【摘要】:在同一挤压速度和界面结合比下,图7-33和图7-34分别是双层复合管正挤压和带芯轴挤压成形X向接触力的分布图,比较两图可以看出,正挤压成形时两坯料实现接触所需时间比带芯轴挤压成形要少,同时正挤压成形时接触状态比带芯轴挤压稳定,但接触面间的法向作用力稍高于带芯轴挤压。通过以上比较可以看出,双层复合管正挤压成形方式比带芯轴挤压成形在成形效果上要好。
通过以上分析,为在半固态温度下顺利共挤压出铝包镁双层复合管,对于正挤压和带芯轴挤压选定的合适工作带长度都是0.01m,其中正挤压时的模具运动速度不小于0.12m/s,带芯轴挤压的模具运动速度为0.12m/s。在同一界面结合比、挤压速度和挤压时间下,上述两种挤压方式的应力分布如图7-32a和图7-32b所示。从图中可以看出,正挤压时的应力明显小于带芯轴挤压时的应力。经过模拟计算发现,在挤压比为3∶7时,正挤压时两坯料之间能够保证在同一速度下彼此完好结合。
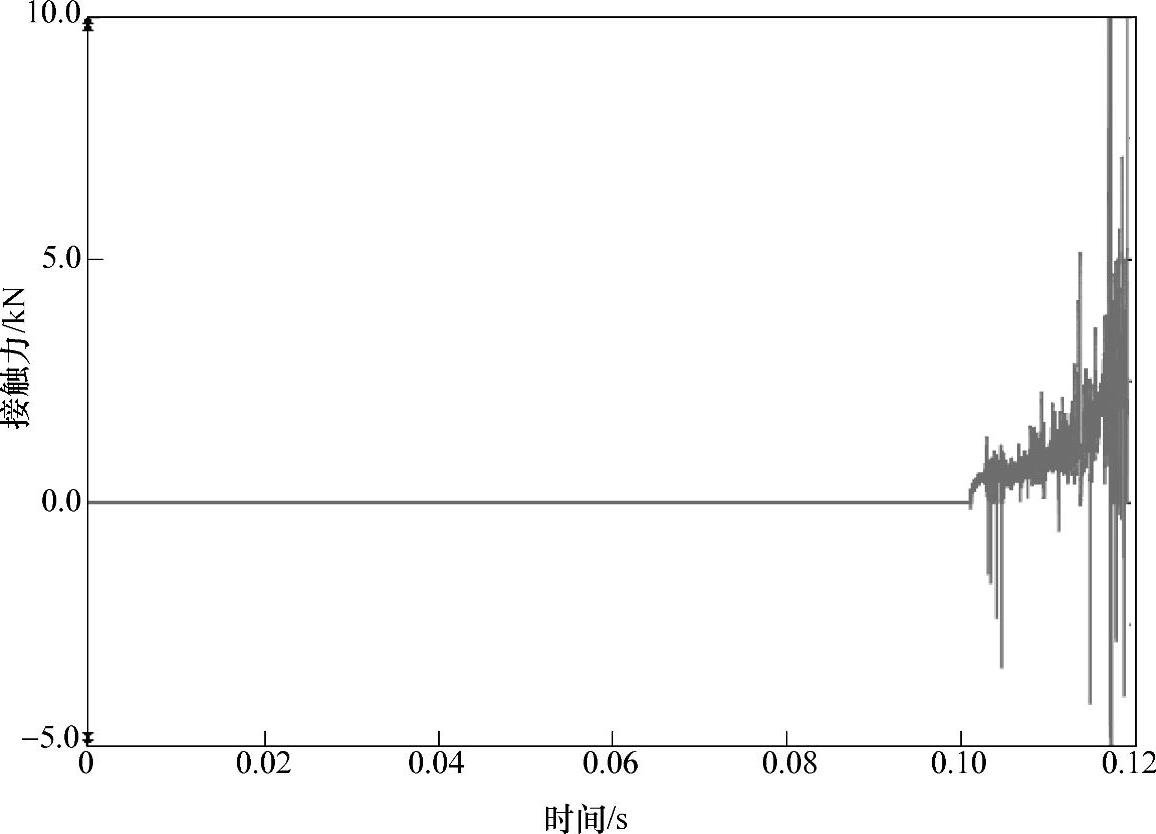
在同一挤压速度和界面结合比下,图7-33和图7-34分别是双层复合管正挤压和带芯轴挤压成形X向接触力的分布图,比较两图可以看出,正挤压成形时两坯料实现接触所需时间比带芯轴挤压成形要少,同时正挤压成形时接触状态比带芯轴挤压稳定,但接触面间的法向作用力稍高于带芯轴挤压。通过以上比较可以看出,双层复合管正挤压成形方式比带芯轴挤压成形在成形效果上要好。在同样的界面结合比和挤压速度下,双层复合管反挤压方式成形时界面之间X向接触力如图7-35所示。从图中可看出,界面之间X向的接触力比前两种挤压方式大一倍多,所以双层复合管反挤压方式成形时成形件界面之间结合比较牢固。
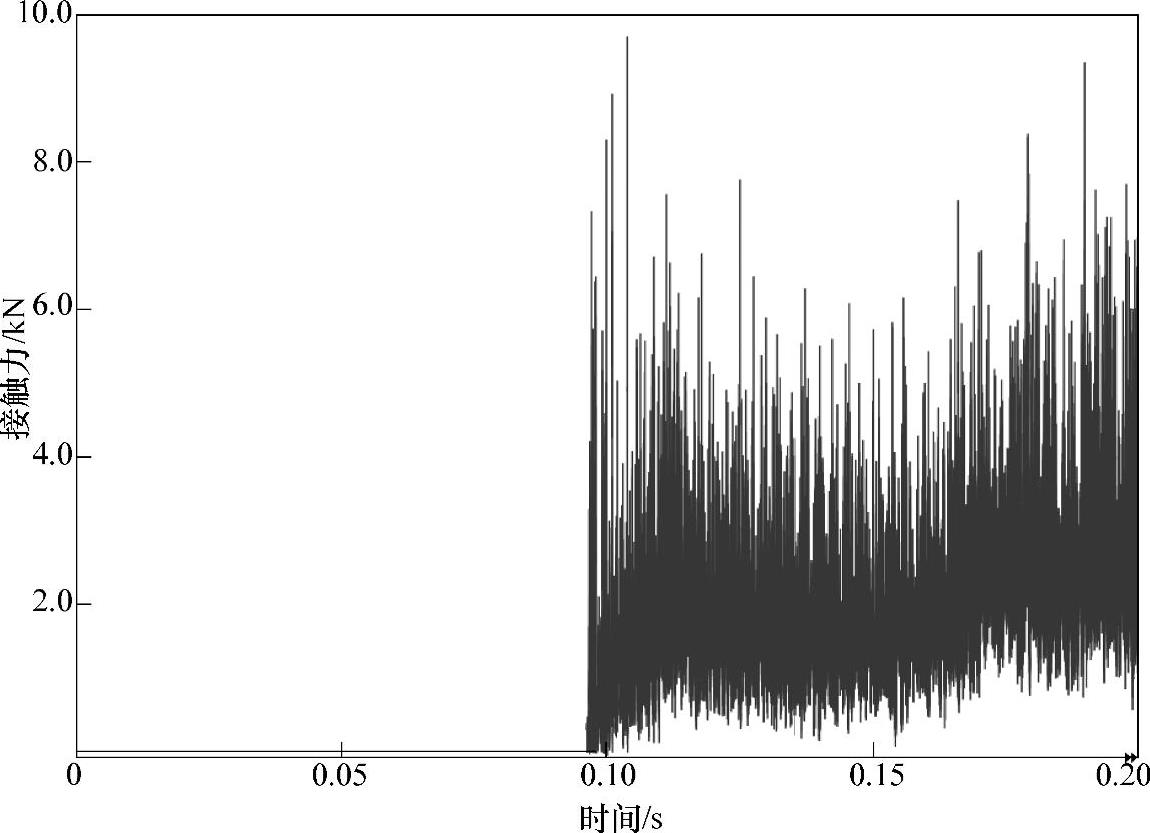
图7-33 双层复合管正挤压成形时界面间X向接触力随时间变化(界面结合比3∶7,v=0.10m/s)
 (www.daowen.com)
(www.daowen.com)
图7-34 双层复合管带芯轴挤压成形时界面间X向接触力随时间变化(界面结合比3∶7,v=0.10m/s)
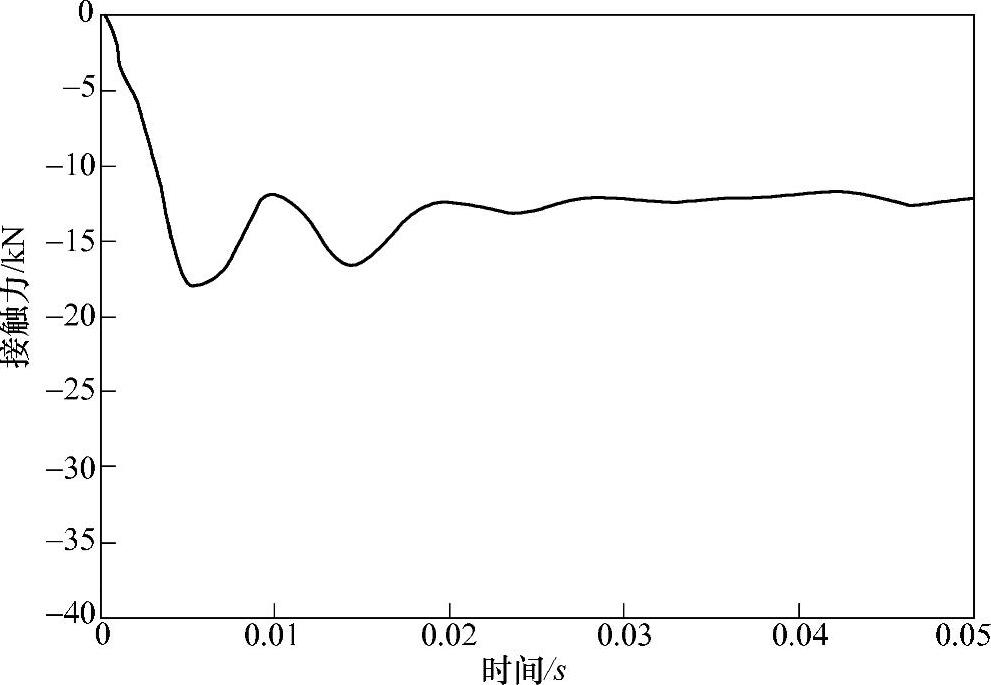
图7-35 双层复合管反挤压成形时界面间X向接触力随时间变化(界面结合比3∶7,v=0.10m/s)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铝镁合金半固态成形理论与工艺技术的文章





