【摘要】:高锰钢铸件上的孔、槽通常不宜用机加工方法制出 高锰钢铸件有冷作硬化特性,对它进行机械切削加工将十分困难,因此对其铸件上的孔、槽应尽可能争取全部铸出;如果必须机加工制出,则可在需进行切削加工的孔、槽处用碳素钢镶铸,再在碳素钢上加工出孔和槽,如图2-88所示。图2-88 高锰钢铸件上需机加工而成的孔、槽宜镶铸碳素钢套1—高锰钢铸件 2—碳素钢镶铸套
(1)铸件上某些尺寸过小的加工孔、槽不宜铸出 通常,铸件上尺寸较大的孔、槽以及机加工无法做出的孔、槽都应直接铸出。这不但可以降低零件的生产成本和提高其使用性能(保留了孔壁金属致密层),还可以避免因铸件局部过厚形成热节而产生缩孔、缩松缺陷。但是,尺寸较小的孔、槽在铸件壁很厚时,则不宜铸出,因为这种情况下铸出的孔、槽处易产生粘砂,会造成清理和机械加工的困难;如果为防粘砂采用特种砂或特种涂料,其费用很可能不如直接用机加工方法制出的经济和方便。通常最小铸出孔槽的尺寸,和铸件的铸造方法、生产批量、合金种类、铸件壁厚等因素有关,表2-9列出了最小铸出孔、槽的尺寸,可供参考。
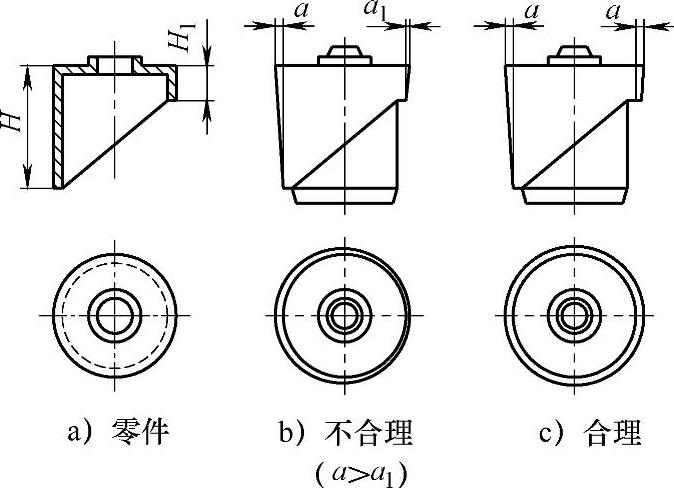
图2-87 铸件施放起模斜度时不应使其产生工艺性变形
表2-9 最小铸出孔、槽尺寸 (单位:mm)
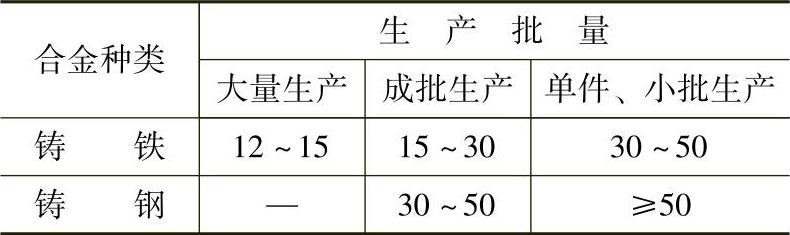
注:表中孔、槽尺寸为考虑加工余量后的数值。(www.daowen.com)
(2)高锰钢铸件上的孔、槽通常不宜用机加工方法制出 高锰钢铸件有冷作硬化特性,对它进行机械切削加工将十分困难,因此对其铸件上的孔、槽应尽可能争取全部铸出;如果必须机加工制出,则可在需进行切削加工的孔、槽处用碳素钢镶铸,再在碳素钢上加工出孔和槽,如图2-88所示。
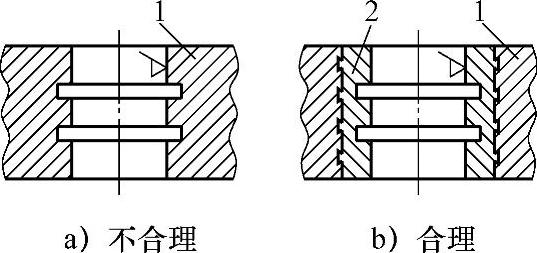
图2-88 高锰钢铸件上需机加工而成的孔、槽宜镶铸碳素钢套
1—高锰钢铸件 2—碳素钢镶铸套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章






