(1)不同壁厚的铸件不宜按同一方式施放起模斜度 为方便造型或制芯时的起模操作,避免损坏砂型(芯),在平行于起模方向的模样和芯盒壁上所增加的斜度称为起模斜度。起模斜度一般用角度α或宽度a表示,如图2-86所示。通常手工制造木模,起模斜度宜标出宽度,即毫米数,机械加工金属模应标明角度,以利于操作。其大小取决于模样壁的高度、模样的材料、造型(芯)方法、模样制作精度及表面粗糙度、造型和制芯材料等因素。根据铸件的具体要求,起模斜度的施放方式可采取增加铸件壁厚,增减铸件壁厚或减少铸件壁厚三种形式。对于要加工的侧面,应加上加工余量后再给出起模斜度,一般按增加厚度法或加减厚度法确定。当壁厚<8mm时,可采用增加壁厚法(见图2-86a);当壁厚为8~12mm时可采用加减壁厚法(见图2-86b)。对于非加工的装配面上留起模斜度时最好用减少壁厚法(见图2-86c),以免因尺寸加大而使安装困难。
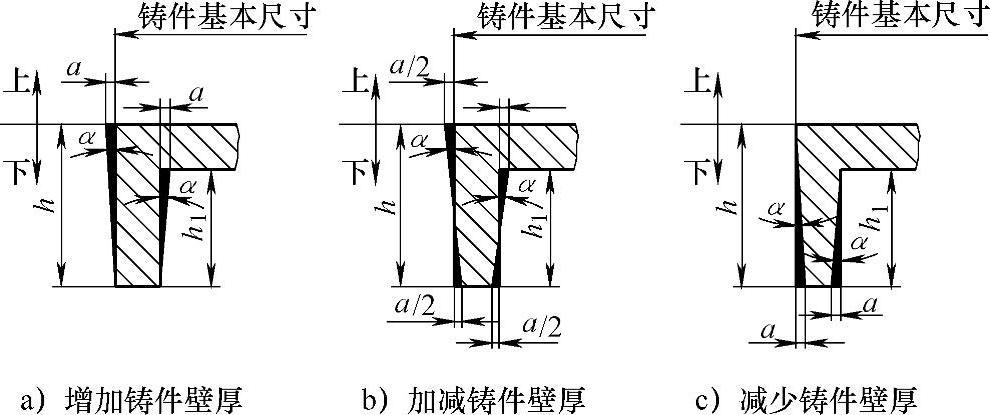
图2-86 起模斜度施放方式
h、h1—高度 α—起模斜度 a—宽度(0.5~3.5mm)(www.daowen.com)
(2)模样壁高度、模样材料、造型方法不同时,起模斜度的大小不应相同 起模斜度的大小与模样壁的高度、模样的材料、造型方法等有关,通常为15′~3°(宽度为11~0.4mm)。模样高时取小值,模样矮时取大值,例如木模外壁高度h>40~100mm时,起模斜度α≤0°40′或宽度为≤1.2mm;而h>100~160mm时,α≤0°30′或宽度为≤1.4mm;h>1600~2500mm时,α≤0°15′或宽度≤11mm,也即木模外壁愈高,起模斜度的角度虽会愈小,但宽度会明显增加。金属模的起模斜度比木模可小些。外壁起模斜度比模样凹处内壁的起模斜度小些;机器造型的比手工造型的小。实际工作中可参照JB/T 5105—1991《铸件模样 起模斜度》提供的有关规定选用。宜注意的是,对于起模困难的模样,允许采用较大的起模斜度,但不得超过有关规定的数值的一倍;造型机工作比压在0.7MPa以上,也允许增加起模斜度,但不得超过50%;铸件结构本身在起模方向上有足够的斜度时,不再增加起模斜度;同一铸件,上下两个起模斜度应在分型面上同一点。
(3)模样施放起模斜度时,不应使铸件产生工艺性变形 模样施放起模斜度时,对一些几何形状规整但其表面尺寸相差很大的铸件,即使铸件在一个砂箱内,如果起模斜度施放欠妥当,很大可能会产生意想不到的工艺性变形。如图2-87a所示铸件的圆柱形表面,如果以两边高度H及H1不同采用不同角度的起模斜度,则会导致铸件外圆成为椭圆柱面,如图2-87b所示。解决的办法只有从分模面开始,采用相同角度α的起模斜度向下施放,如图2-87c所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





