【摘要】:通过观察可以发现,随着下模向上运动行程的不断加大,浆料在水平方向的流动长度不断加长。对零件Nr.6,当下模运动到行程43mm时,零件的法兰部分已经完全充满。在零件Nr.4的法兰中可以发现明显的裂纹,相比之下,零件Nr.5的法兰更圆整和光滑。通过与前面使用平模进行工步挤压所得的结果比较,可以认为,使用带有16°角的锻模进行工步挤压所得到零件法兰的质量明显要好。
图8-4所示为用带有16°角的锻模进行工步挤压的模型。在此模型中,下模运动速度均为77mm/s,下模的运动行程位置分别为22mm、12mm和6mm,所得到的三个零件编号分别为Nr.4、Nr.5和Nr.6。
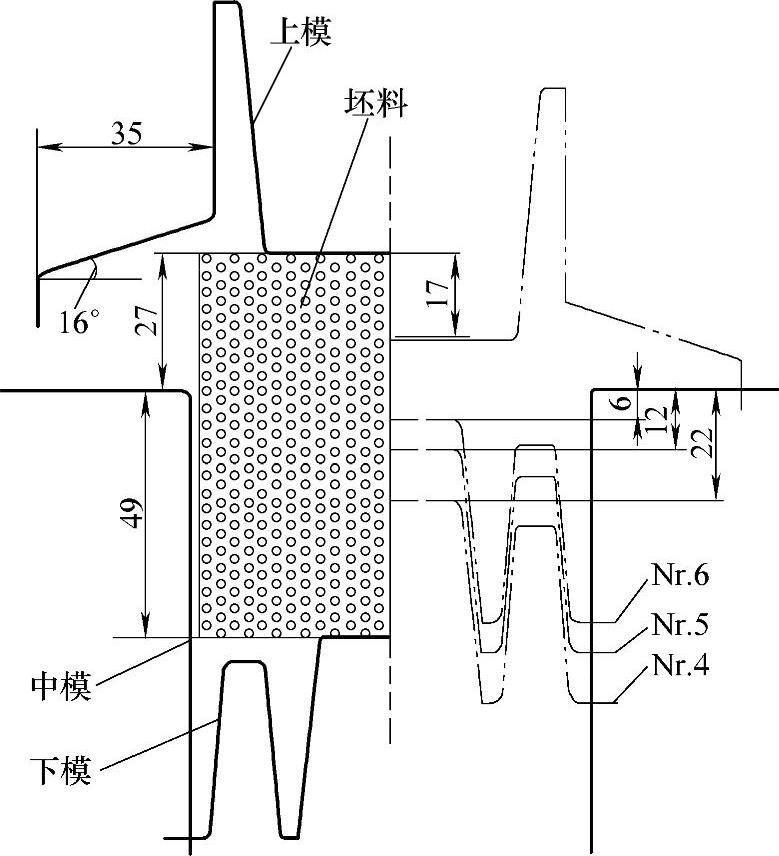
图8-4 用带有16°角的锻模进行工步挤压模型
图8-5所示为用带有16°角的锻模进行工步挤压所得到的三个零件(左图)以及其与模拟结果的比较(零件Nr.4,右图)。(www.daowen.com)
通过观察可以发现,随着下模向上运动行程的不断加大,浆料在水平方向的流动长度不断加长。对零件Nr.6,当下模运动到行程43mm时,零件的法兰部分已经完全充满。通过比较零件Nr.4和零件Nr.5可以发现,流动前沿随下模行程增加而不断改善。在零件Nr.4的法兰中可以发现明显的裂纹,相比之下,零件Nr.5的法兰更圆整和光滑。通过与有限元模拟结果比较(见图8-5)可以发现,半固态触变锻造成形零件的几何尺寸可以进行较精确的预测。通过与前面使用平模进行工步挤压所得的结果比较,可以认为,使用带有16°角的锻模进行工步挤压所得到零件法兰的质量明显要好。

图8-5 用带有16°角的锻模进行工步挤压所得到的零件(左图)以及 其与模拟结果的比较(零件Nr.4,右图)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铝镁合金半固态成形理论与工艺技术的文章







