【摘要】:干型(芯)砂不宜用于铸件的大批量生产 干型(芯)砂是以铸造用粘土和膨润土作粘结剂的一种需经烘干才可浇注金属液的砂型(芯)用型(芯)砂。图1-23 加料顺序对湿型砂混制效果的影响1—先加干料 2—先加砂和水混匀表干型砂不宜用于生产中、大型铸钢件 表干型砂是采用粗砂,以活化膨润土作粘结剂的一种只需烘干砂型表面就可直接进行浇注用的型砂。
(1)干型(芯)砂不宜用于铸件的大批量生产 干型(芯)砂是以铸造用粘土和膨润土作粘结剂的一种需经烘干才可浇注金属液的砂型(芯)用型(芯)砂。由于干砂型(芯)都需经过烘干,需要专门的烘干设备,生产周期长,耗能高,效率低,劳动条件差,不易实现机械化,因此不宜用于铸件的大批量生产。当前,这一工艺大都已被化学粘结剂(树脂或改性水玻璃)砂所取代。
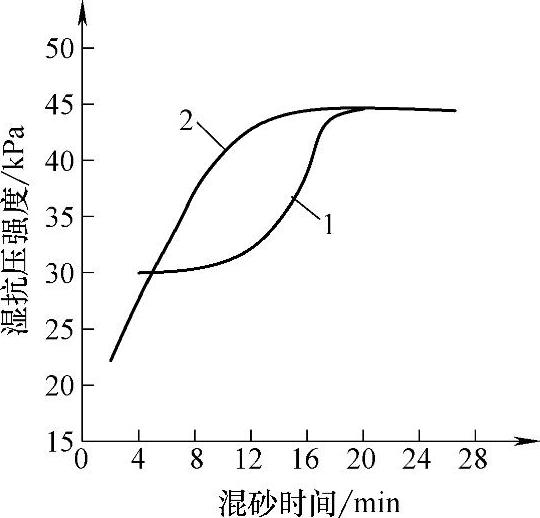
图1-23 加料顺序对湿型砂混制效果的影响(www.daowen.com)
1—先加干料 2—先加砂和水混匀
(2)表干型砂不宜用于生产中、大型铸钢件 表干型砂是采用粗砂,以活化膨润土作粘结剂的一种只需烘干砂型表面就可直接进行浇注用的型砂。它是将造好的砂型涂敷涂料后,用喷灯或柴油喷枪烘干砂型型腔表面(操作时要注意温度均匀,不宜集中和过急),然后浇注金属液而获得铸件。与采用干型砂相比,由于只采用表面干燥,可节省烘炉,节约燃料和电力,缩短生产周期,改善劳动环境和劳动条件,因此曾获得推广。它基本上还是保持了湿型砂的优点,但因经过了表面烘干,其表面比湿型表面的强度高,而表层的含水量又远比湿型砂低。另外,普通干型的干燥层通常在80mm以上,而表干型的干燥层一般只有5~10mm(以涂料层烘透为宜),而且表干型砂的干强度远低于干型(芯)砂,难以承受高温钢液大的压力和冲击力,因此不宜用于生产中、大型铸钢件,但却可用于生产中、大型铸铁件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章







