表2-1 砂型铸造铸件的最小允许壁厚 (单位:mm)

注:1.如有特殊需要,在改善铸造条件的情况下,铸件最小壁厚可适当减小。
2.结构复杂或有耐压要求的铸件,最小壁厚应取上限。
3.最小壁厚是指未加工壁的最小壁厚。
(1)铸件的壁厚不宜小于“最小允许壁厚”零件的某些铸造缺陷,常常和零件结构不合理有关。例如铸件的壁厚就应合理,不宜过薄或过厚。通常铸件的最小允许壁厚和铸造合金的流动性密切相关。在一般生产条件下,几种常用的铸造合金在砂型铸造时,铸件允许的最小壁厚见表2-1。如果所设计铸件的壁厚明显小于最小允许壁厚,则容易产生浇不到、冷隔等缺陷。图2-17a所示大而薄的平板铸件,既难以在浇注时被金属液充满,易产生浇不到、冷隔缺陷;同时距浇口不远处,由于冷凝过程中得不到金属液补给,有可能产生缩松缺陷。改成在大而薄的平板上加肋(见图2-17b)或将平板改成上表面逐渐增厚的楔形板(见图2-17c),则可防止或基本克服有可能产生的上述缺陷。
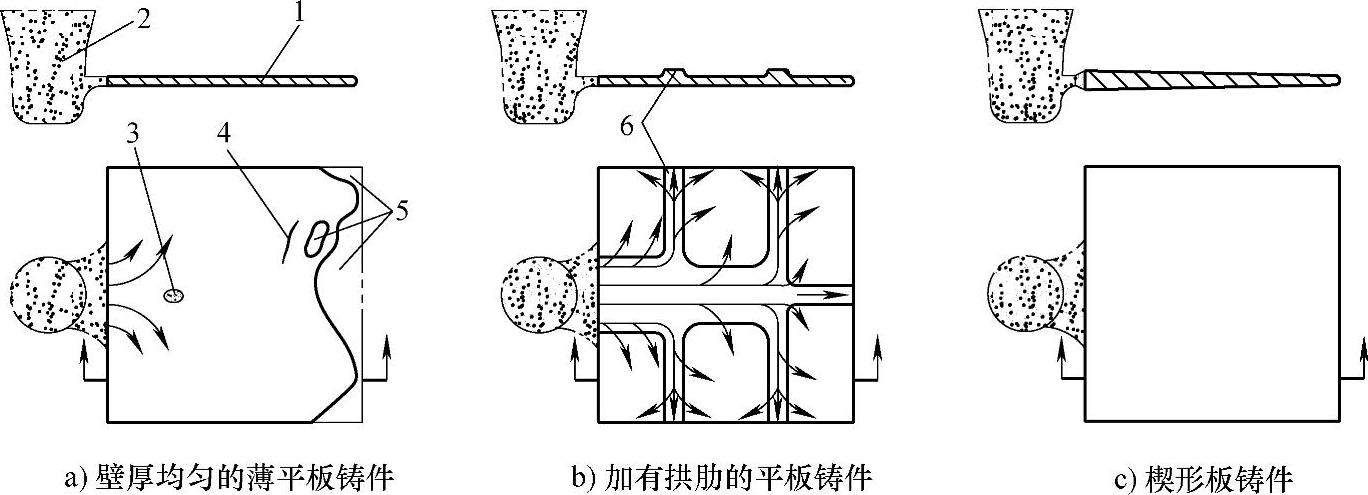
图2-17 防止大而薄的平板铸件出现缺陷的铸件结构
1—薄平板铸件 2—具有冒口补缩作用的浇口 3—缩松 4—冷隔 5—浇不到 6—拱肋(https://www.daowen.com)
(2)铸件内壁厚度不宜大于或等于其外壁厚度 图2-18a所示阀体铸件,a为外壁,b为内壁,铸件内壁和肋等散热条件差,为使内外壁均匀冷却,减少热应力,防止裂纹等铸造缺陷,应使铸件内壁和肋等的厚度比外壁小些(见图2-18b)。一般来说,外壁厚度应该大于内壁,内壁大于肋。对铸铁件、铸铝件其内壁应较外壁薄10%~20%;对铸钢件应薄20%~30%;对铸铜件应薄15%~20%。
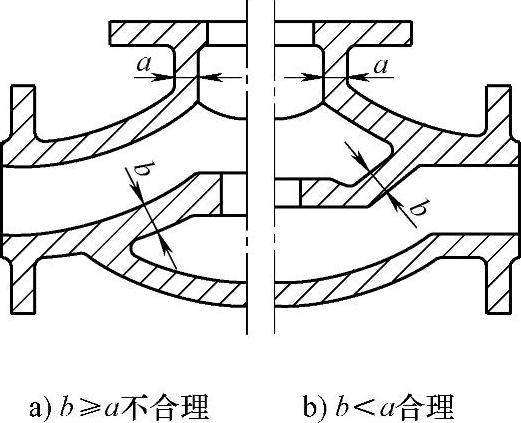
图2-18 阀体铸件的内、外壁厚及其改进示意图
(3)铸件壁不宜过厚 由合金凝固理论可知:壁过厚的铸件其截面中心组织粗大,常出现缩孔、缩松、偏析、球化衰退等缺陷,导致铸件的力学性能降低。由此可知,各种铸造合金均具有最大临界壁厚,铸件壁厚超过该临界值以后,铸件的力学性能并不按比例随着铸件壁厚的递增而增加,而是显著地下降。因此,铸件设计时不应单纯以增加铸件壁厚来提高铸件强度。为保证铸件的强度和刚度,又要避免过大的截面,一般可根据铸件受力大小和载荷性质,将铸件截面设计成“T”字形、“工”字形、槽形和箱形等结构,或对受力铸件增设加强肋而不是单纯用增加壁厚的方法来增加铸件的强度(见图2-19)。在实际生产中,砂型铸造各种铸造合金铸件的最大临界壁厚约为其最小壁厚的三倍。
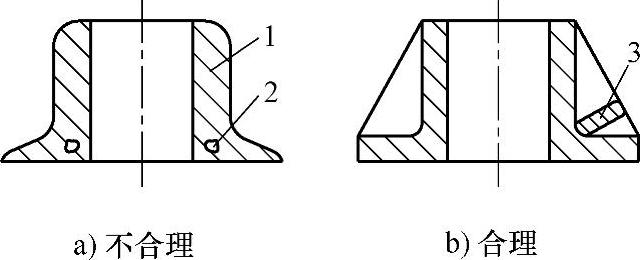
图2-19 采用加强肋减小铸件厚度
1—铸件 2—缩孔 3—加强肋
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





