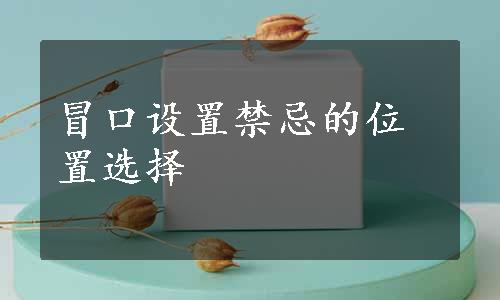
(1)冒口的位置不宜远离壁厚或热节处 冒口位置如果远离壁厚或热节处,如图2-138a所示,则铸件在凝固过程中,其壁厚或热节处,将得不到需要从冒口不断补充的金属液,铸件会产生缩孔缺陷。因此,要求冒口必须尽量安置在铸件最厚部位的上部(见图2-138b)或最后凝固的热节旁边。而且要求每一个冒口通常必须和它所在地方的铸件一样厚,并逐渐向上加粗。铸件上可能产生缩孔的任何部分,都必须尽可能安上一个冒口。
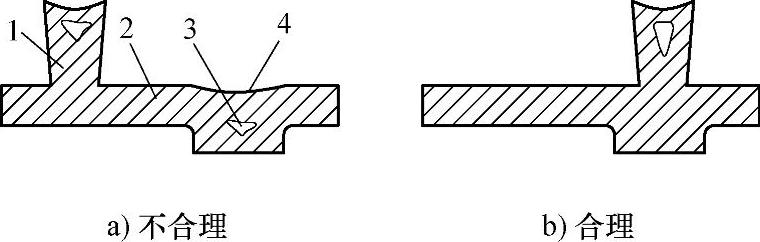
图2-138 冒口位置
1—冒口 2—铸件 3—缩孔 4—铸件表面缩凹处
(2)铸件不同高度上的热节需补缩时,不宜只在最上部设置一个冒口;而且设置多个不等高冒口时,也不可不分割各个冒口本身的补缩区域 如图2-139所示铸件,其阶梯或上、下部位均有热节,如果只在最上部设置一个冒口,显然,由于补缩通道不畅,其下部的热节处很难得到充分的金属液补缩,下部热节处仍将产生缩孔或缩松缺陷。因此,必须在不同高度热节处分别设置冒口,但冒口之间应采用冷铁将各冒口的补缩区域隔开,否则高处的冒口不但要补缩低处的铸件,而且还要补缩低处的冒口,从而会引起铸件高处产生缩孔或缩松。
(3)冒口应尽量避免设在铸件非加工的壁上 在满足补缩作用前提下,通常冒口应尽可能安置在铸件加工表面上,尽量避免设在铸件非加工的表面上,这样可减少精整冒口根部的工作,提高生产效率,降低生产成本。
(4)冒口安放位置应避开铸件应力集中点
为防止铸件应力过大,产生裂纹,冒口安放位置应尽量避开铸件应力集中的地方,也就是不宜放在铸件易拉裂或应力集中部位,否则加剧应力集中倾向,铸件更易产生裂纹。(www.daowen.com)
(5)冒口的设置不应妨碍铸件清理 如图2-140所示阀体铸件,其上部和下部均有热节(见图2-140a中标注dy及dy′处),若在这些热节处均安放冒口补缩,显然dy′处的冒口因位于铸件的窄狭内腔之中,将很难将冒口切除。宜采用外冷铁激冷dy′处,使该处先于其他部位凝固,从而可去掉dy′处的冒口(见图2-140b),便于铸件清理。
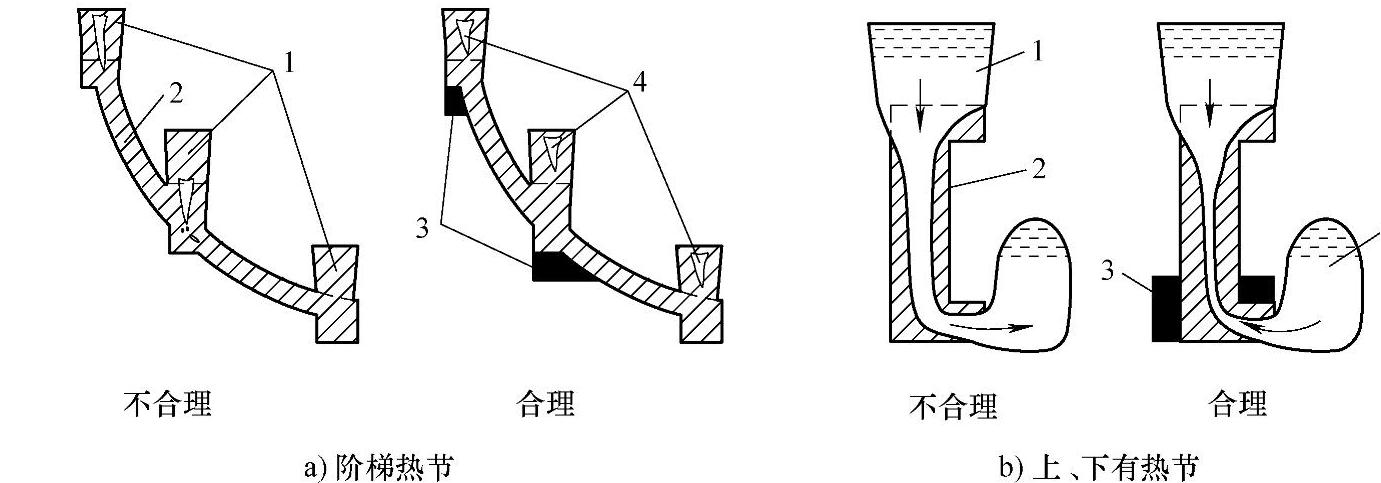
图2-139 同一铸件上的不等高冒口的隔离图例
1—明顶冒口 2—铸件 3—冷铁 4—缩孔 5—边暗冒口
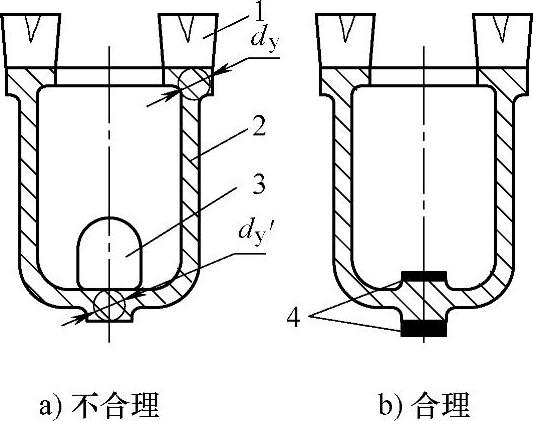
图2-140 冒口的设置不应妨碍铸件清理
1—明冒口 2—铸件 3—暗冒口 4—外冷铁
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




