对模具运动的精确控制不仅要求所有控制单元的正确连接,而且要求对锻造成形工艺进行正确的工艺编程。下面主要介绍其控制策略和控制程序。

图4-13 630t双动两柱液压机
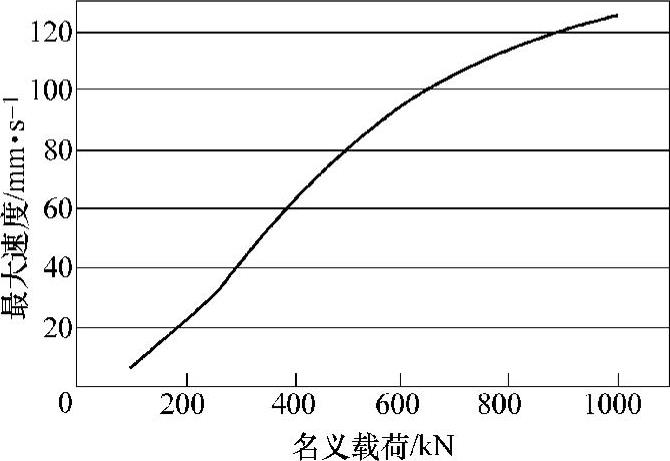
图4-14 辅助缸中最大活塞速度和名义载荷之间的关系
1.锻造压力机及其控制策略
在本触变锻造成形研究过程中,使用了双动两柱630t油压机(见图4-13)。该压力机由Siemens公司制造。其最大滑块速度为120mm/s,最大滑块行程为600mm(在触变锻造时最大模具行程为350mm),行程精度为±0.1mm。下模运动由位于工作台下面的辅助缸控制完成。辅助缸的最大压力为100t,最大行程为300mm(触变锻造成形时最大模具行程为110mm),活塞最大运动速度为100mm/s。在下顶出缸中名义载荷和最大活塞运动速度之间存在一一对应关系(见图4-14)。上下缸活塞运动速度、工作载荷、运动行程和延时等都可以通过编程进行控制。
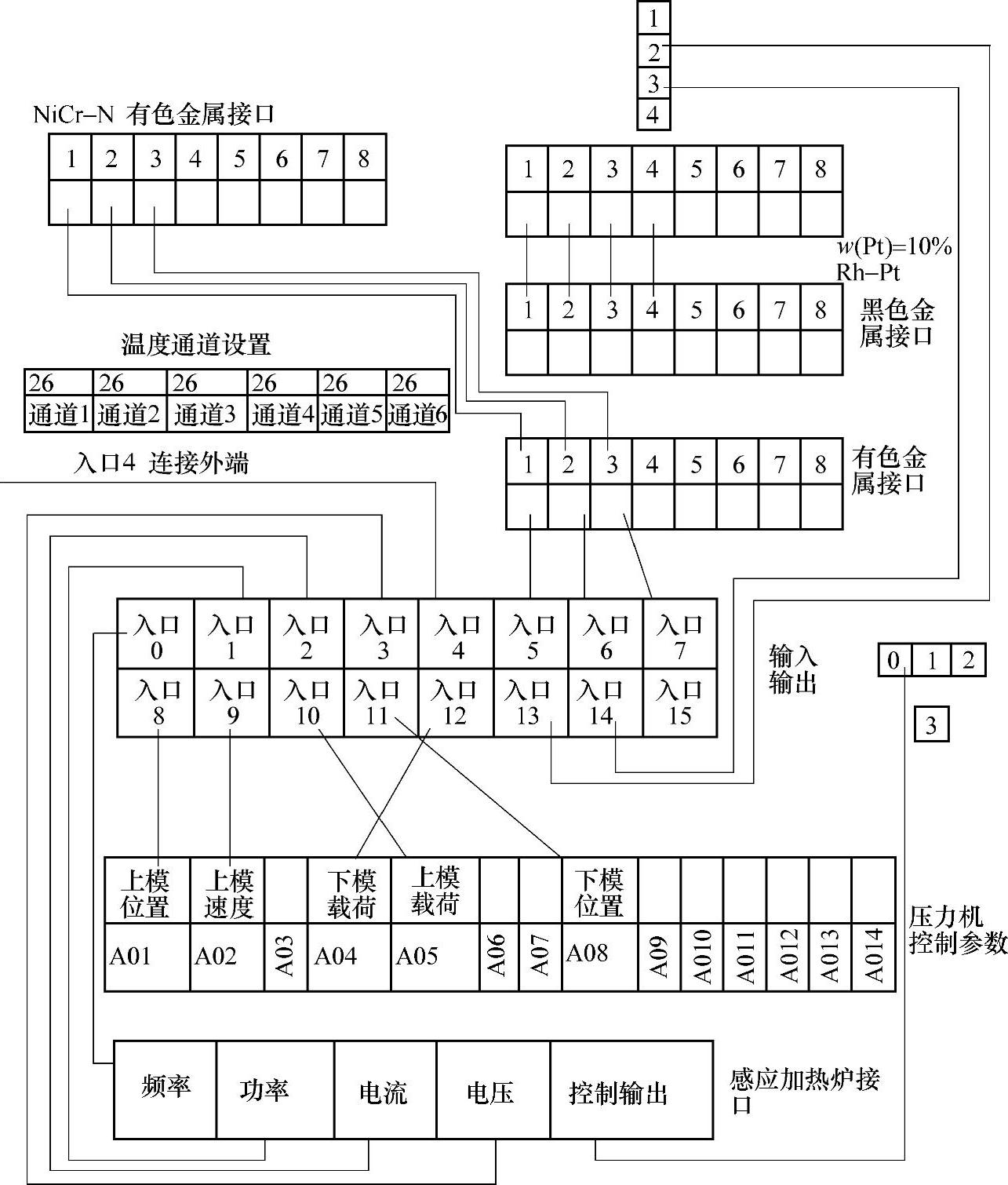
图4-15 触变锻造成形中信号传输的线路图
对触变锻造成形过程的控制包括成形参数的控制和温度的控制。成形参数控制包括速度、行程和压力等参数的控制;温度控制包括加热坯料温度的控制和模具温度的控制。图4-15所示是触变锻造成形中信号传输的线路图,由图可见,信号传输的中央控制单元是DIA/DIAGO[9]。成形参数信号(上下模位置、压力等)通过通道A01、A02、A04、A05、A08传输到DIA/DIAGO。加热过程中的频率、功率、电流和电压等直接与通道入口0、入口1、入口2和入口3相连。
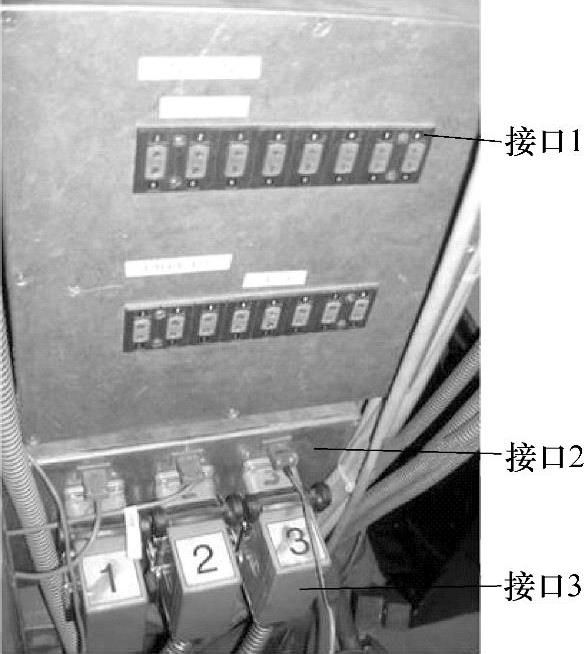
图4-16所示为用于模具加热的转换接口。图4-17所示为基于DIAdem软件开发的用于控制触变锻造成形参数显示的线路图,通过该控制单元实现对触变锻造成形参数的监控。
 (https://www.daowen.com)
(https://www.daowen.com)
图4-16 模具加热的转换接口
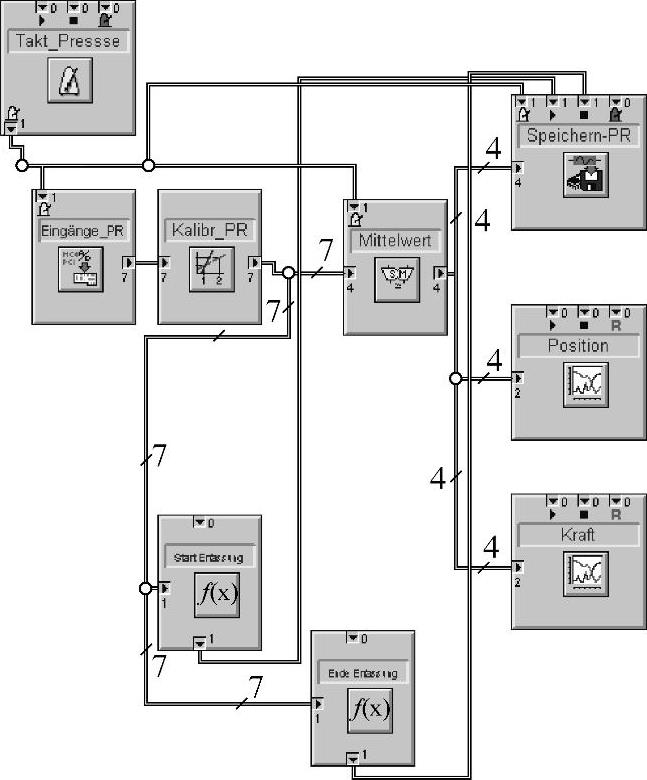
图4-17 基于DIAdem软件开发的用于控制触变锻造成形参数显示的线路图
2.镦粗工艺和工步挤压工艺的控制程序
(1)镦粗工艺的程序 在镦粗工艺的试验过程中,下模一开始停留在某一位置,上模向下运动直到上下模闭合,经过延时保压后上模退回,下模顶出成形零件。表4-1所示为镦粗工艺的典型控制过程,其详细介绍见相关文献[12]。
表4-1 镦粗工艺的典型控制过程
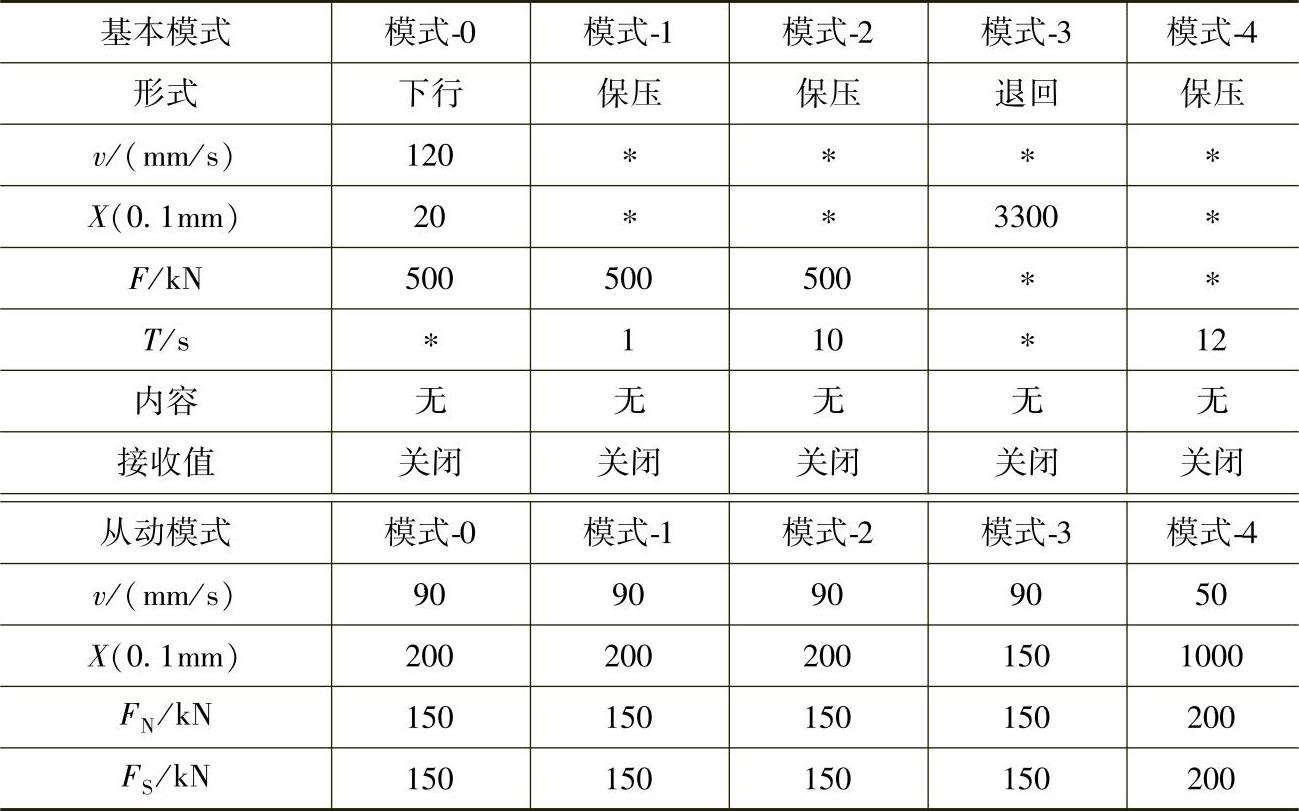
注:∗表示无穷大。
(2)工步挤压工艺的程序 在工步挤压工艺过程中,下模预先停留在某一位置,上模向下运动直到上下模腔闭合,紧接着下模向上运动直到停止条件得到满足为止。图4-18显示了在工步挤压工艺中模具行程和成形力与时间之间的关系。
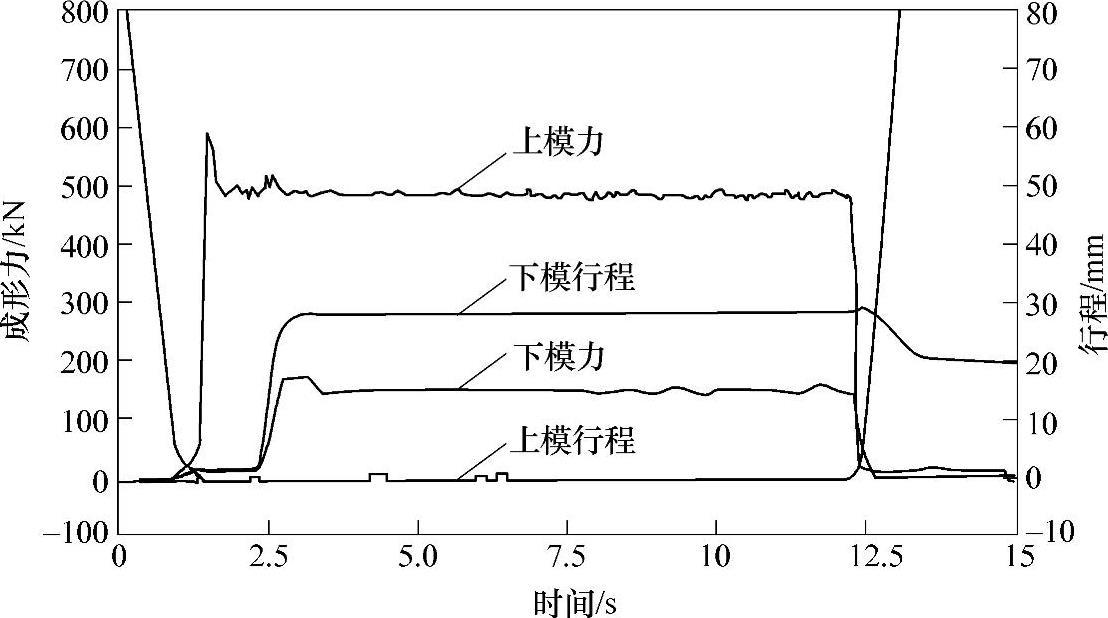
图4-18 在工步挤压工艺中模具行程和成形力与时间之间的关系
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




