(1)重要的中、小型铸件不宜采用普通漏斗形浇口杯 浇口杯可用来承接来自浇包的金属液,减缓金属液流对铸型型腔的冲击和使熔渣上浮,避免熔渣、杂质和气体卷入型腔,以及将金属液平稳地导入直浇道。浇口杯的这些功能,只有其具有正确结构,并配合合适的浇注操作才能实现。浇口杯分漏斗形和盆形两大类,漏斗形浇口杯其形状如漏斗,常用于铸钢件(因采用底注式浇包,有良好撇渣效果)和中、小型普通铸铁件及非铁合金铸件,它消耗金属少,结构简单,但挡渣效果差。因为用普通倾嘴式浇包浇注金属液时,金属液从各个方向流入直浇道,各向流量不均衡,如果有一股液流流向偏离直浇道中心,就会形成水平旋涡,导致在浇口杯中出现由涡流形成的漏斗形涡管,距直浇道中心愈近,金属液流速愈高,压力很低,浮在浇口杯液面上的非金属夹杂物会一面旋转,一面和空气一同被吸入直浇道内(见图2-105a),使铸件产生渣孔和气孔;另外,涡管的出现,使直浇道的截面积减小,流量下降,也影响充型。因此,浇注重要的中、小型铸铁件和非铁合金铸件时,不宜采用普通漏斗形浇口杯,而宜采用带滤网的浇口杯来抑制水平旋涡,如图2-105b所示。由于安放了滤网,有助熔渣留存在浇口杯内,同时,该滤网上的锥孔宜按上小、下大放置,这样,液流通过时,因孔眼阻力及断面扩大,流速骤降,并在网孔出口处出现涡流运动区,有利于熔渣上浮,并沾附于滤网的底面。
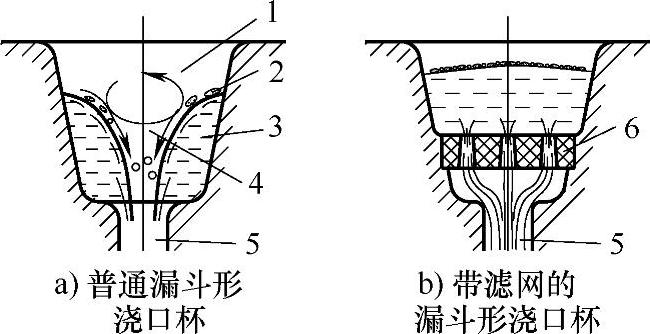
图2-105 漏斗形浇口杯中的金属液流
1—漏斗形浇口杯 2—熔渣 3—金属液 4—涡管 5—直浇道 6—滤网
(2)重要的中、大型铸件不宜采用普通式浇口盆 浇口盆是单独制成的承接金属液的容器。图2-106a所示为普通式浇口盆,常用于铸铁和非铁合金铸件的生产。浇注时金属液流在盆中的流动状况如图2-106b所示。其底部设置有凸缘,既有助于改变液流方向(避免水平旋涡,促使形成垂直旋涡,有助于熔渣和气泡浮至金属液的表面),也由于液流受凸缘抑制,流速减慢,有利于熔渣、非金属夹杂物上浮,达到分离的目的。但对普通式浇口盆来说,要让熔渣、非金属夹杂物达到与金属液良好分离,是难实现的,尤其在浇注初期最为危险,因为金属液进入的是空浇口盆,未达到良好除渣效果以前,就会直接进入直浇道,因此浇注重要的大、中型铸件时,不宜采用普通式浇口盆,应采用有良好挡渣、除渣作用的浇口盆,如图2-107a~d所示。其中图2-107a所示为闸门式浇口盆,它是利用芯砂制成闸门,将浇口盆分成两部分,金属液从容积大的一边注入并很快充满,熔渣浮在金属液上面,干净的金属液从闸门下面流入直浇道;图2-107b、c所示为柱塞式、隔片式浇口盆示意图,这种浇口盆在浇注开始时,用柱塞或隔片封闭了直浇道,可避免浇注初期熔渣进入直浇道,并能阻止气体卷入,因为它是在金属液充满浇口盆后才将柱塞提起或靠金属液将隔片熔化后,才让其底部的干净金属液进入直浇道。柱塞宜用耐火度较高的耐火材料制成,其表面应涂敷具有较高耐火度的涂料;隔片常用金属片制成,浇注铸铁和铸钢件时隔片由铁片制成,浇注铝合金铸件时,隔片由铝制成;而图2-107d所示滤网式浇口盆,其滤网在过去对小型铸铁件常采用油砂制成,现在主要采用陶瓷滤网。(https://www.daowen.com)
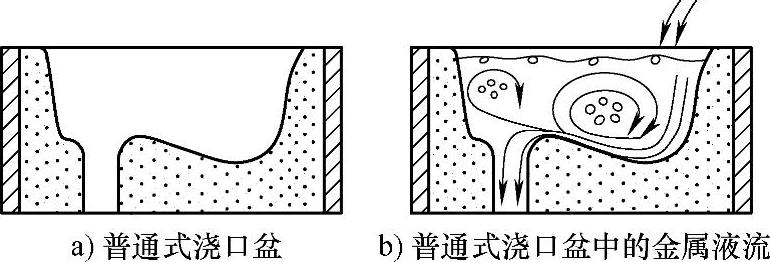
图2-106 普通式浇口盆示意图

图2-107 具有良好挡渣、除渣效果的浇口盆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





