(1)在合脂砂的配方中,通常不可不加入能提高合脂砂湿强度的附加物 合脂砂的湿强度比油砂还低,一般只有2.0~3.5kPa,不能满足制芯的要求。为提高湿强度,一般也是加入膨润土、含泥量高的天然粘土砂(一般用含泥量10%~20%、粒度100/200、140/270的红砂)、糊精或纸浆废液等。加入膨润土时,与植物油砂一样,随膨润土加入量增多,合脂砂湿态强度增加,但干拉强度显著下降,通常膨润土的加入量控制为砂质量的1%~2%;加入糊精或纸浆废液,不仅可提高湿态强度,同时也提高干拉强度,如图1-69及图1-70所示。糊精的加入量,一般为砂质量的1.0%~1.5%;纸浆废液的加入量,一般为砂质量的3%左右,纸浆废液吸湿性较大,比较适用于干燥地区。合脂砂中,随着糊精、膨润土的加入,合脂砂中还应加入砂质量2%~3%的水。但水的加入量不宜多,如果超出糊精、膨润土所需的润湿量,将使合脂砂的湿压强度和干拉强度降低。
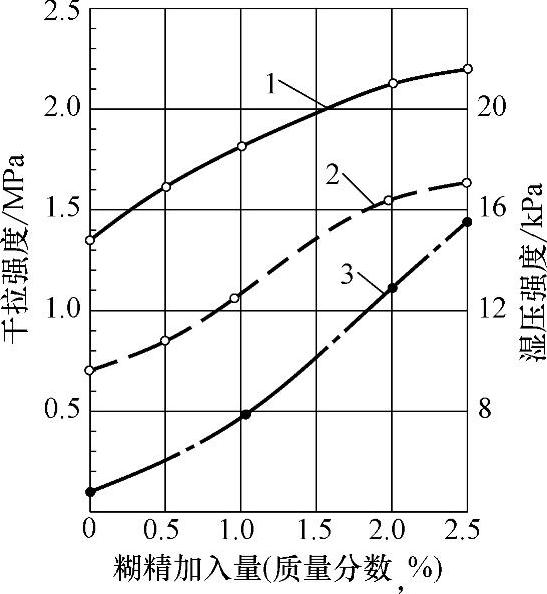
图1-69 糊精对合脂砂强度的影响
1─配方1的干拉强度 2─配方2的干拉强度 3─配方2的湿压强度
注:合脂砂配方:1.硅砂100、合脂4%、糊精按图中规定;
2.硅砂100、合脂4%、膨润土2%、糊精按图中规定。烘干工艺:220℃,30min。
(2)采用合脂砂时,对待某些较复杂的砂芯,不可不设法改善所使用合脂砂的流动性 合脂粘度大,所配制的合脂砂其流动性远比植物油砂差,制芯时,砂芯拐角和深凹处不易紧实,有时会产生蜂窝状孔洞,当大批量流水作业制造形状较复杂砂芯时,此问题更为突出。为此,可采取以下措施来改善其流动性:
1)降低合脂粘结剂的粘度,正确控制稀释比例,不可太黏。如果使用200号汽油,其稀释比例与用煤油相同时,合脂粘结剂的粘度可降低20%左右。
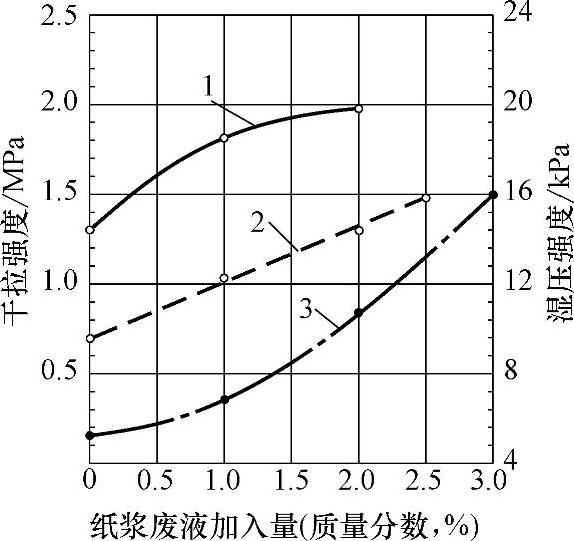
图1-70 纸浆废液对合脂砂强度的影响
1—配方1的干拉强度 2—配方2的干拉强度 3—配方2的湿压强度
注:合脂砂配方:1.硅砂100、合脂粘结剂4%、纸浆废液按图中规定; 2.硅砂100、合脂粘结剂4%、膨润土2%、纸浆废液按图中规定。 烘干工艺:220℃,30min。
2)在合脂砂中加入少量植物油,例如0.2%~1.0%(砂的质量分数)的亚麻籽油,有明显效果。
3)在确保合脂砂具有砂芯所需最低干拉强度的前提下,尽可能减少合脂粘结剂的加入量。
4)适度控制粉状及水溶性附加物的加入量。因为湿强度提高了,流动性必然下降,所以这类附加物在满足生产要求前提下,应尽量少加。
5)选用粒形较圆、粒度分布较均匀、含微粉少的硅砂。(https://www.daowen.com)
(3)不可不采取一些措施来减少和抑制用合脂砂制造的砂芯出现蠕变问题 合脂砂湿强度低,合脂粘结剂在常温下粘度大,配制出的合脂砂流动性差,制芯时不易紧实;加上合脂粘结剂的粘度随温度升高急剧降低(见图1-71),因此,合脂砂在湿态和烘干过程中易发生蠕变,即逐渐往下沉。在冬天,合脂粘结剂变得更加粘稠,蠕变现象就更为严重,个别工厂曾遇到过烘烤的砂芯,从烘炉取出时,已全部坍塌。为减少蠕变,可采取以下措施:
1)在合脂砂中加入糊精等附加物,提高其湿态强度和表面风干硬化能力,以抵抗蠕变。在冬天,尽管由于合脂粘结剂比较粘稠,湿态强度可能偏高,这时不要轻易减少附加物的加入量。
2)增加砂芯中的芯骨和改善芯骨结构形状,以加强砂芯本身抵抗变形的能力。
3)制芯时尽量舂紧,使砂粒紧密接触,以增加砂粒间移动的阻力。
4)尽可能采用成型烘干器或砂垛烘芯,以加强对砂芯的支撑。对高大砂芯尽可能躺倒放,以减少自重产生的压力,并且增加与烘板的接触面积。
5)搬运湿态砂芯时,要轻拿轻放,避免受振动。
6)烘烤砂芯时,采取高温入炉,急速加热,以使砂芯表面尽快硬化。
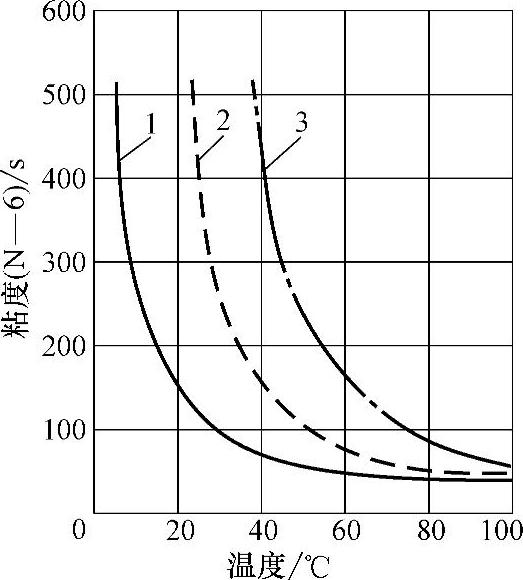
图1-71 合脂粘度与温度的关系
1—合脂︰煤油的稀释比=10∶10 2—合脂︰煤油的稀释比=10∶7 3—合脂︰煤油的稀释比=10∶5
(4)不可忽视合脂砂曾在某些工厂使用过的一些成功配方 曾经在汽车厂、柴油机厂及其他单位广泛采用过的部分合脂砂配方及性能见表1-47。现在这些厂的铸件用砂芯:大量生产部分大都被壳法、热(温)芯盒法、冷芯盒法所取代;单件小批量生产部分多被自硬树脂砂取代,真正用合脂砂生产的工厂已为数很少,但人们为取代植物油所进行的辛勤劳动和作出的富有创造性的成果还是值得借鉴和学习的。
表1-47 部分合脂砂的配比和性能

(5)不可不注意合脂砂的合理混制工艺 合脂砂的混制工艺与植物油砂基本类似,只是混砂时间稍长一些,这是因为合脂砂的合脂粘结剂的粘度较大的缘故。但混砂时间又不宜太长,否则将使流动性降低。在冬季若气温过低,可先将合脂粘结剂加热后再加入砂内。典型的混制工艺是:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





