(1)横浇道的高度不宜太矮,内浇道的高度不宜太高 横浇道是浇注系统中连接直浇道和内浇道的水平通道,其作用是捕集、滞留金属液中由浇包经直浇道流入的夹杂物,将金属液平稳地、均匀地分配给各个内浇道。横浇道断面一般做成高梯形,内浇道一般做成偏梯形,而且横浇道的高度不宜太矮。这是由于熔渣及非金属夹杂物的密度比金属液小,要使渣及非金属夹杂物上浮并滞留在横浇道顶部,横浇道必须具有足够高的空间;另外,在内浇道入口周围存在具有类似吸力的吸动作用区(见图2-112),只要流经横浇道的金属液包括非金属夹杂物进入该区,就会自动流入内浇道。这个区域的范围略大于内浇道的截面积,并且与内浇道内金属液的流速有关。因此横浇道必须高,内浇道必须矮,以利于挡渣。一般要求横浇道的高度最好是内浇道高度的4~6倍,即h横=(4~6)h内。
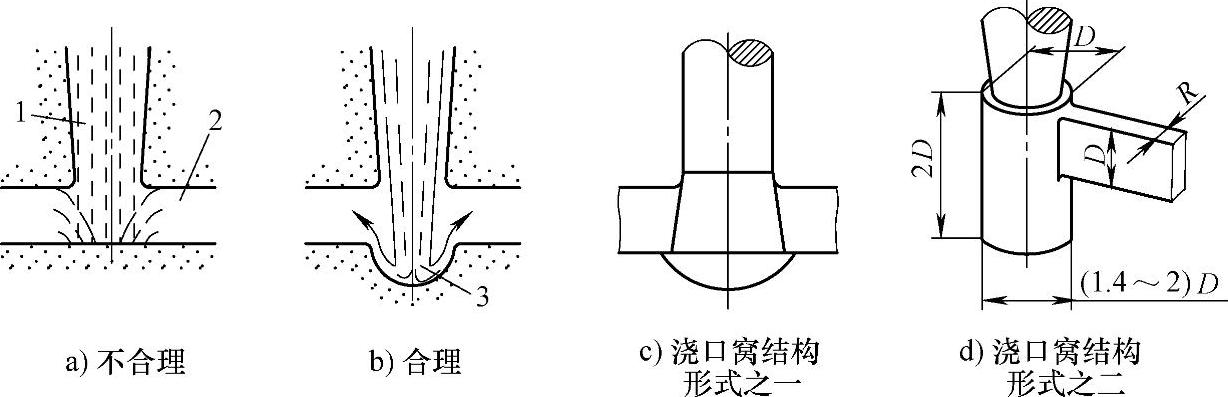
图2-111 直浇道浇口窝对金属液流的影响及主要结构形式
1—直浇道 2—横浇道 3—浇口窝
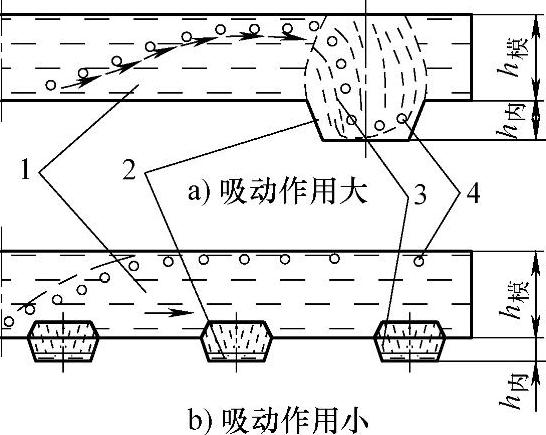
图2-112 内浇道吸动作用区的范围
1—横浇道 2—内浇道 3—内浇道吸动作用区 4—非金属夹杂物
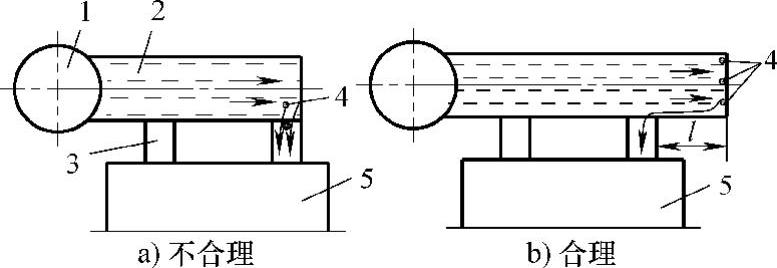
图2-113 横浇道末端不宜开设内浇道
1—直浇道 2—横浇道 3—内浇道 4—杂质 5—铸件
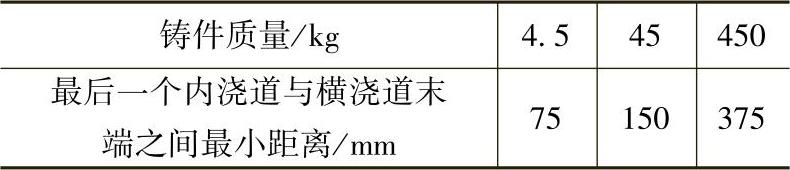
(2)横浇道末端不宜开设内浇道 金属液从直浇道进入横浇道的初期,它以最大流速沿横浇道长度方向向前流动,在到达横浇道末端并冲击该处的浇道壁后,液流的动能转变为位能,使横浇道内液面在横浇道方向逐渐上升。如果横浇道末端开设有与其平齐的内浇道(见图2-113a),则第一股金属液就会进入该内浇道,该股金属液流经路程较长,常带有较多杂质,温度也不高,如果进入型腔,必然会使铸件产生夹渣、冷隔等缺陷。因此,要求横浇道末端距内浇道应有一定距离,一般应≥75mm(见图2-113b和表2-15)。使杂质有足够时间和距离上浮到横浇道顶面,也可以使部分杂质就聚集在该区段内。
表2-15 最后一个内浇道与横浇道末端之间的最小距离
(3)不应忽视增强横浇道挡渣能力的措施 提高横浇道挡渣能力的主要途径是改变横浇道的结构,增加流程中的阻力,减慢金属液的流速,减少紊流、搅动作用。常采用的方法及措施有以下几种。
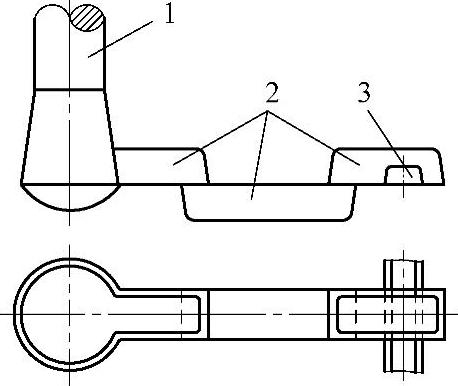
图2-114 稳流式浇注系统
1—直浇道 2—横浇道 3—内浇道
1)稳流式浇注系统:它是将在分型面上的普通平直横浇道分割成数段,依次置于上、下型中,组成曲折形横浇道,其结构形式如图2-114所示。液态金属在其中流动时,不断变换流动方向,导致阻力增加、流速下降,有利于杂质上浮,使金属液平稳进入型腔。这种浇注系统要求直浇道的横截面积大于内浇道的截面积,即F直>∑F内。
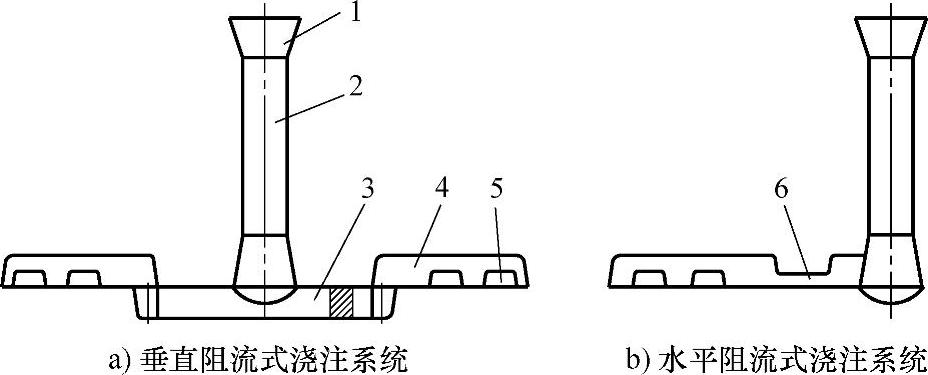
2)阻流式(控流式)浇注系统:浇注时控制金属液充型速度的最小截面称阻流截面。图2-115a所示是阻流横浇道,在靠近直浇道出口处设置有一段截面狭窄的部分(通常只有4~7mm),称为阻流片,浇注时,金属液从浇口杯到阻流片这一段封闭性强,利于挡渣。从阻流片流出的金属液进入宽大的横浇道,流向改变,流速急剧减慢,有利于杂质上浮,因此挡渣能力强,效果好,适用于大批量生产中、小型铸铁件。水平阻流式(见图2-115b)结构简单,制作方便,适用于小批量手工造型,但挡渣效果差些。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-115 阻流式浇注系统
1—浇口杯 2—直浇道 3—垂直阻流片 4—横浇道 5—内浇道 6—水平阻流片
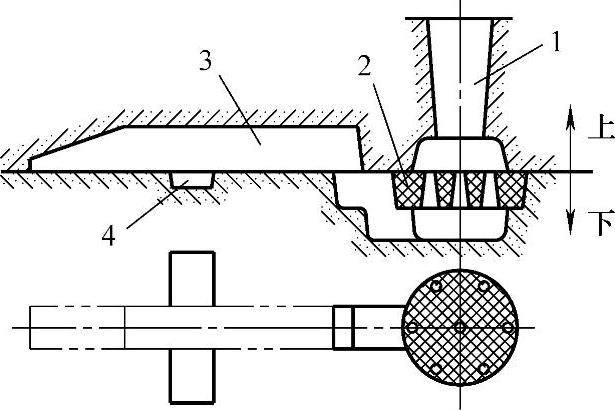
图2-116 安放筛网芯的浇注系统
1—直浇道 2—筛网芯 3—横浇道 4—内浇道
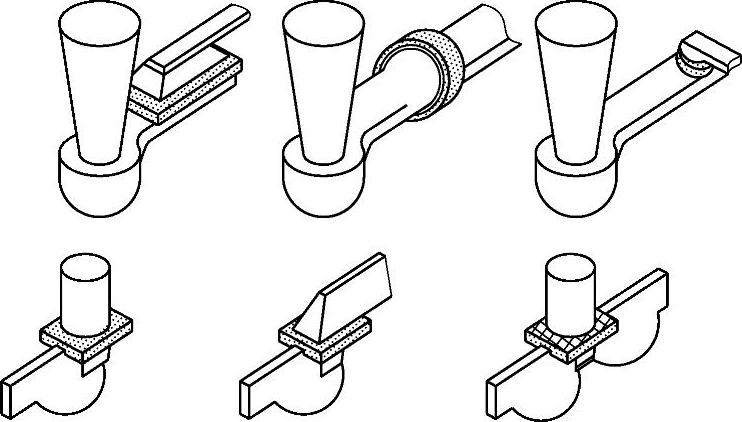
图2-117 泡沫陶瓷过滤片在浇注系统中的安放位置
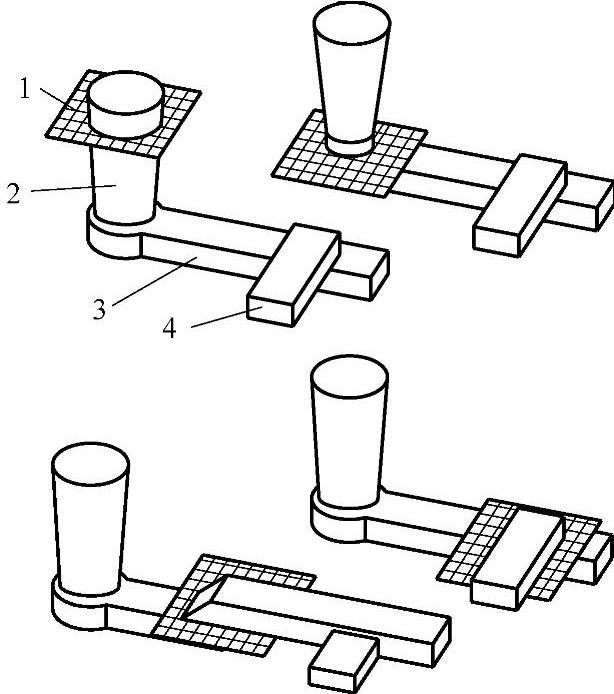
图2-118 耐高温玻璃纤维过滤网在浇注系统中的安放位置
1—纤维过滤网 2—直浇道 3—横浇道 4—内浇道
3)设置筛网或过滤片的浇注系统:在浇注系统中设置的筛网或过滤片有多种,经常采用的有筛网芯、多孔陶瓷过滤片、纤维过滤网和或钢板冲压筛网等,其中筛网芯有两种,一种以油砂、合脂砂、树脂砂等制芯材料制成筛网芯;另一种是用耐火材料烧结而成的陶瓷筛网芯。其形状一般为圆形或方形,筛网芯上均布ϕ3~8mm圆孔,圆孔呈倒锥形。而多孔陶瓷过滤片也有两种,一种是以有机海绵或有机泡沫材料涂敷陶瓷涂料后,烘干、焙烧而得的泡沫陶瓷过滤片,孔隙率为85%~90%;另一种是以刚玉材料采用模具挤压制成网格,经焙烧而得,孔隙率一般小于50%。纤维过滤网则是在玻璃纤维布上涂敷酚醛树脂或陶瓷材料(如氧化铝粉等)涂料而制成,常用网孔尺寸为:1.0mm×1.0mm、1.3mm×1.3mm、1.65mm×1.65mm,厚度为0.5mm左右。它们在浇注系统中的安放位置如图2-116~118所示。可以看出,筛网芯或过滤片可安放在直浇道的上部或下部,或安放在横浇道与横浇道的搭接处,也有安放在横浇道与内浇道的搭接处,金属液通过筛网可滤除部分比网孔大的熔渣;通过筛网阻流,也可使熔渣等非金属夹杂物上浮到浇口杯或留在筛网或过滤片上面;同时,通过筛网或过滤片的金属液由于网孔截面突然扩大,流速减慢,也有利于杂质上浮。
4)设置集渣包的浇注系统:在横浇道中局部加高的结构称为集渣包。集渣包形式分两类:一类是锯齿形集渣包(见图2-119),另一类是离心式集渣包(见图2-120)。当金属液流经此类集渣包所在位置时,因截面扩大而流速下降,使杂质易于上浮并停留在该处。锯齿形集渣包一般逆齿比顺齿效果好,其大致尺寸参见图2-119b所示。离心式集渣包一般设在横浇道末端,直接同内浇道相连,金属液从切线方向进入集渣包,产生涡流,在离心力作用下杂质向中心集中,并浮于液面。集渣包出口截面应比入口截面小(见图2-120b),出口方向必须与液流方向相反。
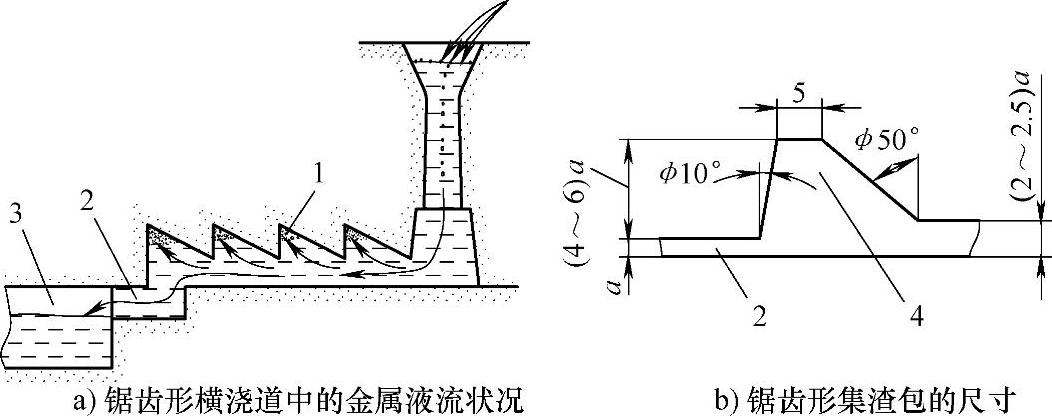
图2-119 锯齿形集渣包
1—熔渣 2—内浇道 3—型腔 4—锯齿形集渣包
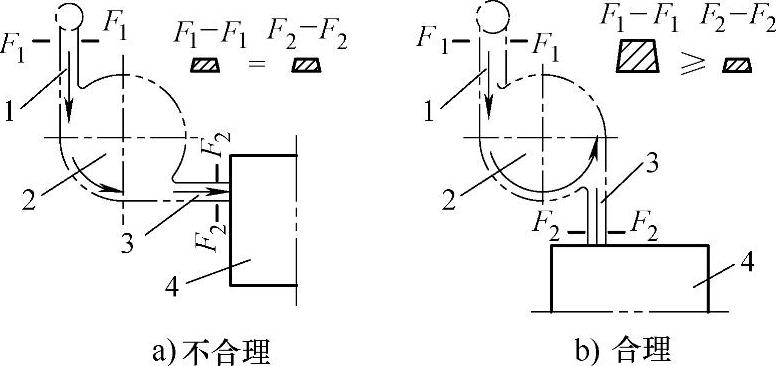
图2-120 离心式集渣包浇注系统
1—横浇道 2—集渣包 3—内浇道 4—铸件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





