【摘要】:不可忽视用水玻璃砂型(芯)生产铸铁件时,易引起铸铁件粘砂 用水玻璃砂型(芯)浇注铸铁件时,常产生严重粘砂,这限制了水玻璃砂在铸铁件上的应用。水玻璃砂中的硅酸钠等与铁液在浇注时产生的铁的氧化物会形成低熔点的硅酸盐。
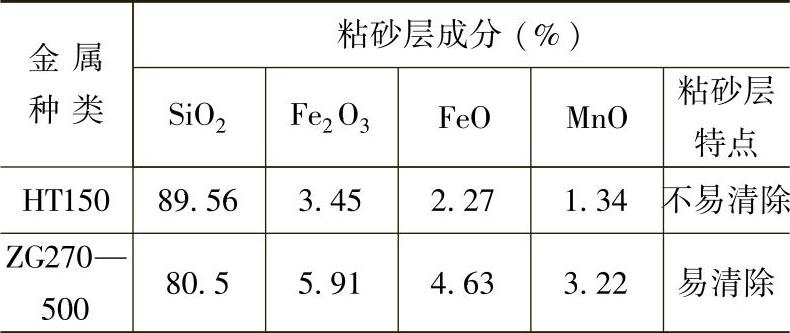
(1)不可忽视用水玻璃砂型(芯)生产铸铁件时,易引起铸铁件粘砂 用水玻璃砂型(芯)浇注铸铁件时,常产生严重粘砂,这限制了水玻璃砂在铸铁件上的应用。而将水玻璃砂用于一般中小铸钢件时,只要选用的硅砂粒度较细、二氧化硅含量较高,舂的紧实,通常可获得表面光洁的铸钢件。为什么会出现这种不同的结果呢?水玻璃砂出现的粘砂往往是机械粘砂与化学粘砂并存。水玻璃砂中的硅酸钠等与铁液在浇注时产生的铁的氧化物会形成低熔点的硅酸盐。如果这种化合物中含有较多易熔性非晶态的玻璃体,则这层玻璃体与铸件表面结合力就很小,而且收缩系数与铸铁件也不相同,它们之间就会有较大应力,易于从铸件表面清除,不产生粘砂。如果在铸件表面形成的化合物中SiO2含量高,氧化亚铁(FeO)、氧化锰(MnO)等含量少,它的凝固组织基本上具有晶体结构,会与铸件牢固地结合在一起,就产生粘砂。对铸钢件、铸铁件表面粘砂层的分析(见表1-18)表明,铸钢件由于浇注温度高,钢液表面易氧化,粘砂层中氧化铁、氧化锰等含量高,粘砂层易于清除;而铸铁件浇注温度低,铁、锰等不易氧化,粘砂层是晶体结构,粘砂层就不易清除,也就会产生严重粘砂。
表1-18 粘砂层的成分
 (www.daowen.com)
(www.daowen.com)
(2)不可忽视优质硅砂用水玻璃作粘结剂生产厚大铸钢件时,也会产生较严重的粘砂 这是由于厚大铸钢件的钢液对砂型(芯)的热作用既强烈,作用时间又长,使水玻璃砂严重烧结,引起型腔表面孔隙增大,从而钢液易浸入孔隙中,造成较严重粘砂。为了防止粘砂,应在砂型的型腔和砂芯表面刷优质涂料,甚至采用特种砂取代硅砂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





