【摘要】:在不便夹紧进行车削的铸件上,不应忽视设计工艺夹头 如图2-94所示的斜缘轮、小球面及大球面等形状的铸件,均不便用普通的三爪自定心或四爪单动卡盘夹紧进行车削来加工其端面,因此,进行铸造工艺设计时,应为这类铸件设计工艺夹头。因此,对这类铸件应在装夹的一端设计有一定厚度和强度的供车削夹紧用的夹头,如图2-95b所示。
(1)在不便夹紧进行车削的铸件上,不应忽视设计工艺夹头 如图2-94所示的斜缘轮(见图2-94a)、小球面及大球面(见图2-94b、c)等形状的铸件,均不便用普通的三爪自定心或四爪单动卡盘夹紧进行车削来加工其端面,因此,进行铸造工艺设计时,应为这类铸件设计工艺夹头。工艺夹头可以是圆柱体,也可以是适应卡盘的三~四个供夹紧用的凸台,如图2-94的a、b、c所示的双点画线。
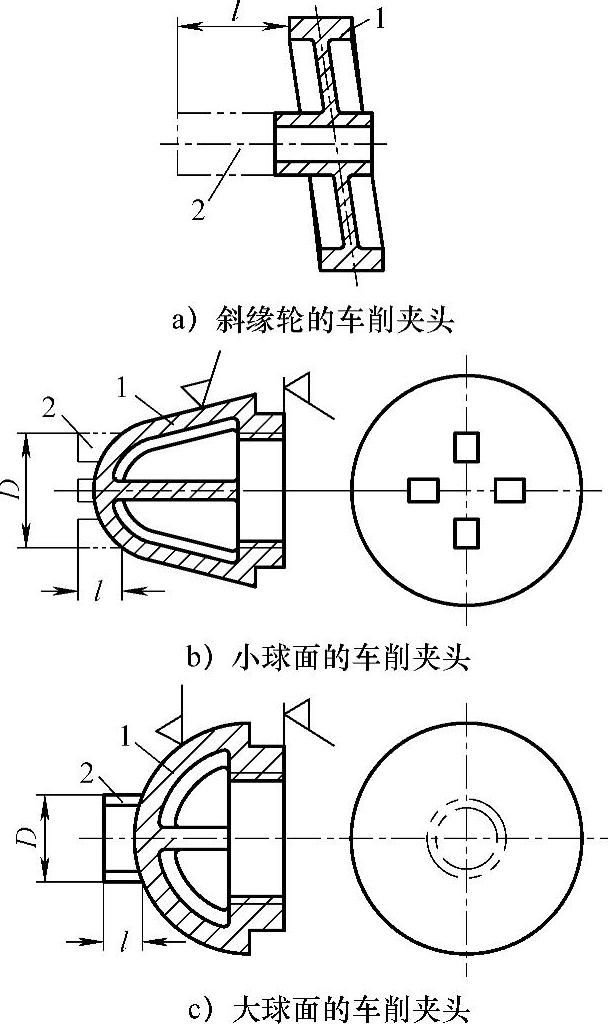
图2-94 宜增添供机械切削加工用夹头的部分铸件实例
1—铸件 2—车削夹头
(2)在需切削加工的薄壁圆筒铸件上不可忽视增设车削夹头 如图2-95a所示的薄壁圆筒铸件,由于其结构强度和刚性较差,切削加工时直接用卡盘夹紧该圆筒铸件,有可能引起铸件变形甚至损坏。因此,对这类铸件应在装夹的一端设计有一定厚度和强度的供车削夹紧用的夹头,如图2-95b所示。
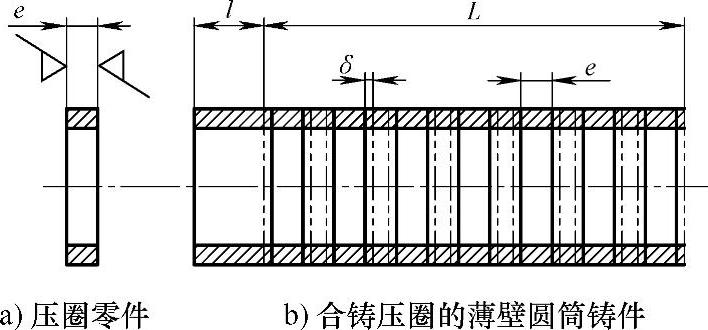
图2-95 强度和刚性差的薄壁圆筒铸件宜增设车削夹头的实例(www.daowen.com)
e—零件厚度 l—车削夹头长度 δ—切割余量 L—棒环长度
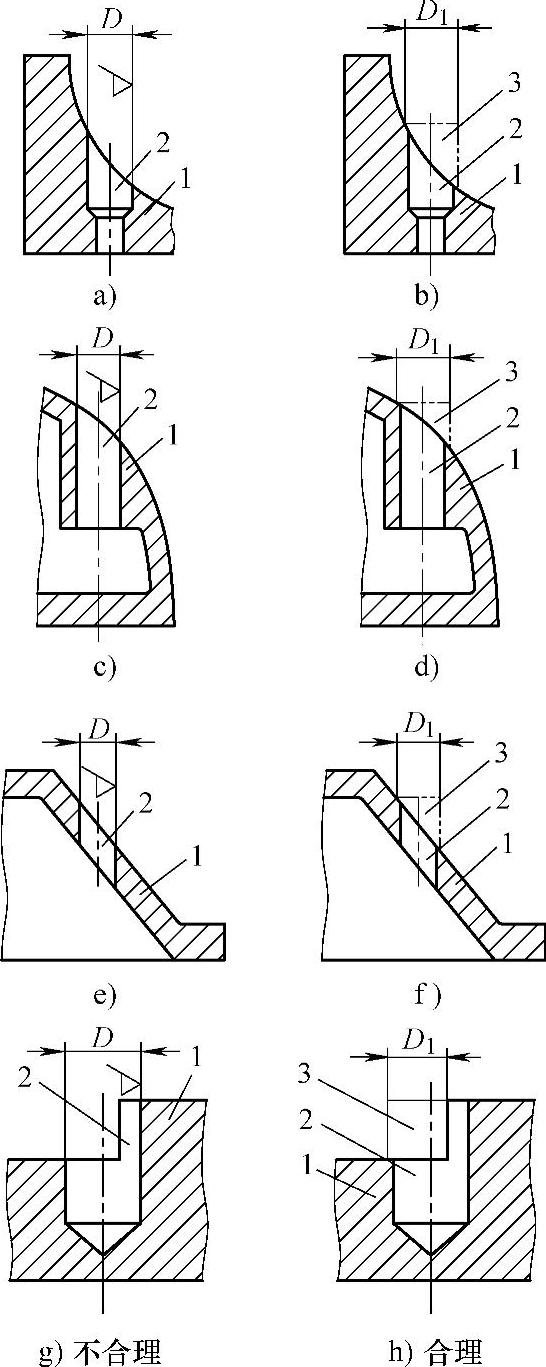
图2-96 增设防滑工艺凸台的铸件实例
1—铸件 2—孔 3—防滑工艺凸台
(3)在铸件上难以钻孔的部位不可忽视设计防滑凸台 如图2-96a、c、e、g所示铸件上的弧面、球面、斜面及阶梯面上的加工孔,在钻孔时,钻头易钻偏、打滑,不易进钻,而且钻孔中心位置也很难控制,甚至还可能折断钻头。为较好解决这方面问题,应在这些部位设置防滑工艺凸台,使加工表面与钻头垂直,如图2-96的b、d、f、h所示。防滑工艺凸台的直径D1一般可比钻孔直径D大2~4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




