【摘要】:芯1连成一体,变成一个砂芯,有三个芯头,避免了原设计中砂芯难以固定、排气和清理问题。如图2-13a所示圆柱形夹层水套铸件,其环形水套空腔只有两个小直径的进出水孔相通,铸造时形成空腔的砂芯需用芯撑来支承和固定,其排气和清理都很困难,成品率极低。在不影响铸件使用性能的前提下,将其改为图2-13b所示结构,即在铸件底部增设多个工艺孔,这样使砂芯的安放、排气和清理方便,简化了铸造工艺。
(1)尽量避免容易形成悬臂砂芯的铸件结构图2-12a所示是轴承支架铸件的原结构。2号砂芯呈悬臂式,需用芯撑固定;改进后(见图2-12b),悬臂砂芯2和轴孔砂。芯1连成一体,变成一个砂芯,有三个芯头,避免了原设计中砂芯难以固定、排气和清理问题。
(2)薄壁件和要承受气压或液压的铸件不宜使用芯撑 薄壁件和要承受气压或液压的铸件,不希望使用芯撑,因为很难与铸件熔合成为一体,无法保证铸件质量。如图2-13a所示圆柱形夹层水套铸件,其环形水套空腔只有两个小直径的进出水孔相通,铸造时形成空腔的砂芯需用芯撑来支承和固定,其排气和清理都很困难,成品率极低。在不影响铸件使用性能的前提下,将其改为图2-13b所示结构,即在铸件底部增设多个工艺孔,这样使砂芯的安放、排气和清理方便,简化了铸造工艺。铸件上增设的工艺孔可在机械加工时用螺钉或柱塞封住,如为铸钢件,也可用钢板焊死,以满足使用要求。这样的铸件,如果能将水套由整体结构剖分成两件分开铸造,再进行组装(见图2-13c),将大大简化铸造工艺,并显著降低铸造难度。
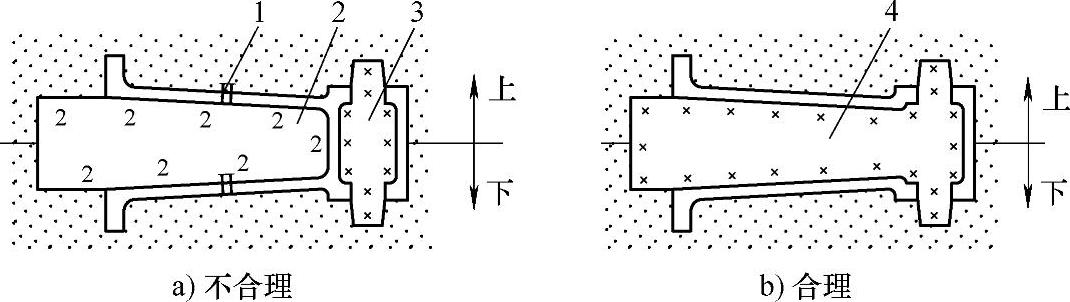
图2-12 轴承支架的结构及其改进
1—芯撑 2—2号砂芯 3—1号砂芯 4—整体砂芯(www.daowen.com)
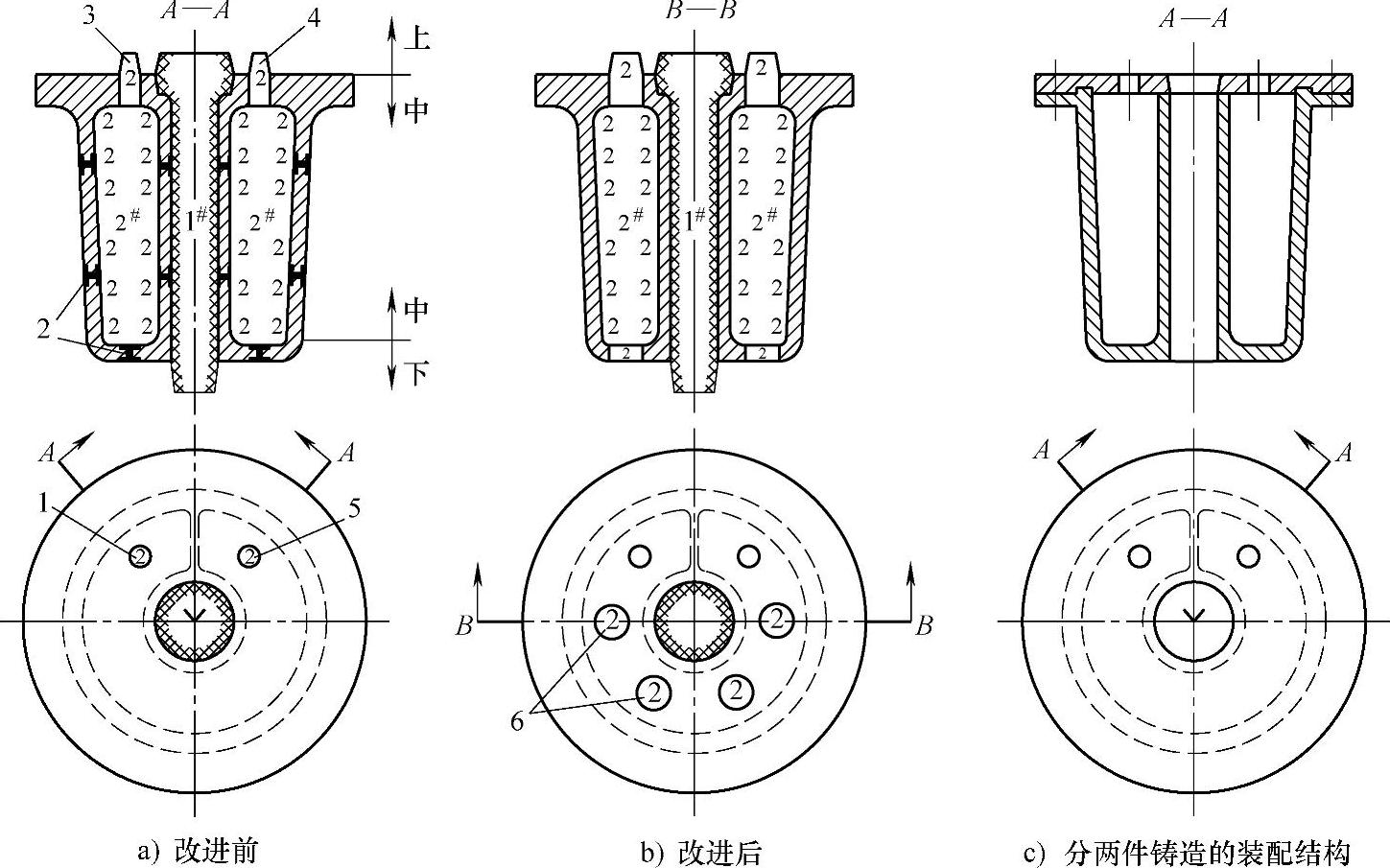
图2-13 水套铸件结构及其改进
1—进水孔 2—芯撑 3—进水孔芯头 4—出水孔芯头 5—出水孔 6—工艺孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







