
在感应加热过程中,由于电流“集肤”效应的作用,热量主要集中在加热坯料的表层,并通过热传导的作用传递到坯料内部。此外,由于加热过程中其他因素对加热效果的影响(热量因对流和辐射散失,由于坯料放置装置引起的端部效应等),坯料的各个部位在加热过程中和加热完成后总会出现温度及组织状态的差异。为降低由于温度不均匀对加热组织状态的影响,同时又便于提高加热的效率,在感应加热过程中常常采用“三段式”加热方式:第一阶段采用快速加热,即以大功率、短时间内将坯料加热到固相线附近的温度,但要保证坯料各部分温差不要超过一定限度;第二阶段采用较低加热功率的均温加热方式,使坯料内外上下等各部位温度逐渐均匀并升高到半固态加工所需温度附近,这时低熔点相已开始熔化;第三阶段为保温阶段,以适当的功率加热,使晶界充分熔化,获得更多的液相体积分数。
此外,在加热中要坚持以下原则:
1)在加热开始时以最大功率加热到坯料的固相线温度(对A356铝合金为543℃),然后降低加热功率。在加热中要避免坯料表面出现裂纹和流“汤”现象(见图4-1)。在能量流向坯料内部作用的过程中,外层还必须保持足够的能量。
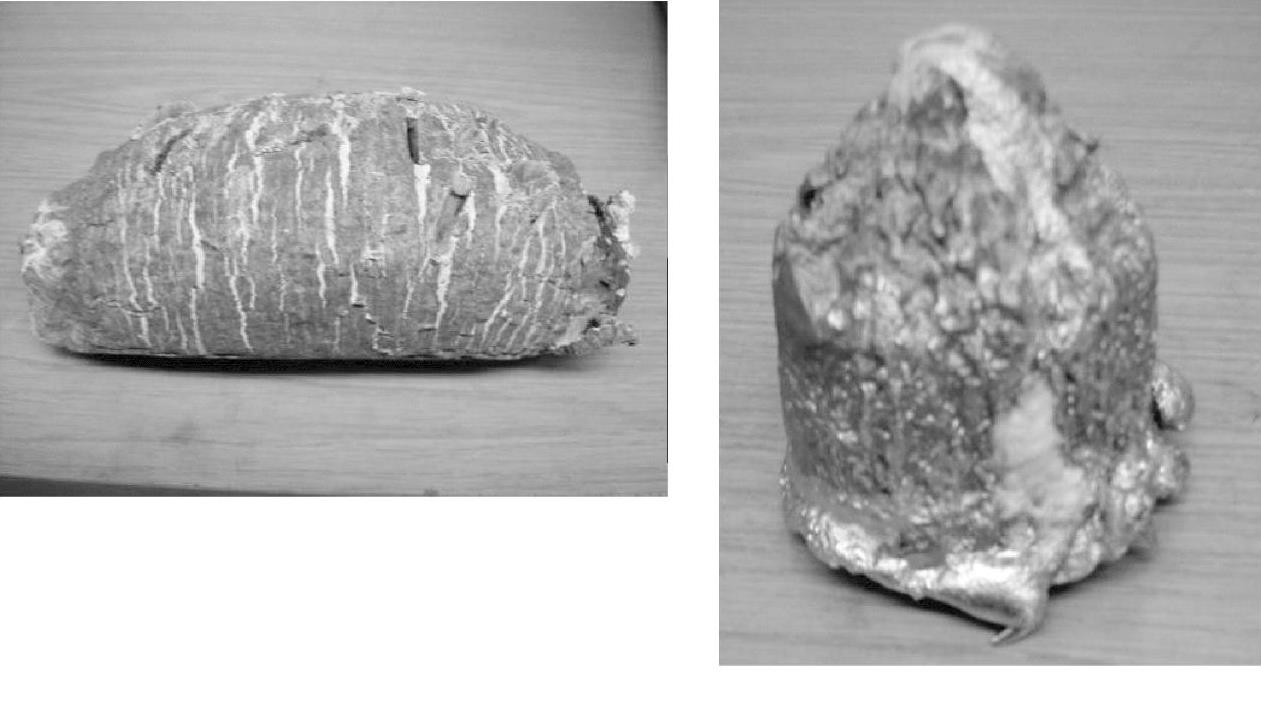
图4-1 在感应加热过程中坯料表面出现的裂纹(左图)和流“汤”(右图)现象(www.daowen.com)
2)保温时间不宜过长,这一方面可避免固相晶粒过分生长而变得粗大,另一方面会降低大生产过程中的加热效率。
3)在加热过程中出现坯料底端的鼓胀现象(elephant foot phe-nomenon)时,停止加热并取走坯料。
在加热完成后,要保证坯料的顶端、中部和底部足够松软能同时剖开,但也不能刚取出时就坍塌。实际上,如果加热过程中出现组织不均匀等缺陷,在坯料的轴向切面上,显微组织会用肉眼观察到呈现不同的颜色,用这种方法也可以判断加热组织是否均匀。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






