补偿因弹性变形导致的工艺补正量e。工艺补正量的数值可参见表2-40。
表2-40 中、大型半圆环形铸钢件的工艺补正量 (单位:mm)

3)为节约金属液,对某些易变形的中、大型铸钢件,有时也可不设加强肋,改用浇注系统来起加强肋的作用。为节约金属液,有时,也可用浇注系统来起加强肋的作用,如图2-179所示。该铸件长12m,其质量达15t,是壁厚相近而形状复杂的大型薄壁铸件。为使其冷却均匀,采取从多个部位均匀地注入金属液,冷却时,浇注系统先凝固,从而又起到了加强肋的支撑作用。
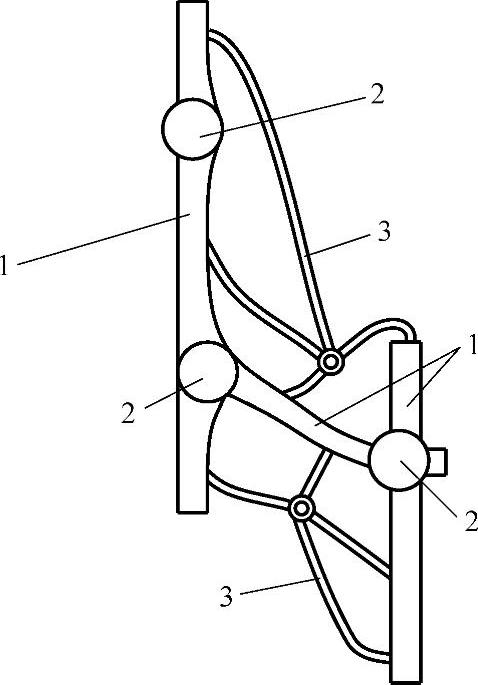
图2-179 用浇注系统取代加强肋
1—铸件 2—冒口 3—浇注系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







