(1)铸件的机械加工余量不宜过大或过小
机械加工余量是为保证铸件加工面尺寸和零件精度,在铸造工艺设计时预先增加而在机械加工时应予切去的金属层厚度。其大小取决于铸件的合金种类、铸件大小、铸造方法、铸件精度等级、加工面在浇注时的位置等因素。加工余量过大,不仅会造成材料和加工工时的浪费,而且将铸件表面致密层切削掉会影响零件的使用性能,还有可能引起铸件产生缩孔、缩松(见图2-80a)等缺陷;加工余量过小,上述问题都可避免,但刀具切削的是具有高硬度甚至还夹有硅砂砂粒的铸件表面硬皮,易加剧刀具的磨损(见图2-80b),或者由于加工余量过小,而铸件由于变形等原因以致达不到图样要求的加工后尺寸时,就只能报废。
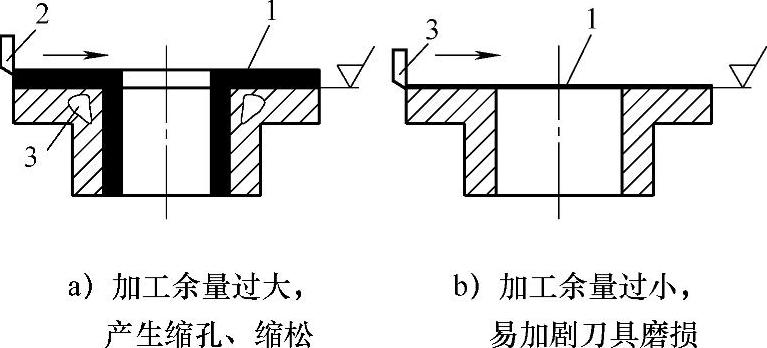
图2-80 铸件机械加工余量过大或过小的可能后果
1—加工余量 2—刀具 3—缩孔
(2)合金种类与生产批量不同的铸件,不应选取相同的机械加工余量 相对而言,铸钢件因钢的熔点高,浇注温度也高,收缩大,表面质量较差,故加工余量宜取大些;铸造非铁合金的熔点较低,可使用较细的原砂,所得铸件的表面质量也较好,因此,其加工余量可小些,这也有利节约贵重金属;铸铁件的表面质量较好,其加工余量也可比铸钢件的取小些,通常可取铸钢件和非铁合金铸件的中间值。就生产批量而言,大批量生产铸件时,常采用专用设备和良好的工装,铸件尺寸精度有保证,其加工余量可取较小值,以降低生产成本;手工造型、单件或小批量生产,铸件的加工余量允许取较大值,以保证铸质量。
(3)同一铸件上有多个部位需要机械加工时,各加工表面的加工余量数值不宜均相同 如图2-81a所示零件上有A、B、C及D多个表面需要机械加工,由于它们所处的浇注位置不同,其加工余量数值不宜完全相同。处于铸件浇注位置顶面的A面较易产生气孔和夹渣等铸造缺陷,其加工余量要适当放大;位于型腔底部的C面及侧面的B面较不易产生铸造缺陷,其加工余量可取较小值;由砂芯形成的D面,应考虑砂芯装配间隙s有可能引起的铸孔尺寸偏差,故加工余量数值宜适当放大,可与顶面A相同,即a=d,如图2-81b所示。
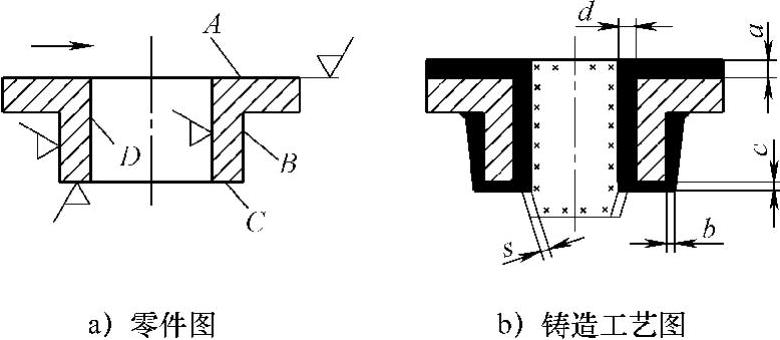
图2-81 铸件不同表面的加工余量的合适数值
a、b、c、d—加工余量数值代号 s—芯头间隙
(4)选定砂型铸造铸件的基本尺寸时,不可忽视铸件基本尺寸与铸件机械加工余量和铸件尺寸公差的关系 铸件基本尺寸是指铸件图上给定的尺寸,应包括机械加工余量。而铸件基本尺寸及与尺寸公差的关系如图2-82所示。
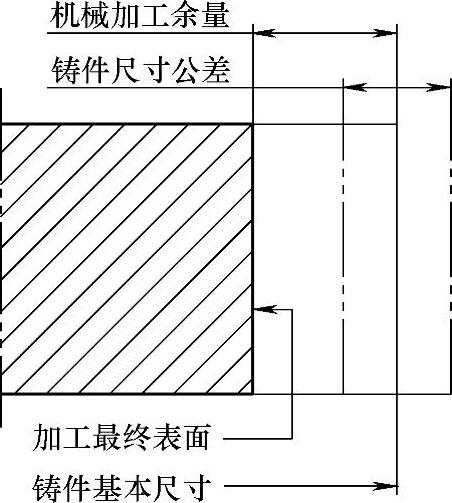
图2-82 铸件基本尺寸、机械加工余量与铸件尺寸公差的关系
选取具体加工余量时,要与GB/T 6414—1999规定的铸件尺寸公差等级配套使用。所指铸件尺寸公差是指铸件各部分尺寸允许的极限偏差,它取决于铸造方法等多种因素。它是设计和检验铸件尺寸的依据,具体规定了砂型铸造、金属型铸造、低压铸造、压力铸造、熔模铸造等方法生产的各种铸造金属及合金的铸件尺寸公差,包括铸件基本尺寸公差值、错箱值。按GB/T6414—1999《铸件尺寸公差与机械加工余量》的规定,公差等级由精到粗分为16级,代号为CT1到CT16(CT是铸件尺寸公差代号,是英文技术术语Casting Tolerances的缩写)表示。其中CT3~CT13采用的铸件尺寸公差等级比例系数为 ;CT13~CT16为
;CT13~CT16为 ;CT1、CT2没有规定公差值,是为将来可能要求更精密的公差保留的。而这些级别中,适用于砂型铸造的为CT7至CT16,其中成批和大量生产的公差等级为CT7~13级,小批和单件生产为CT10~15级。铸件尺寸公差在图样上通常用公差等级标注;铸件壁厚尺寸公差可以比基本尺寸公差降一级,例如图样上规定的基本尺寸公差为CT15时,壁厚尺寸公差可为CT16。公差带的设置一般应对称分布于铸件基本尺寸(见图2-83),即公差数值的一半取正值,另一半取负值;公差带也可非对称设置,但应在图样上注明或在技术文件中加以规定。图2-83中所示的“MA”,这是规定的机械加工余量的代号(Machining Allowances)。加工余量等级由精到粗分为A、B、C、D、E、F、G、H和J九个等级,其中砂型铸造分G、H、J三个等级。一般情况下,成批和大量生产的铸件,其加工余量等级按表2-6选取;小批和单件生产的,按表2-7选取;树脂砂手工造型的铸件加工余量等级可按机器造型的加工余量等级选取。当加工余量等级确定后,就可根据所定尺寸公差等级按加工要求的表面上最大基本尺寸和该表面距它的加工基准面尺寸两者中较大的尺寸所在范围查表(GB/T 6414—1999),得出加工余量数值。该表每栏有两个加工余量数值,上面的为以一侧为基准,对另一侧进行单侧加工的加工余量数值,如图2-83a所示;下面的为进行双侧加工的每侧加工余量数值,如图2-83b所示。(https://www.daowen.com)
;CT1、CT2没有规定公差值,是为将来可能要求更精密的公差保留的。而这些级别中,适用于砂型铸造的为CT7至CT16,其中成批和大量生产的公差等级为CT7~13级,小批和单件生产为CT10~15级。铸件尺寸公差在图样上通常用公差等级标注;铸件壁厚尺寸公差可以比基本尺寸公差降一级,例如图样上规定的基本尺寸公差为CT15时,壁厚尺寸公差可为CT16。公差带的设置一般应对称分布于铸件基本尺寸(见图2-83),即公差数值的一半取正值,另一半取负值;公差带也可非对称设置,但应在图样上注明或在技术文件中加以规定。图2-83中所示的“MA”,这是规定的机械加工余量的代号(Machining Allowances)。加工余量等级由精到粗分为A、B、C、D、E、F、G、H和J九个等级,其中砂型铸造分G、H、J三个等级。一般情况下,成批和大量生产的铸件,其加工余量等级按表2-6选取;小批和单件生产的,按表2-7选取;树脂砂手工造型的铸件加工余量等级可按机器造型的加工余量等级选取。当加工余量等级确定后,就可根据所定尺寸公差等级按加工要求的表面上最大基本尺寸和该表面距它的加工基准面尺寸两者中较大的尺寸所在范围查表(GB/T 6414—1999),得出加工余量数值。该表每栏有两个加工余量数值,上面的为以一侧为基准,对另一侧进行单侧加工的加工余量数值,如图2-83a所示;下面的为进行双侧加工的每侧加工余量数值,如图2-83b所示。(https://www.daowen.com)
(5)不便夹紧进行切削加工的铸件,其加工余量不宜按常规施放 如图2-84a所示锥形铸件,如果按照常规在锥面上均匀施放加工余量,则无法用卡盘夹紧锥面对孔进行加工;宜采用不均匀的加工余量使锥面变成圆柱面,则可方便进行切削加工,如图2-84b所示。
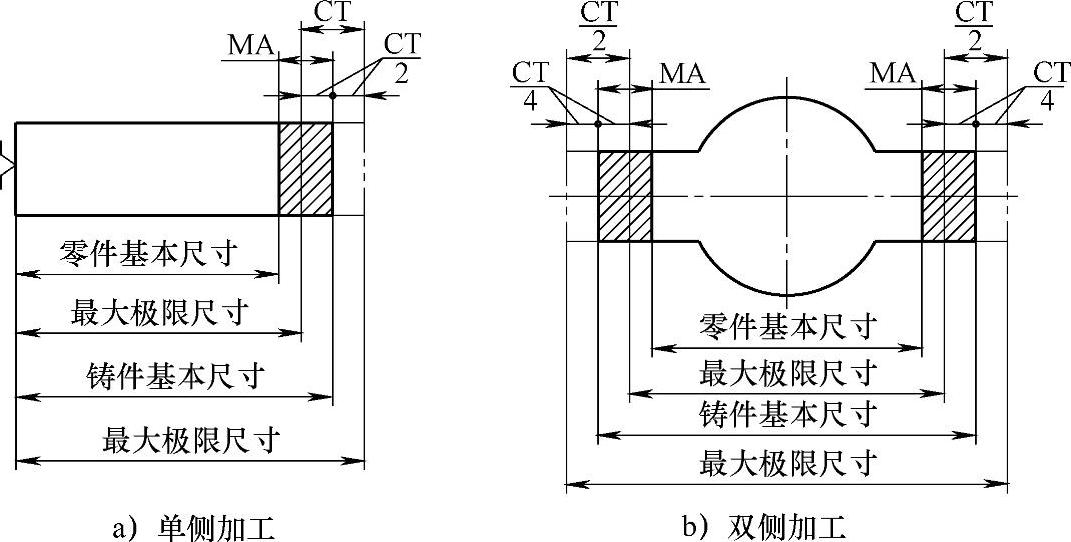
图2-83 单侧和双侧加工的机械加工余量和尺寸公差的关系
表2-6 铸件成批和大量生产时与铸件尺寸公差配套使用的铸件机械加工余量等级

注:表中括号内数字表示铸件尺寸公差等级,英文字母表示底、侧面加工余量等级。
表2-7 铸件小批和单件生产时与铸件尺寸公差配套使用的铸件机械加工余量等级

注:表中括号内数字表示铸件尺寸公差等级,英文字母表示底、侧面加工余量等级。
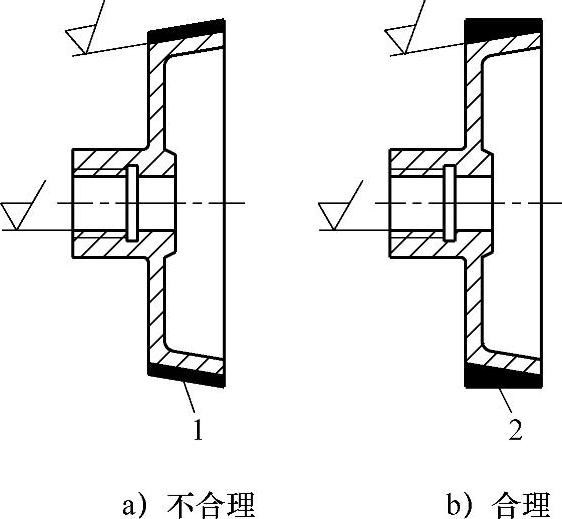
图2-84 合理施放加工余量实例
1—随形加工余量 2—不随形加工余量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





