(1)选用湿型的禁忌
1)砂型内需放置较多冷铁时忌用湿型。湿型中放置较多冷铁时,这些冷铁在潮湿的湿型中易生锈,易吸附水珠,浇注时铸件易产生气孔。尽管有的生产单位在安放冷铁前,将冷铁事先预热,放入型内后就及时合型浇注,仍可获取合格铸件;但如果放置一定时间后才浇注,冷铁变冷后会在冷铁表面凝结“水珠”,也会导致铸件产生气孔,因此采用湿型忌用冷铁,更忌用较多冷铁。
2)不宜用湿型生产既高又厚大的铸件。湿型铸造是砂型未经烘干或硬化,在湿态下就进行金属液浇注的铸造生产方法。在浇注过程中,湿砂型在高温金属液的直接作用下,迅速出现水分的汽化、水分迁移和凝聚现象,导致湿型出现干的表层、湿的内层以及干、湿两层间的水分沸腾或汽化区,也引起各层的强度、变形出现显著差异,从而使铸件尤其是既高又厚大的铸件易产生气孔、呛火、夹砂、胀砂、粘砂等缺陷。为确保所生产铸件的质量,对过高又厚大的铸件,为防止其金属液的静压力超过湿型的抗压强度,避免所产生的大量水气难以排出,因此不宜采用湿型生产。但是,湿型铸造用砂型不需烘干,生产周期短,效率高,既适用于手工造型,也便于采用现代造型机组织流水生产,因此广泛用于从单件到不同批量的中、小铸件的生产。当前应用最普遍的,是大批量生产汽车、拖拉机、柴油机、轻纺机械等铸件的机械化造型生产线,最大的铸铁件重达数百公斤。
3)浇注位置上有较大水平面的铸件不宜用湿型生产。浇注位置上铸件有较大水平面时,湿型表层受到剧烈的热作用,会产生膨胀、水分迁移、强度变化及变形等,从而使铸件易产生夹砂、鼠尾缺陷,最好考虑使用其他砂型。
4)造型时间过长或造好型后需长时间等待浇注的砂型不宜用湿型。湿型造型时间过长或放置过久会风干,使砂型表面强度降低,易出现冲砂缺陷。因此,湿型一般应在当天浇注;如需次日浇注,应将造好的上、下半型空合箱,防止水分散失,于次日浇注前开箱、下芯、合箱、浇注。更长的过程应考虑用其他砂型。
(2)易产生扩口变形(弹伸变形)的铸件不宜直接单个铸造 铸件在冷却过程中,由于各部分冷却速度不同引起收缩量不一致,但各部分彼此相连、相互制约,使其几何形状易发生与图样尺寸不符的变形,如图2-29a、b、c所示的半圆形(或弓形)、开口框架类铸件,就最容易产生扩口变形。所谓扩口变形是指柔性结构的铸件的开口自由结构部分口径扩大的变形,主要是由于将这类铸件直接单个铸造时其收缩受阻,导致产生向外张开的弹性变形,如图2-29a中的双点画线、图2-29b中半齿轮铸钢件的D0变成了D1并且半圆边端翘起(见双点画线),就是由于产生了扩口变形。对于图2-29a所示半圆形铸件可改进成两件合并做成整圆铸件(留出切缝量),热处理后,再切成两个半圆铸件,就可防止扩口变形,如图2-29c所示。对图2-29b所示铸件也可设置拉肋(图2-29d中的双点画线就是所设置的拉肋示意图),铸件经热处理后去除拉肋,同样可有效防止扩口变形。
(3)忌用实体模样生产的铸件
1)单件、小批量生产中、大型旋转体铸件,不宜采用实体模样铸造。生产数量少的、直径大于500mm的旋转体铸件,如带轮、飞轮及大齿轮等,为了节省模样材料、制模工时,缩短生产准备时间,不宜采用实体模样铸造,而宜采用刮板造型。刮板是一块和铸件截面形状一致的木板(用以代替模样),将它绕中心轴慢慢旋转,便可刮制出所需要的型腔,如图2-30所示为带轮的刮板造型过程。为防止刮板工作时磨损,可在刮砂面上钉一层薄钢板。为减少刮砂阻力和降低刮砂面表面粗糙度值,刮板的工作边需制成刃口状。
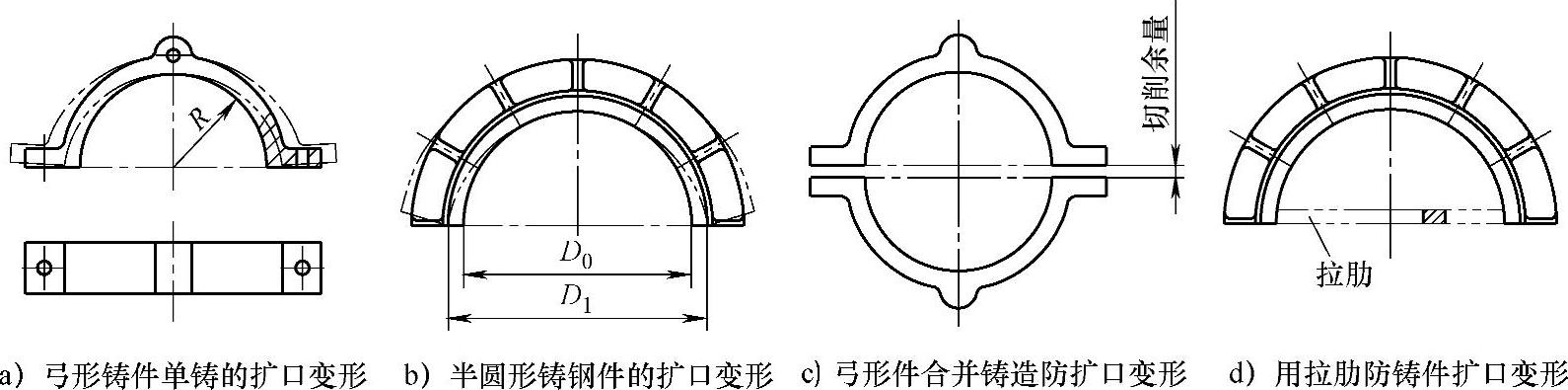
图2-29 铸件的扩口变形及防止的铸造方法
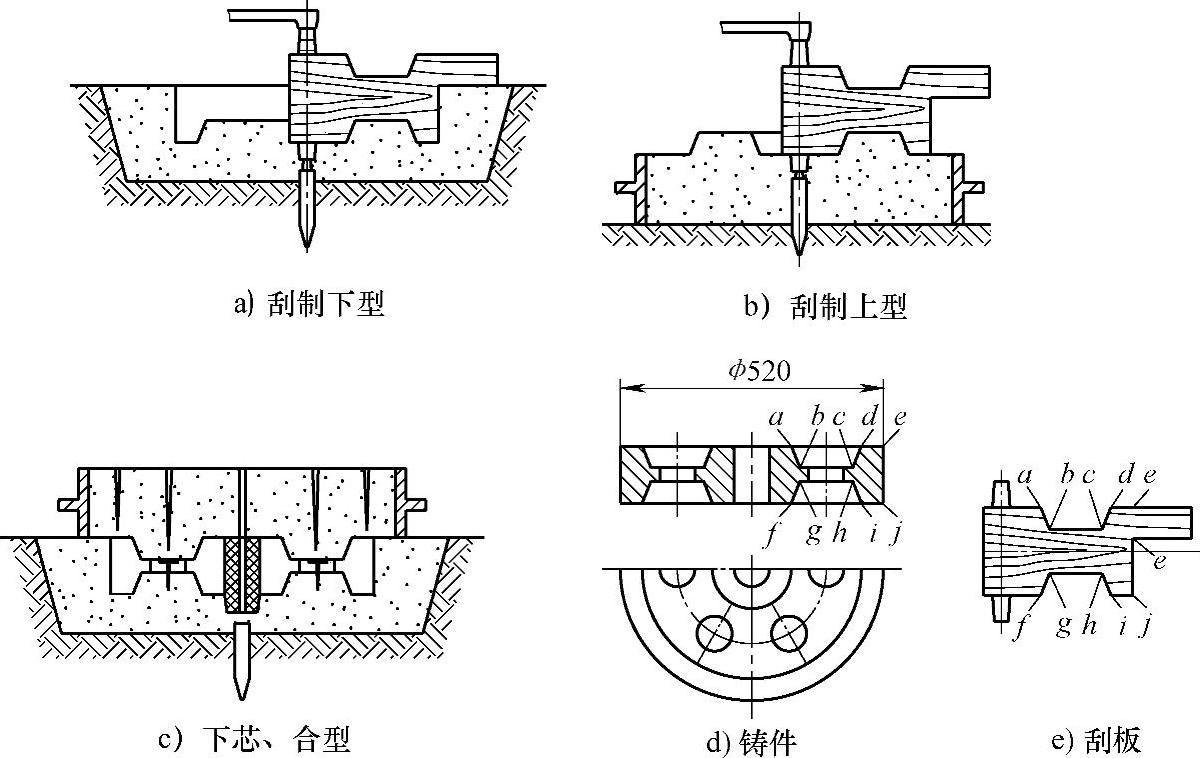
图2-30 带轮的刮板造型
2)单件、小批量生产大型等截面或变截面形状的铸件,不宜采用实体模样铸造。生产数量少而尺寸大的管类铸件,包括直管、弯管或大型涡壳等类等截面或变截面铸件,为了节省模样材料和费用,缩短生产准备时间,不宜采用实体模样铸造,而宜采用导向刮板造型和骨架模造型。导向刮板是沿着特制的导板移动,其导板置于砂型的分型面上,芯头、法兰等凸缘部分仍可放置实体模样成型,但要配成活块。当型砂舂实后,用刮板沿着导板刮出型腔,如图2-31所示。
有些变截面的曲面铸件,如果不能用导向刮板或刮板造型,可采用骨架模造型。骨架模可由一些厚度与铸件壁厚相等的肋条架组成,其轮廓形状与铸件相似,如图2-32所示。骨架模的造型方式如图2-33所示。
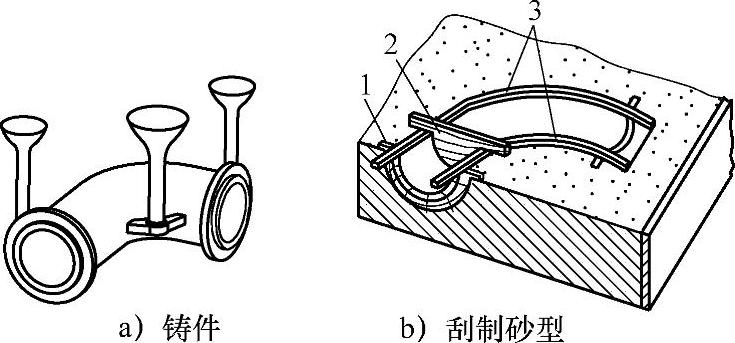
图2-31 导向刮板造型
1—凸缘 2—刮板 3—导板框
(4)大批量生产薄而小的铸件,为节省造型面积和造型材料,不宜采用普通两箱造型 生产批量大的、外形高度较低的薄小铸件时,为了取得良好的效益、不仅要注意尽可能节约材料,提高生产效率,还要考虑作业面积等,通常不宜采用普通两箱造型(见图2-34a),而宜采用如图2-34b所示的叠箱造型。这种造型方法除了最上和最下的砂型外,其余各个砂型的上、下两面都有型腔,并且共用直浇道,既可节省造型场地、造型时间和造型材料,还可减少浇道金属的消耗量,提高金属液的利用率。
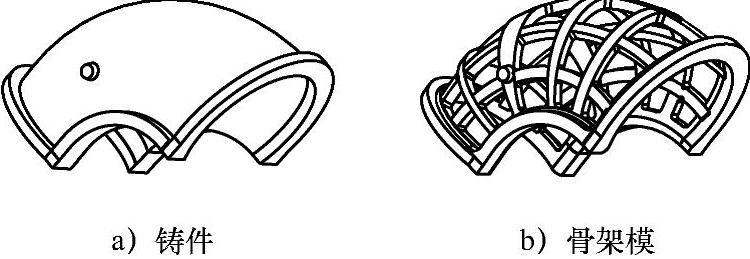
图2-32 骨架模及铸件
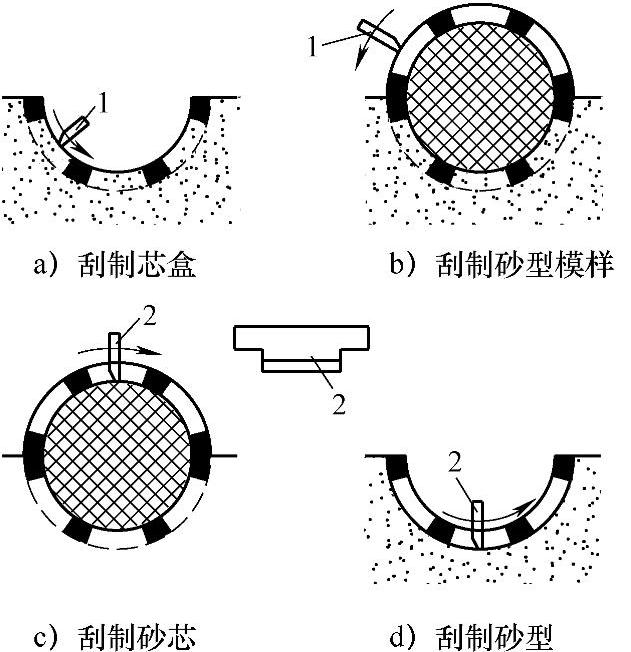
图2-33 骨架模刮板造型方式(https://www.daowen.com)
1—直刮板 2—带有凸肩的刮板
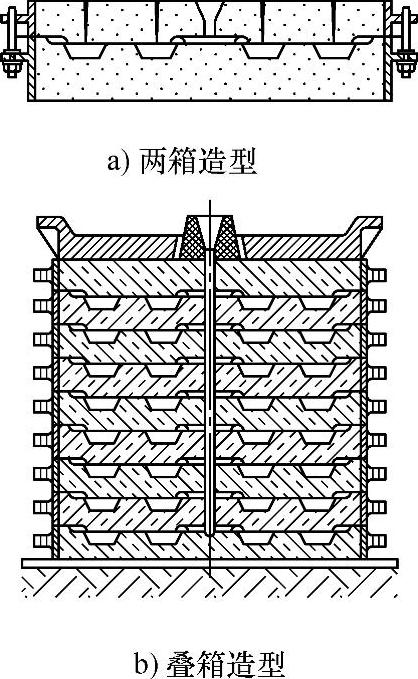
图2-34 大量生产薄而小的铸件的 一种较适宜的造型方法
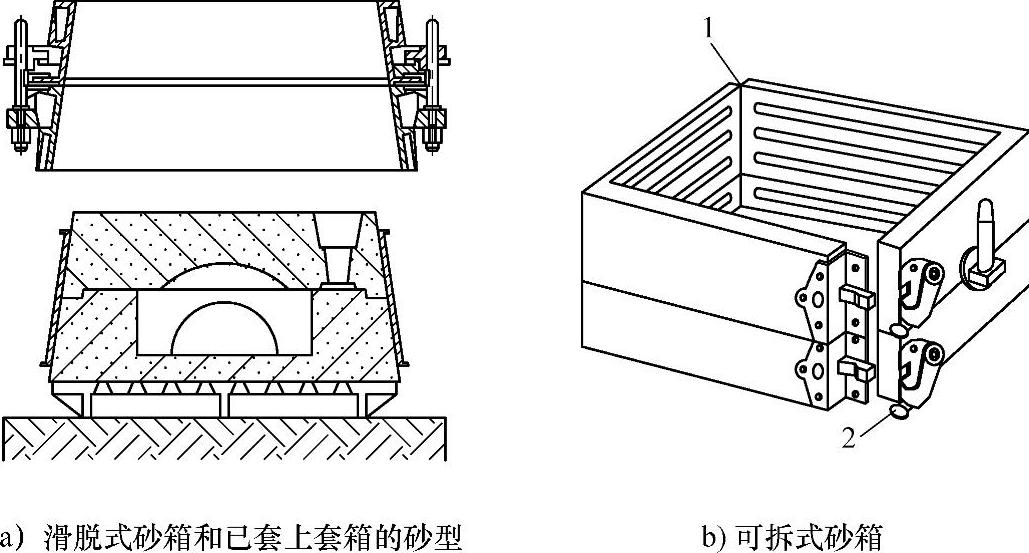
图2-35 脱箱造型
1—铰链的内角 2—开合砂箱用锁扣
(5)中、大型铸件不宜用脱箱造型 脱箱造型适用于湿型批量生产小型铸件,生产效率较高,操作方便灵活,既可用于机器造型的流水线生产,又可用于手工造型。其造型方法之一是用四面内壁具有斜度的滑脱式砂箱(见图2-35a),采用双面模板,在振动式造型机上进行造型。造型时,将上、下砂箱及模板装配好,先造下型,再翻转180°造好上型,接着提起上型,再取出双面模板,合型后就得到图2-35a所示滑脱式砂箱和合好型的砂型(砂型四壁已套上套箱),加上压铁,就可进行浇注;而另一种方式是采用可拆式砂箱(见图2-35b)造型,这种砂箱的内壁无斜度,但常加有凸缘,用以支撑砂型,当造好上、下型并取模、拆走砂箱后,就形成一个无箱的砂型。在浇注前,为防止浇注时砂型损坏造成跑火或型漏(漏箱),必须在砂型间用旧砂填实、舂紧。此法可省去大量砂箱,但不适用于大、中型铸件,因为大、中型铸件所需滑脱式砂箱或可拆式砂箱尺寸太大,造型后,靠工人体力无法进行提起和将砂型进行翻转等操作。
(6)成批生产结构复杂的大、中型铸件不宜采用普通的三箱造型 有些形状复杂的大型铸件,如机床床身,采用普通的三箱造型时,由于中箱较高、空间小,模样的活块及砂芯数量多,使舂砂、修型、下芯、检验都较困难,难以满足造型的工艺和质量要求,在此种情况下,可采用劈箱造型。即把三箱造型的中箱和模样相应部分沿垂直方向劈成几个部分(要注意浇注系统的安置位置),分别造型后,再将各部分砂型组装起来,形成完整铸型,如图2-36所示。采用这种方法虽然模具、砂箱等开始投资高,但可以从节约造型工时、提高产品质量方面得到补偿。
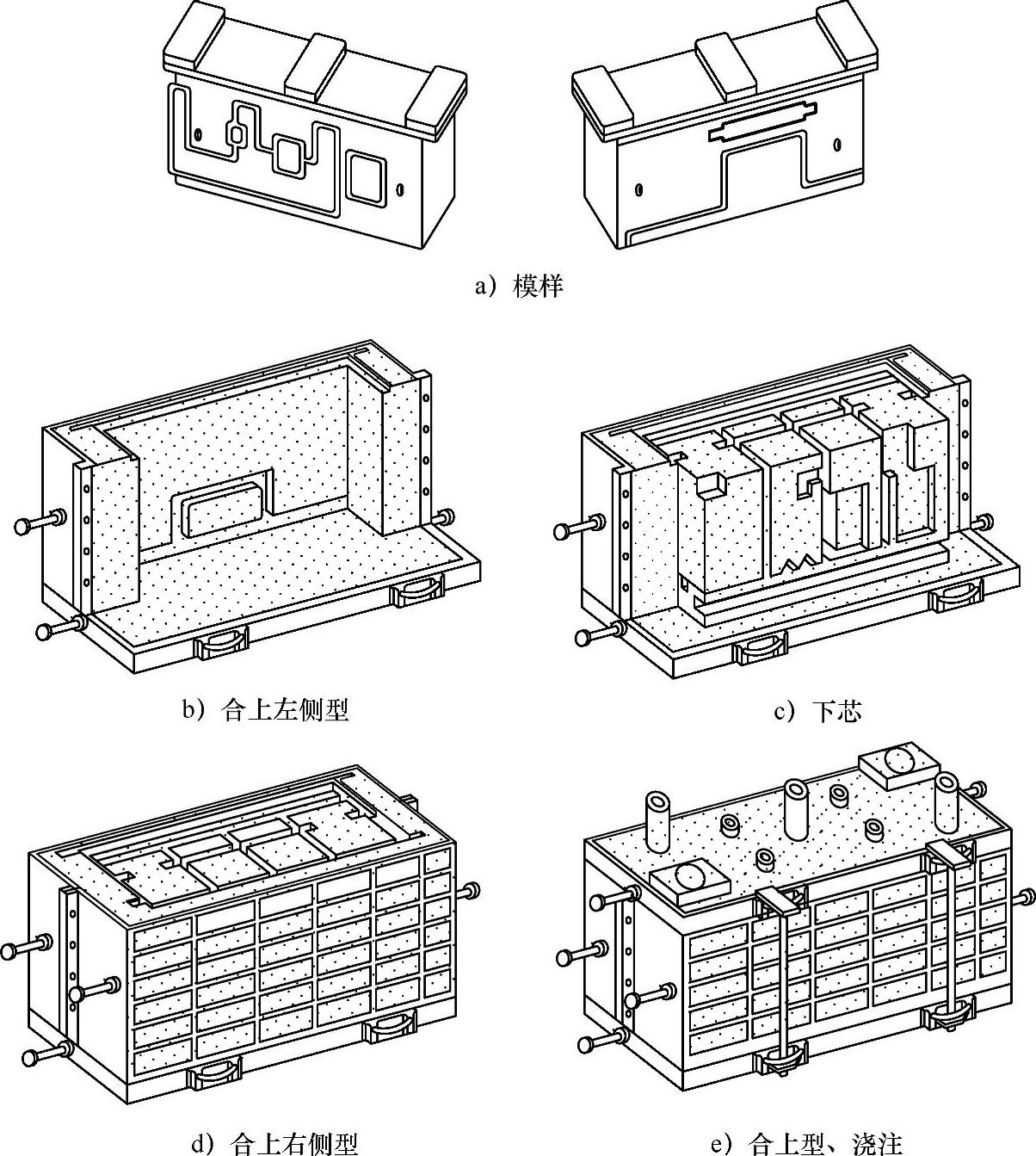
图2-36 劈箱造型
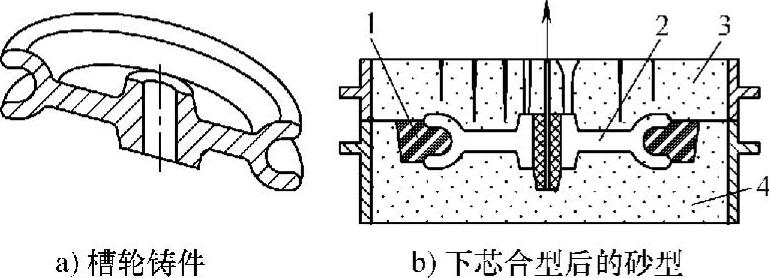
图2-37 槽轮铸件用圆环砂芯代替三箱或活砂造型
1—圆环砂芯 2—型腔 3—上砂型 4—下砂型
(7)单件生产不宜采用增加砂芯数量的造型方法 如图2-37a所示的槽轮铸件,其外圆上有妨碍起模的环形凹槽,单件生产时,若采用如图2-37b所示的增加一个圆环砂芯,可以顺利解决起模问题,但要增加芯盒的制造,很不经济。为此,解决的方法之一是采用三箱造型,如图2-38所示;另一种方法是采用可省去中箱的“活砂”(抽砂)造型。即将妨碍起模的砂型部分制成可以移动的活砂,以便从砂型中起出模样,如图2-39所示。其造型步骤为:
1)一般先制上型。
2)舂制下型前要先制活砂,活砂高度为上、下半模凸点线之间的高度(如果活砂需由侧面取出时,要在活砂下预置抽砂板,活砂上画出定位线)。
3)起模时,先取出下半模,再将下型合放到上型上,夹紧砂箱并翻身,此时活砂已落于下型中,再翻转上型并取出上半模,修完型后,再合型浇注。
此法较费工时,但为单件生产,可省却制芯盒的工作,经济上还是合算的。
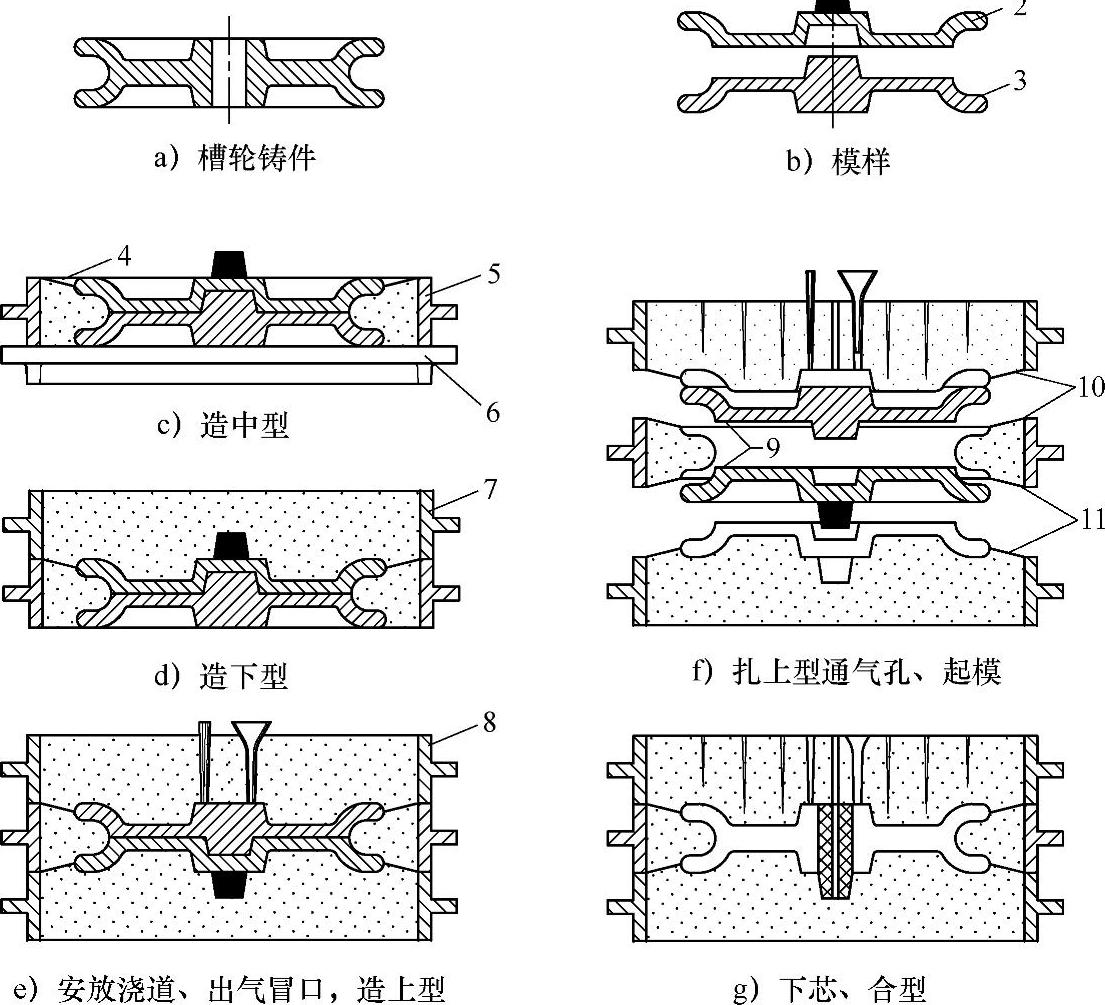
图2-38 槽轮的三箱造型过程示意图
1—芯头 2—下半模 3—上半模 4—挖砂 5—中箱 6—垫板 7—下箱 8—上箱 9—分模面 10—上、中型的分型面 11—中、下型的分型面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






