(1)用作铸造型(芯)砂原砂的镁橄榄石砂中,其铁橄榄石的含量不宜过高 用作铸造型砂原砂的橄榄石砂主要是镁橄榄石(Mg2SiO4)与铁橄榄石(Fe2SiO4)的固溶矿物(Mg、Fe)2SiO4。镁橄榄石中含MgO57.1%、SiO242.9%,熔点为1890℃;铁橄榄石中含FeO70.6%、SiO229.4%,熔点为1205℃。图1-76所示是镁橄榄石和铁橄榄石的平衡图,可见,随着铁橄榄石组分的增加,也就是FeO含量的增加,其熔点下降。作为铸造型(芯)砂用原砂的橄榄石砂中,常含有5%~10%(质量分数)的铁橄榄石等成分,使该砂的熔点降为1600~1760℃。铁橄榄石含量过多,会更大降低其熔点,将不适合用作浇注温度高的铸钢件型(芯)砂的原砂,因此,铁橄榄石含量不宜过高。美国铸钢工作者协会规定,铸造用橄榄石,其纯镁橄榄石的最低含量为80%。
(2)用作铸造型(芯)砂原砂的橄榄石砂的灼烧减量不宜太高 制备以镁橄榄石砂为原砂的型(芯)砂时,要严格控制橄榄石砂中的灼烧减量,因为橄榄石砂中的水化产物,如蛇纹石、绿泥石、蛭石、云母、滑石等和碳酸盐等杂质在浇注过程中易分解出气体,导致铸件产生气孔。通常橄榄石砂的灼烧减量不宜超过3%,如果灼烧减量太高或长久存放的橄榄石砂,在使用之前都必须经900~1000℃煅烧。
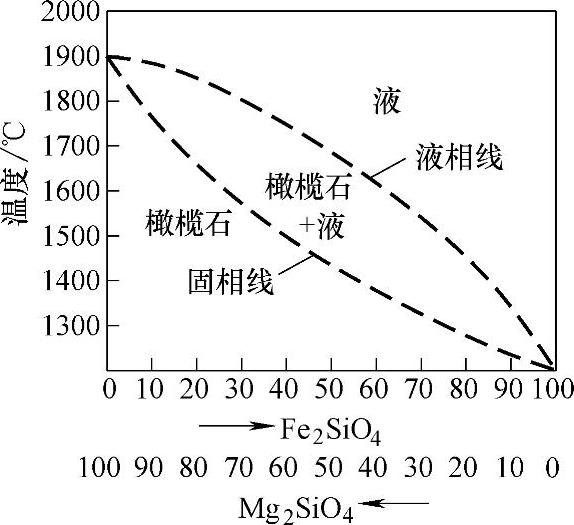
图1-76 Mg2SiO4-Fe2SiO4平衡图
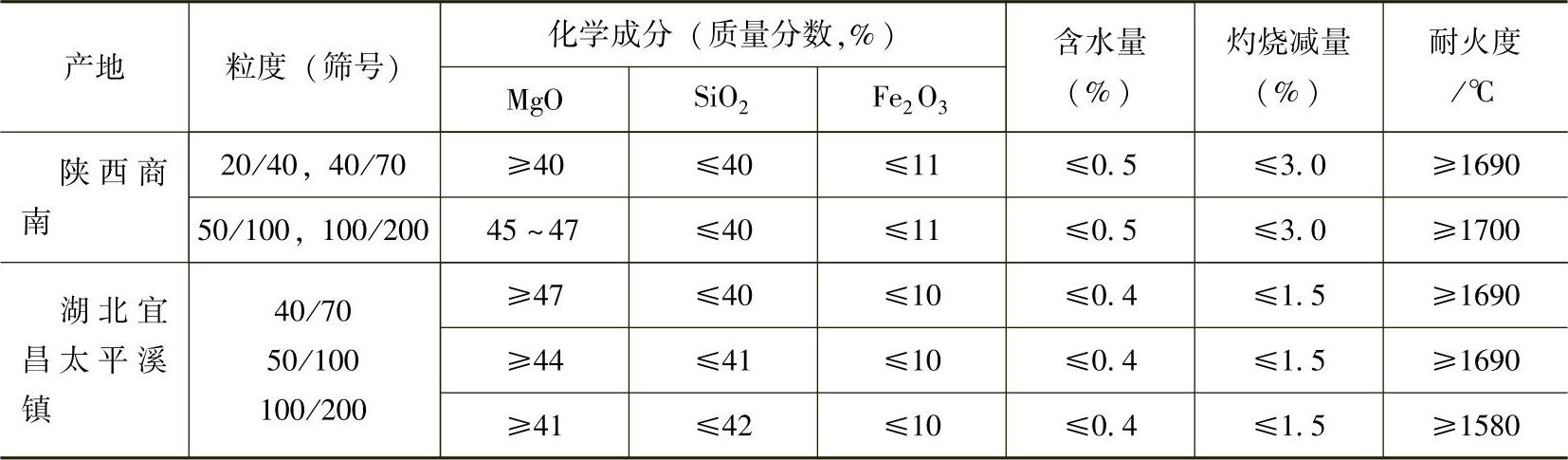
(3)选用橄榄石砂作型(芯)砂原砂时,不可不知我国橄榄石砂的技术指标 根据我国机械行业标准JB/T 6985—1993《铸造用镁橄榄石砂》规定,镁橄榄石砂按其物化性能分为三级,见表1-64;按其粒度分为五级,见表1-65。而我国主要镁橄榄石的技术指标见表1-66。
表1-64 镁橄榄石砂按物化性能分级
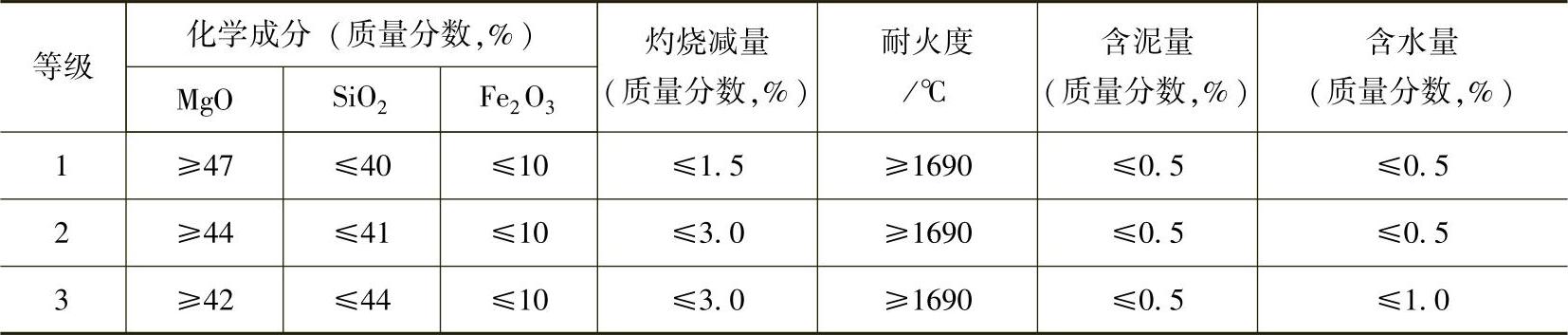
表1-65 镁橄榄石砂按粒度分级(www.daowen.com)
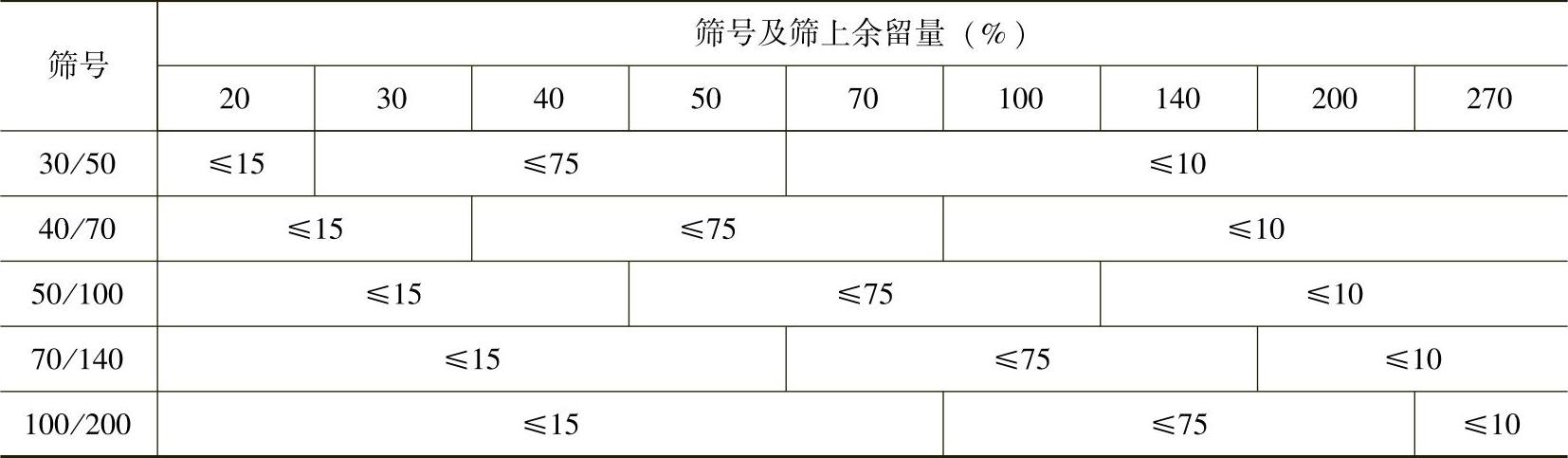
表1-66 国产镁橄榄石砂的技术指标
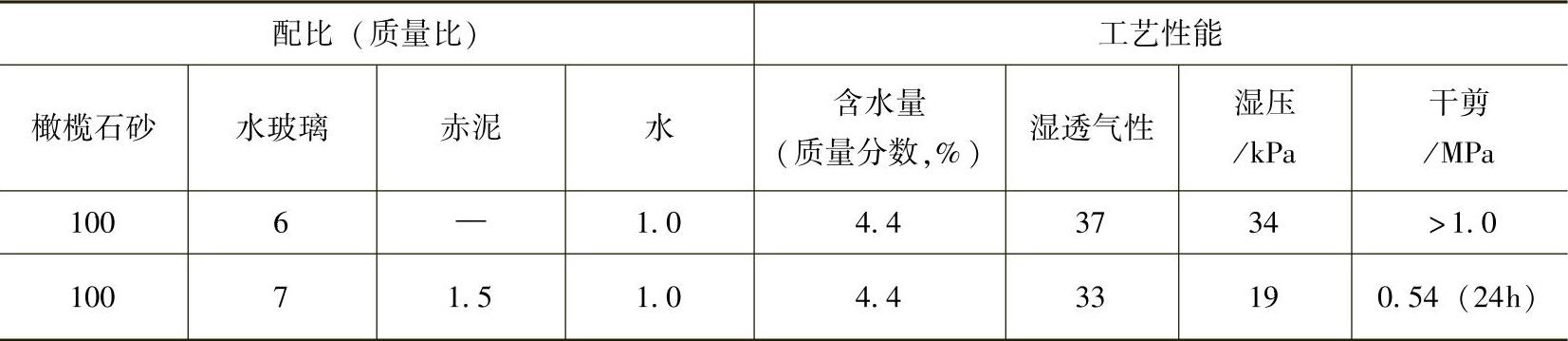
(4)不可忽视用橄榄石砂作原砂配制型(芯)砂的主要用途及其较典型的配方 橄榄石砂热膨胀值比硅砂低,其膨胀缓慢、均匀,无相变;它不会与铁和锰的氧化物反应,具有较强的抗金属氧化物侵蚀的能力;它与钢液接触时,其颗粒表面易熔化、烧结,形成致密层,可防止铸件粘砂及毛刺、脉纹等缺陷。通常可用它来配制中型铸钢件,特别是高锰钢铸件的面砂。V法生产高锰钢铸件的炉箅、道叉等,国内外也多采用橄榄石砂。表1-67是以橄榄石砂为原砂的型(芯)砂配方举例。
表1-67 橄榄石砂型(芯)砂的配方及性能举例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





