1.高速电主轴技术
电主轴是内装式电动机主轴单元,它不需要传动装置,直接驱动机床主轴旋转,把机床主传动链的长度缩短为零,实现了机床的“零传动”和高效率,具有结构紧凑、可获得极高的回转速度、回转精度高、效率高、噪声低及振动小等优点,因而在现代数控机床中获得了越来越广泛的应用,尤其是高速切削机床,必须依靠高转速的电主轴才能满足要求。
(1)电主轴的结构及组成 如图4-8所示,电主轴由无外壳主轴电动机、主轴、轴承、主轴箱体、驱动模块和冷却装置等组成。
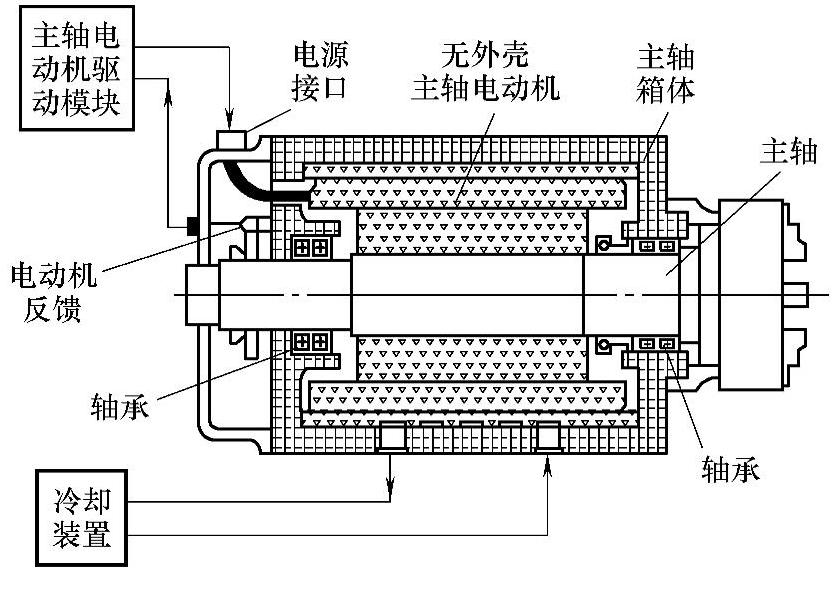
图4-8 电主轴结构示意图
电主轴的定子通过冷却套安装于主轴的箱体中,转子则采用压配方法与主轴做成一体,主轴则由前后轴承支承。主轴的变速由主轴电动机驱动模块控制,而主轴单元内的温升由冷却装置控制,一般采取强制循环、油冷却的方式对电主轴的定子及主轴轴承进行冷却,即将经过冷却装置的冷却油强制性地在电主轴的定子外和主轴轴承外循环,带走主轴高速旋转产生的热量。为保证机床主轴的精度,减少主轴轴承的发热,还必须对主轴轴承进行合理的润滑。在主轴的后端装有测速、测角位移传感器,前端的内锥孔和端面用于安装刀具。电主轴的电动机均采用交流异步感应电动机,由于主轴转速很高,起动时瞬间加速度很大,从静止迅速升速至每分钟数万转乃至数十万转,起动转矩大,因而起动电流比普通电动机要大很多。其驱动方式多采用变频器驱动,驱动控制特性为恒转矩驱动,输出功率与转矩成正比。
(2)电主轴的轴承 电主轴的轴承一方面要保证主轴的承载,另一方面要保证高转速下的回转精度和可靠性,是决定主轴寿命和承载能力的关键部件,其性能对电主轴的使用功能极为重要。目前电主轴采用的轴承主要有陶瓷球轴承、流体静压轴承和磁悬浮轴承。
在高速精密轴承中,应用最多的是混合陶瓷球轴承,即使用热压Si3N4陶瓷球作为滚动体,轴承圈仍为钢圈。陶瓷滚珠质量小、硬度高、摩擦因数小、热胀系数小,可大幅度减小轴承离心力和内部载荷,减少磨损,从而延长轴承寿命。使用这种轴承对机床结构改动小,便于维护保养,特别适合于高速运行场合。与其组装的高速电主轴,具有高转速、大刚度、大功率和长寿命等优点。综上所述,陶瓷轴承具有金属轴承所无法比拟的优良性能,在航空航天、石油化工、机械冶金等行业,以及高温高压、易燃易爆、强腐蚀和干摩擦等特殊工况下得到了广泛的应用。
流体静压轴承为非直接接触式轴承,其工作原理是靠外部供油、在轴承内形成静压承载油膜以实现液体润滑的滑动轴承。液体静压轴承始终在液体润滑下工作,具有回转精度高、刚性高、磨损小、寿命长及振动小等优点,用于电主轴上,可延长刀具寿命、提高加工质量和加工效率。液体静压轴承有供油压力恒定系统和供油流量恒定系统,其中供油压力恒定系统较为常用。液体静压轴承一般在轴不受外力时,轴颈与轴承孔同心,各油腔的间隙、流量、压力均相等,这称为设计状态。当轴受外力时,轴颈发生位移,各油腔的平均间隙、流量和压力均发生变化,这时轴承外力与各油腔油膜力的向量和相平衡。其中,补偿元件的作用是自动调节油腔压力和补偿流量,其补偿性能会影响轴承的承载能力和油膜刚度等。供油压力恒定系统中的补偿元件称为节流器,常见的有毛细管节流器、小孔节流器、滑阀节流器和薄膜节流器等多种。由于轴的旋转,在轴承封油面上有液体动压力产生,有利于提高轴承的承载能力,这种现象称为动压效应。转速越高,动压效应也越显著。
磁悬浮轴承是利用磁力作用将转子悬浮于空中,使转子与定子之间没有机械接触。其原理是磁感应线与磁浮线垂直,轴心与磁浮线是平行的,依靠多对在圆周上互为180°的磁极产生径向吸力(或斥力)而将主轴悬浮在空气中,使轴颈与轴承不接触,所以转子的重量就固定在运转的轨道上,径向间隙为1mm左右。当承受载荷后,主轴空间位置会产生微小变化,控制装置根据位置传感器检测出的主轴位置变化值改变相应磁极的吸力(或斥力)值,使主轴迅速恢复到原来的位置,从而保证主轴始终绕其惯性轴作高速回转。与传统的滚珠轴承、滑动轴承以及油膜轴承相比,磁悬浮轴承不存在机械接触,转子可以运行到很高的转速,具有机械磨损小、能耗低、噪声小、寿命长、无需润滑及无油污染等优点,特别适用于高速、真空及超净等特殊环境中。磁悬浮事实上只是一种辅助功能,并非是独立的轴承形式,具体应用还得配合其他的轴承形式,如磁悬浮+滚珠轴承、磁悬浮+含油轴承、磁悬浮+汽化轴承等。
(3)电主轴的冷却 由于电主轴的转速一般较高,且电动机集成于主轴单元中,运转时会产生大量热量,如不及时进行冷却,会导致电主轴温度升高,其热态特性和动态特性变差,从而影响电主轴的正常工作。因此,必须采取冷却措施控制电主轴的温度,使其恒定在一定值内。目前一般采取强制循环、油冷却的方式对电主轴的定子及主轴轴承进行冷却,即将经过冷却装置的冷却油强制性地在主轴定子外和主轴轴承外循环,带走主轴高速旋转产生的热量。另外,主轴轴承的发热也要引起重视,一般是采用对主轴轴承进行合理的润滑的方式避免轴承温升过高。
(4)电主轴的驱动方式 电主轴的电动机多采用交流异步感应电动机,由于用在高速加工机床上,其最高转速高达几十万转,起动时转速要从静止快速达到每分钟数万转乃至数十万转,起动转矩大,起动电流要超出普通电动机额定电流的5~7倍。其驱动方式有变频器驱动和矢量控制驱动器驱动两种,常采用变频器驱动的控制方式,变频器的驱动控制特性为恒转矩驱动,输出功率与转矩成正比。最新变频器采用先进的晶体管技术可实现主轴的无级变速。矢量控制驱动器的驱动控制为:低速端为恒转矩驱动,中、高速端为恒功率驱动。
2.直接驱动技术
直接驱动就是将直接驱动旋转电动机(DDR)或直接驱动直线电动机(DDL)直接耦合或连接到从动负载上,从而实现与负载的刚性耦合。全新直接驱动技术使得电动机可直接连接被驱动负载,而无须像常规伺服电动机那样需要通过机械传动部件,直接驱动可以实现主轴或者进给轴及动力刀头的驱动,从而可为客户的机械传动系统带来零维护和清洁的机械组件、更高的精度、更高的可靠性,以及平稳安静的操作等诸多优势。(https://www.daowen.com)
(1)直接驱动旋转电动机 直接驱动旋转电动机,有时也称为转矩电动机,可将负载直接连接到电动机上,能在相对较低的速度时产生较大的转矩。DDR能够为客户带来的好处有:①DDR可以减少零部件数量,缩短组装时间;②DDR可将精度提高50倍,具备更高的伺服性能和更大的带宽,不需要惯量“匹配”;③DDR既不需要张紧和调节的皮带,也没有会发生泄漏并需要润滑的齿轮,所以几乎不需要维护;④DDR不存在会断裂的机械传输部件;⑤运行噪声可降低高达20dB。
(2)直接驱动直线电动机 直线电动机的工作原理:直线电动机是一种将电能直接转换成直线运动机械能,而不需要任何中间转换机构的传动装置。它可以看成是一台旋转电动机按径向剖开,并展成平面而成,图4-9所示为直线电动机的转变过程。
由定子演变而来的一侧称为初级,由转子演变而来的一侧称为次级。在实际应用时,将初级和次级制造成不同长度,以保证在所需行程范围内初级与次级之间的耦合保持不变。直线电动机可以是短初级长次级,也可以是长初级短次级。考虑到制造成本、运行费用,目前一般均采用短初级长次级。
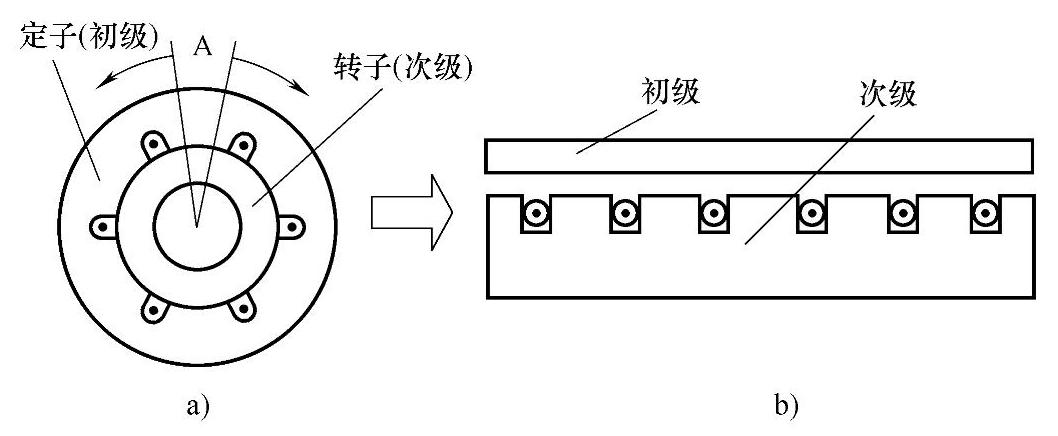
图4-9 直线电动机的转变过程
a)沿径向剖开 b)把圆周展成直线
直线电动机在机床进给伺服系统中的应用使其在世界机床行业得到重视,并掀起直线电动机热。高档数控机床为达到快速响应,尽量减少非生产时间,进给轴多采用直线电动机。与原来的旋转电动机驱动方式+滚珠丝杠副相比,直线电动机驱动具有如下优点:高速响应、高精度、动刚度高、速度快、加减速过程短、行程长度不受限制、运动安静、噪声低以及效率高等明显优点。
直接驱动技术是高速、高精数控机床的理想驱动模式,受到机床厂家的重视,技术发展迅速。近年来,国际上几十家公司展出了直线电动机驱动的高速机床,一些制造厂商已将机床运动加速度提高到2~3g,快速移动速度提高到150~240m/min。德玛吉森精机生产的DMC系列机床,快速移动速度为100m/min,全部采用直线电动机驱动。MAZAK公司将推出基于直线伺服系统的超声速加工中心,切削速度为8马赫(1马赫≈340m/s),主轴最高转速80000r/min,快速移动速度500m/min,加速度6g。这标志着,以直线伺服为代表的第二代高速机床,已克服了直线电机的发热、防护和成本高的缺点,逐步走向实用。
3.数控系统
数控系统是数控机床的大脑和指挥中枢,先进的数控加工机床具有的加工能力很大程度上是数控系统赋予的,高档数控系统决定了机床的性能和功能,也影响着机床的可靠性和成本,数控系统的配置不同,对应的机床成本也不同。高档数控机床的软、硬件作为不同的配置进行购买,具有高级加工功能的软件甚至比标准配置的机床还要昂贵。国外对于高性能机床能够进行实时定位和远程控制,甚至可以遥控机床的开启和关闭,这对于机床的使用安全构成了挑战。由于国外对我国的高档数控机床,无论是硬件还是软件仍然施行封锁限制,针对这种情况,我国也出台了一系列政策,其中《装备制造业调整和振兴规划》明确提出,要提升数控系统等基础配套件的市场占有率,落实装备自主化的重要内容。国家科技重大专项《高档数控机床与基础制造装备》也提出,到2020年,国产高档数控机床的市场占有率要实现较大程度的提高。
根据数控系统行业发展所统计的数据显示,我国机床消费额从2002年起已经连续8年排名世界第一。2009年,我国机床消费额大于世界排名第二位的日本和第三位的德国消费额之和。未来若干年内,我国数控机床市场需求量将继续以年均10~15%的速度增长,市场潜力巨大。随着我国制造业升级,我国现有普通机床也亟需改造升级,因此,数控系统行业市场空间广阔,具备进一步发展的巨大潜力。“十二五”期间,随着国民经济快速的发展,汽车、船舶、工程机械及航天航空等行业将为我国机床行业提供巨大的需求,我国各类数控机床及数字化机械所需数控系统需求将达到25万台套以上(不包含进口机床所配套的数控系统),产品结构也逐渐向中、高档转化,其中高档数控系统所占比率将提升至10%左右,中档数控系统所占比重提升至50%左右。而根据国家科技重大专项之一《高档数控机床与基础制造装备》要求,到2020年,国产中、高档数控机床用的国产数控系统市场占有率达到60%以上;国内中高端数控系统市场有12万台的替代空间,未来行业空间巨大。
数控系统尤其是具有多种功能的高端数控系统,依然是我国装备制造业的短板,迫切需要研发具有自主知识产权、能够经受住可靠性检验及功能完备的数控系统,只有持续投入、不断吸收创新,才能破除数控系统的国外垄断僵局,真正为我国制造提供强有力的支持。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






