【摘要】:所采用的材料,其中发热补贴可以采用与发热冒口相同的材料;而保温补贴则可采用制作保温冒口套的材料制成。图2-151 铸件非加工表面尽量避免设置金属补贴图例1—冒口 2—金属补贴 3—铸件 4—发热或保温补贴
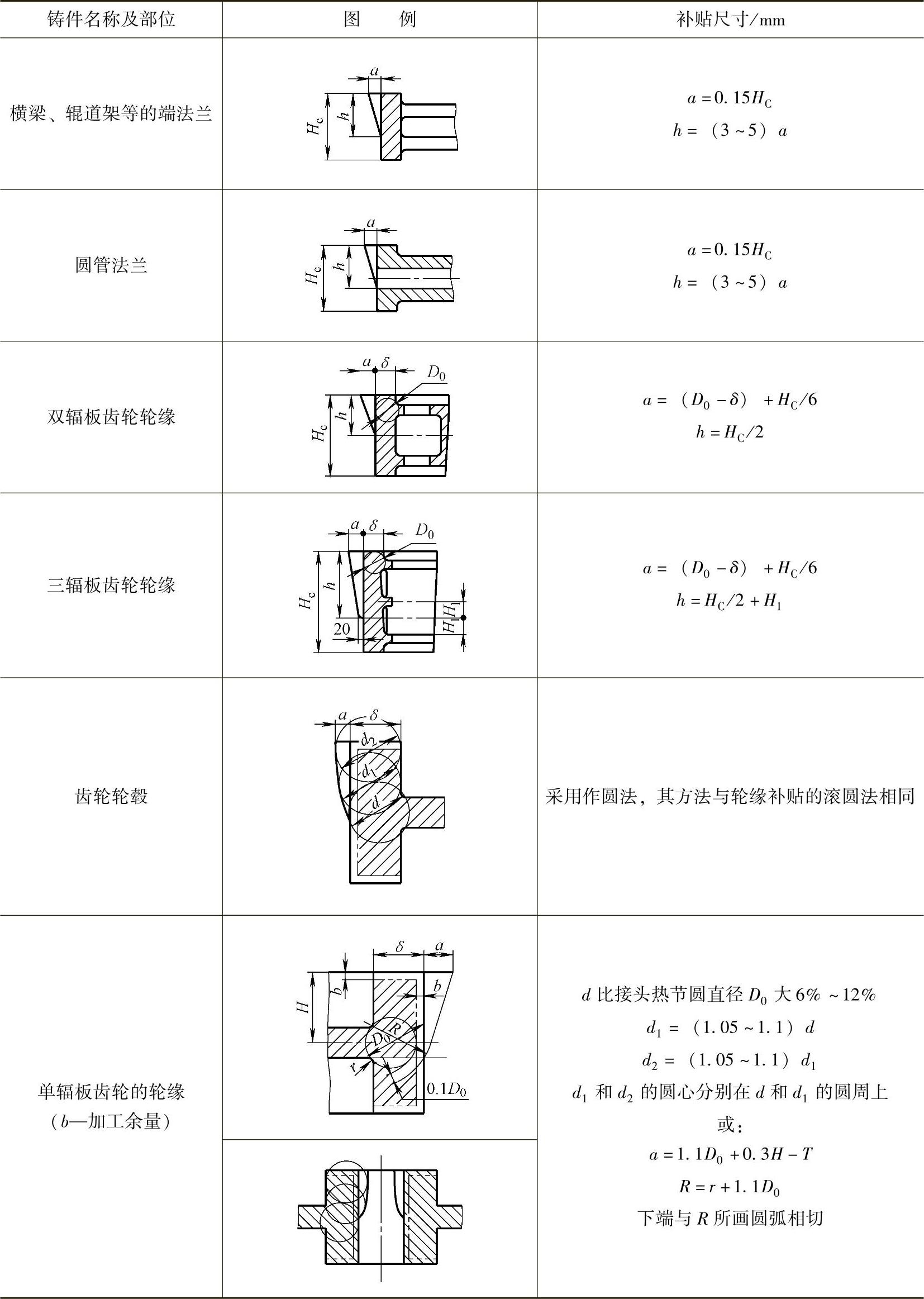
(1)致密度要求高的铸钢件,当冒口在垂直方向的补缩距离达不到时,不应忽视在冒口下设置补贴 对于致密度要求高的铸钢件,当冒口在垂直方向补缩距离不足时,为了增加补缩距离,不应忽视在冒口下设置补贴,以使铸件朝着冒口方向形成足够的温度差,造成通畅的补缩通道,达到顺序凝固。图2-150所示是两类补贴的形式示意图,其中图2-150a所示为金属补贴。在表2-23中列出了根据实践经验总结得到的不同铸件及部位的有关金属补贴尺寸的确定方法,都是从冒口有效补缩距离以上开始加补贴,使铸件壁向着冒口方向逐渐加厚,直到冒口根部。铸件加厚量为a,称补贴厚度。图2-150b所示为保温补贴或发热补贴,采用它们来代替金属补贴,不是为了减少冒口数量,而是为了缩小冒口尺寸,提高冒口的补缩效率。所采用的材料,其中发热补贴可以采用与发热冒口相同的材料;而保温补贴则可采用制作保温冒口套的材料制成。
表2-23 铸钢件冒口补贴尺寸的确定
(2)冒口下铸件非加工表面通常不允许设置金属补贴 冒口补贴一般希望放在加工面上,以便在切削加工时切除。有时为了实现顺序凝固,必须采用补贴,可采用由保温或发热材料形成的保温或发热补贴,用以取代金属补贴,如图2-151b所示。(www.daowen.com)
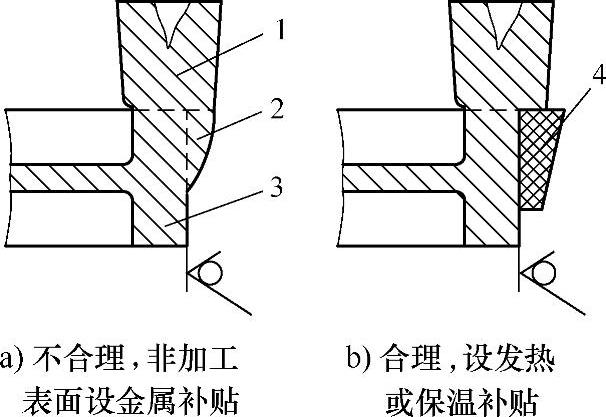
图2-151 铸件非加工表面尽量避免设置金属补贴图例
1—冒口 2—金属补贴 3—铸件 4—发热或保温补贴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





