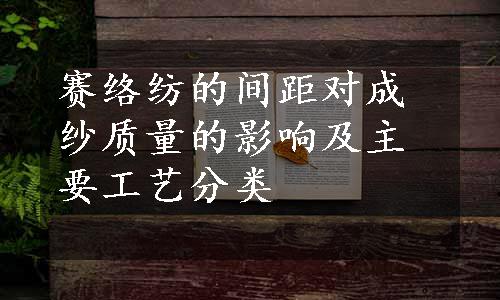
图8-32 赛络纺纱示意图
如图8-32所示,赛络纺(Sirospun)是在环锭纺纱机上把两根粗纱平行喂入细纱牵伸区,两根粗纱间保持一定的间距,且处于平行状态下被牵伸后由前罗拉输出,前罗拉输出的两束纱条分别受到初步加捻后,再汇聚并经进一步加捻,形成纱(线),因此,其成纱具有接近股线的风格和优点。在某种程度上,赛络纺纱可以看作是一种在细纱机上直接纺制股线的新技术,它把细纱、络筒、并纱和捻线合为一道工序,缩短了工艺流程。
赛络纺中,两根粗纱的原料、色彩等可以相同,也可以不同,用这种方法可以纺出具有多种风格特征的纱(线)。
赛络纺中,两根粗纱的间距是非常重要的工艺参数,直接影响到最终成纱的毛羽、强力和均匀度等质量指标,其值一般在4~10mm。纤维长度长,则粗纱间距可大。粗纱间距适当增大,则成纱的毛羽少,强力高,但条干和细节易恶化。
因为赛络纺是在细纱机喂入两根粗纱,所以其粗纱定量要偏轻掌握,以便减轻细纱的牵伸负担,减小细纱机的总牵伸倍数,有助于减少纤维在牵伸运动中的移距偏差,从而改善纱条均匀度和提高成纱质量。(www.daowen.com)
赛络纺中,一般采用“重加压、大隔距、低速度、中钳口隔距”的工艺原则,以解决因双股粗纱喂入牵伸力过大,易出现牵伸不开、出硬头的问题。赛络纺中采用的主要工艺为以下两种。
(1)在细纱机上要重新排列粗纱架,使粗纱架数量增加一倍。
(2)选择适当的粗纱喂入喇叭口,使两根粗纱分开喂入;前后牵伸区内加装双槽集合器,以控制被牵伸须条的间距;安装单纱断头打断装置。适当选择细纱后区牵伸倍数,较好地控制浮游区中的纤维,使纤维间结构紧密,从而提高条干水平。锭速不匀是纱线产生捻度不匀的重要原因,要使锭带长度和锭带张力一致且稳定,从而减少锭速差异导致的纱线捻度不匀。采用优质的、高弹性、低硬度胶辊和内外花纹胶圈,选择正确的罗拉钳口压力和适宜的钳口隔距,有利于提高复合纱的质量。赛络纺纱若用于针织物,其较小的捻度能使细纱结构蓬松,有利于提高纱线的染色牢度,从而使织物具有独特的染色效果。
赛络纺中,由于纱条在输出前罗拉后有一个并合(汇聚)环节,从而可以有效地减少毛羽,若并合前的两根纱条太细,也容易受意外牵伸而产生细节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






