【摘要】:能使铸件结构满足使用要求的前提下,不宜导致不必要的砂芯 采用砂芯,既增加制造芯盒和制芯的工作量,也增加了下芯、清理等劳动量,最终使铸件生产成本增加。因此,在审查铸件结构及制定生产工艺时,应尽量避免使用砂芯。这样,只需要三个砂芯,工艺、工装都大为简化,生产铸件的成本也降低。图2-7 减少砂芯数量的铸件结构
(1)能使铸件结构满足使用要求的前提下,不宜导致不必要的砂芯 采用砂芯,既增加制造芯盒和制芯的工作量,也增加了下芯、清理等劳动量,最终使铸件生产成本增加。因此,在审查铸件结构及制定生产工艺时,应尽量避免使用砂芯。图2-5a所示悬臂支架的原设计结构形状,必须采用难以固定的悬臂砂芯;如果改进成图2-5b所示结构形状,就可省去砂芯。图2-6a所示铸件其内腔必须用砂芯才能铸出;如果改进成图2-6b所示的内腔结构,其H/D<1,就可不用砂芯而用砂垛(自带砂芯)直接铸出。
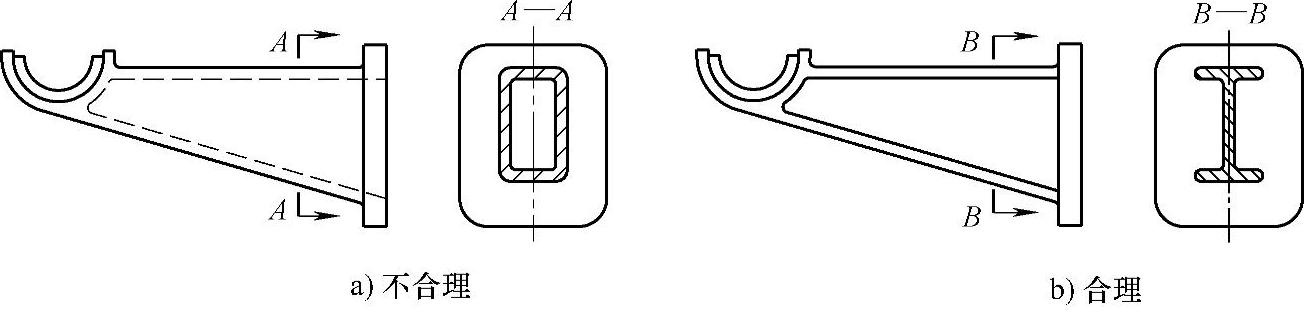
图2-5 悬臂托架及其改进
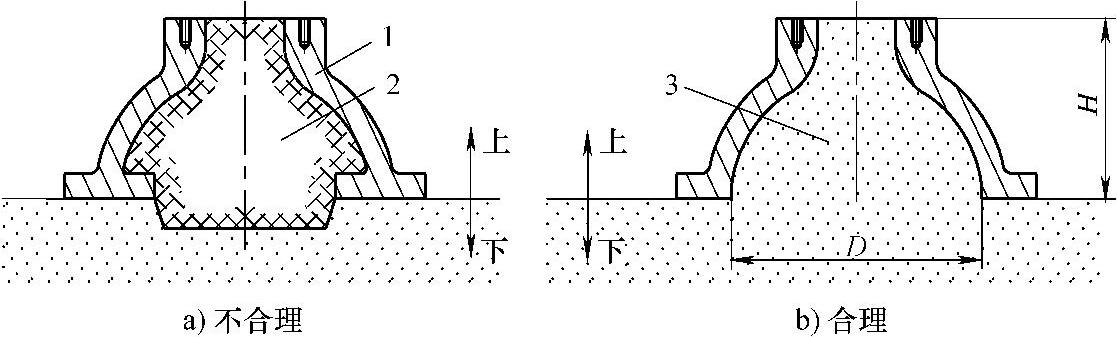
图2-6 罩盖铸件及其改进(www.daowen.com)
l铸件 2砂芯3 白带砂芯
(2)铸件内腔结构不宜导致砂芯数量过度 增多和使制芯闲难 图2—7a所示是原设计的机 壳零件的结构和铸造工艺方案。该机壳内腔设计有三条加强肋(其中一条呈圆筒形),从机壳中心伸出,按相隔120°配置。铸造时为了确保两个内部砂芯稳定,最经济、实用的分型面位于小凸缘(法兰)的表面(见图2-7a的右侧上图)。这需要六个砂芯,不仅组装复杂,要求高,成本也高;如果改进成为图2-7b所示,分型面改在机壳的中线;凸起部安置在砂型的上半型,与分型面成直角;把三条加强肋改为四条(其中一条呈圆筒形),按相隔90°配置;并修改了12个上螺栓的外壁凸台形状,使模样能从砂型直接拔出。这样,只需要三个砂芯,工艺、工装都大为简化,生产铸件的成本也降低。
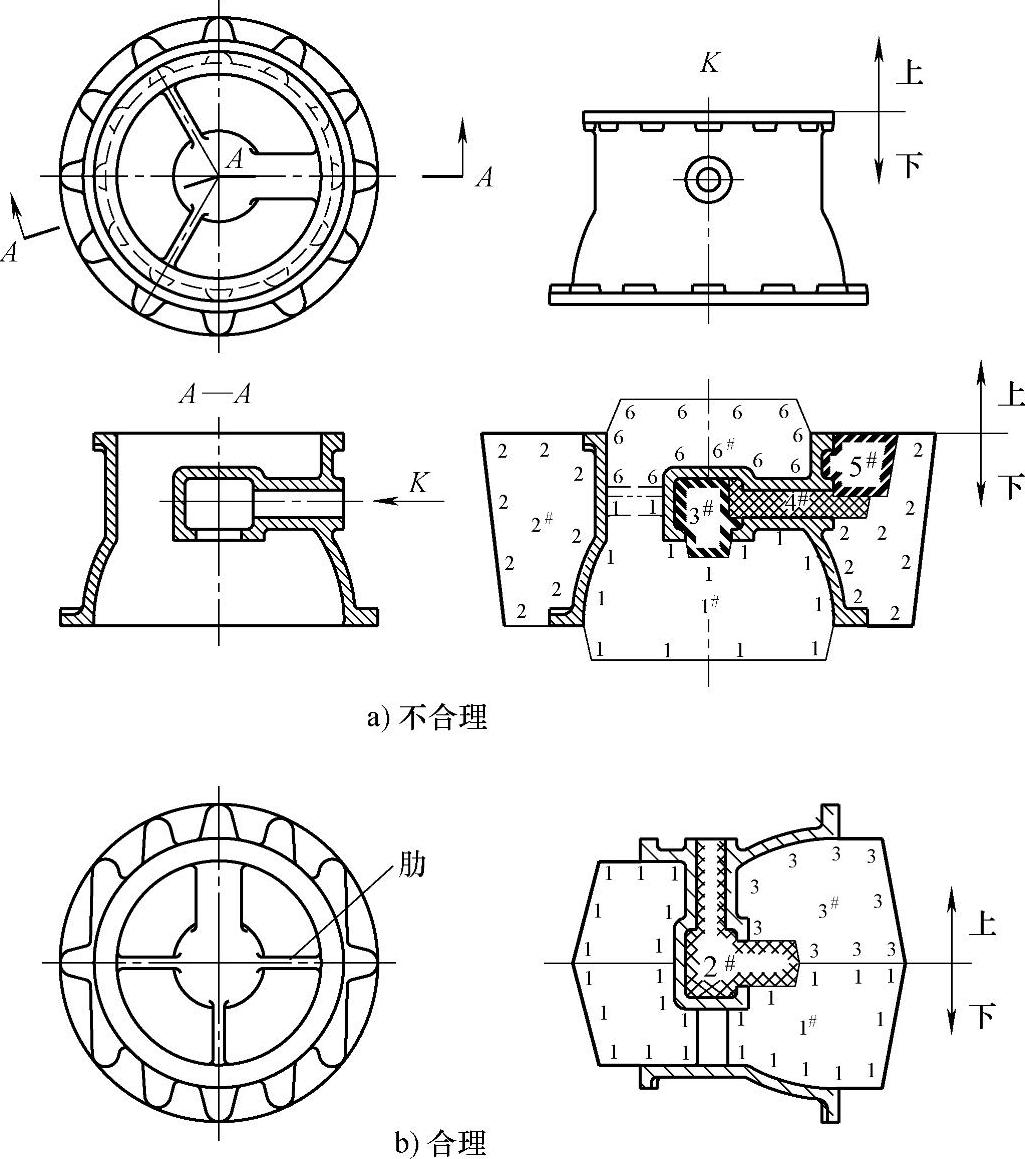
图2-7 减少砂芯数量的铸件结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章






