高压射流加工技术是用水作为携带能量的载体,用高速水射流对各类材料进行切割、穿孔和表层材料去除的加工方法,其水喷射的流速要达到声速的2~3倍。高压射流加工技术一般分为纯水射流切割和磨料射流切割,前者水压为20~400MPa,喷嘴孔径为0.1~0.5mm;后者水压为300~1000MPa,喷嘴孔径为1~2mm。
高压射流加工技术是近20年迅速发展起来的新技术,目前主要用在汽车制造、石油化工、航空航天、建筑、造船、造纸、皮革及食品等工业领域。纯水射流切割主要用于切割橡胶、布、纸、木板、皮革、泡沫塑料、玻璃、毛织品、地毯、碳纤维织物、纤维增强材料和其他层压材料;磨料射流切割主要用于切割对热敏感的金属材料、硬质合金、表面堆焊硬化层的零件,以及外包或内衬异种金属和非金属材料的钢质容器、管子、陶瓷、钢筋混凝土、花岗岩及各种复合材料等。此外,高压射流加工技术还可用于各种材料的打孔、开凹槽、焊接接头清根、焊趾整形加工和清除焊缝中的裂纹等。高压射流加工技术目前正朝着精细加工的方向发展,随着高压水发生装置制造技术的不断发展,设备成本不断降低,它的应用前景是引人注目的。
高压磨料水射流(abrasive waterjet,简称AWJ)切割是20世纪80年代发展起来的一种新型切割技术。它用磨料与高速流动的水,或者与高压的水相互混合而形成的液固两相流作为工作介质,对工件进行喷射,依靠射流产生的冲蚀作用去除材料。它具有热影响区小、多功能及加工时切削力小等优势。它不仅可以加工传统的脆、塑性材料,还可以加工现代复合材料,尤其适合加工硬脆材料;不仅可以进行常规加工,还可以进行精密加工。因此,自20世纪80年代以来,高压磨料水射流技术一直迅速发展。
世界上第一台商用高压水射流切割机诞生于1974年,由美国FLOW公司研发,用于切割层压纸管,同时还可以切割塑料、橡胶、布匹及木材等软质材料。1982年,第一台磨料水射流切割机诞生,其切割能力大幅度提高,可以切割各种金属、非金属材料、复合材料、陶瓷和混凝土等多种材料。1987年,开发出了四轴磨料水射流切割机器人,用于石墨增强树脂、钛合金板材以及薄壁大口径管材的切割。1999年,在微机电系统的推动下,英国Miller.D等人首次提出了微型磨料水射流(micro abrasive waterjet,简称MAWJ)切割技术。他们开发的微型磨料水射流系统能在金属、玻璃及陶瓷等材料上加工出微细图形。
1.磨料水射流的原理和特点
按水与磨料的混合方式,磨料水射流可分为后混合式和前混合式两种。两者的工作原理不尽相同,后混合式磨料水射流的工作原理如图2-40所示。它使高压水通过水喷嘴形成高速水射流,并在混合室内产生一定的真空度,利用磨料罐与混合室之间的压力差将磨料吸入,并与水束发生强烈的紊动扩散和掺混,再由磨料喷嘴喷出,形成磨料水射流。
前混合式磨料水射流是将磨料罐设置在增压泵与磨料喷嘴的中间管段。在工作过程中,磨料罐一直处于泵压作用下,罐内有高压。在高压磨料罐内,磨料与水初步混合,使磨料处于似流体的流化状态,然后通过高压输送管和截止阀进入混合室,在混合腔内流化磨料与水充分掺混,形成液固两相流,再通过磨料喷嘴喷出,形成磨料水射流。其工作原理如图2-41所示。
与后混合式磨料水射流相比,前混合式改善了磨料与水的混合机理,使其能量传输效率显著提高,但磨料喷嘴直径较大,切缝较宽,加工精度略低。后混合式磨料水射流结构简单,磨料混入量较易控制,系统磨损仅限于磨料喷嘴,切缝宽度相对细窄,切割精度较高。后混合式磨料水射流目前在各工业部门已被广泛应用,磨料水射流切割系统多采用后混合式,而前混合式磨料水射流还处于研究和开发阶段,正逐步走向应用中。
图2-40 后混合式磨料水射流的工作原理
磨料水射流加工具有下列优点:
1)适用材料广泛。几乎适用于加工所有的材料,除钢铁、铜、铝等金属材料外,还能加工特别硬脆、柔软的非金属材料,如塑料、皮革、木材、陶瓷和复合材料等。
图2-41 前混合式磨料水射流的工作原理
2)加工质量高。射流加工无撕裂或应变硬化现象,切口平整、无飞边和飞刺。
3)冷态切削,无热变形,适合于特种条件下的加工。切削时无火花,对工件不会产生任何热效应,也不会引起表面组织的变化,这种冷加工很适合对易爆、易燃物件的加工。
4)环境友好,污染少。水射流加工清洁,不产生烟尘、火花或有毒气体,减少空气污染,提高操作人员的安全性;
5)切割范围大,加工准备时间短。与传统切削加工相比,减少了刀具准备、刃磨和设置刀偏量等工序,并能显著缩短安装调整时间,单位面积上的加工能量较大,几乎可以加工任何材料。
2.磨料水射流切割系统的组成
通常,磨料水射流切割系统主要包括四个模块,如图2-42所示。高压水连续发生装置,用于提供连续的高压水;磨料运送系统与喷嘴组合件提供磨料水射流;计算机控制操纵台使喷嘴组合件产生要求的运动轨迹;集水箱用于收集切屑、使用过的磨料和水,分散切割后射流束的残余能量。
图2-42 磨料水射流切割系统的组成
(1)高压水连续发生装置 高压水连续发生装置用于产生连续的高压水,是磨料水射流切割系统中的关键部件之一。高压泵是高压水连续发生装置的核心部件,用于产生高压水。在磨料水射流切割过程中,泵的工作压力大,最高水压可达870MPa。因此,要求高压泵额定工作压力大、疲劳寿命长、安全性好、密封效率高及耐水蚀等。高压泵的种类繁多,主要有离心泵和容积式泵两大类。离心泵依靠泵的离心力产生高压水。单级离心泵的额定压力较低,为获得磨料水射流所需的高压力,需要多级离心泵串联,因而设备庞大,不适用于磨料水射流切割系统。容积式泵依靠密封工作腔容积大小交替变化实现增压,能提供较大的增压比,设备体积较小,密封效率较高,在磨料水射流切割机床中广泛使用。常用的容积式泵是卧式双作用柱塞式增压泵。增压器是增压泵的核心部件,其工作原理如图2-43所示。活塞体由油活塞、水活塞和活塞杆连接而成。
压力油推动直径为D的油活塞向右移动时,也推动与其连成一体的直径为d的水活塞向右移动。由于油活塞与水活塞的面积不同,因此水活塞缸输出的压力比油活塞缸输入的压力大。由活塞体的力平衡方程可知,增压比K为
即增压比为油活塞与水活塞的直径的平方比。通常增压比为10∶1~25∶1。
从图2-43可见,当活塞体右移时,增压器能输出高压水。而当活塞体左移时,水箱内经过过滤的水经单向阀补入水活塞的右腔,不能输出高压水。因而单作用增压器只能间断增压,不能提供连续的高压水。为提供连续高压水,一般用双作用增压器,其工作原理如图2-44所示。
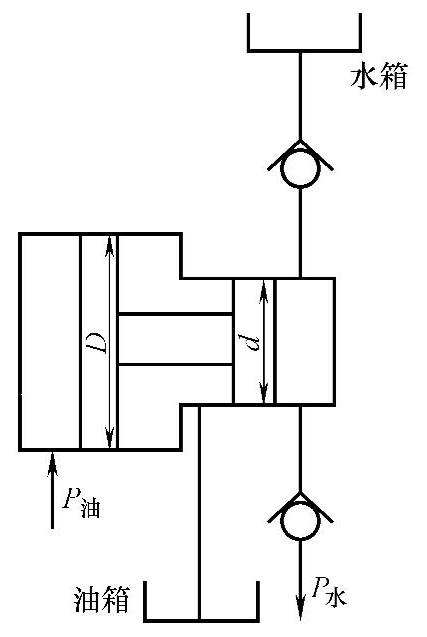
图2-43 增压器的工作原理
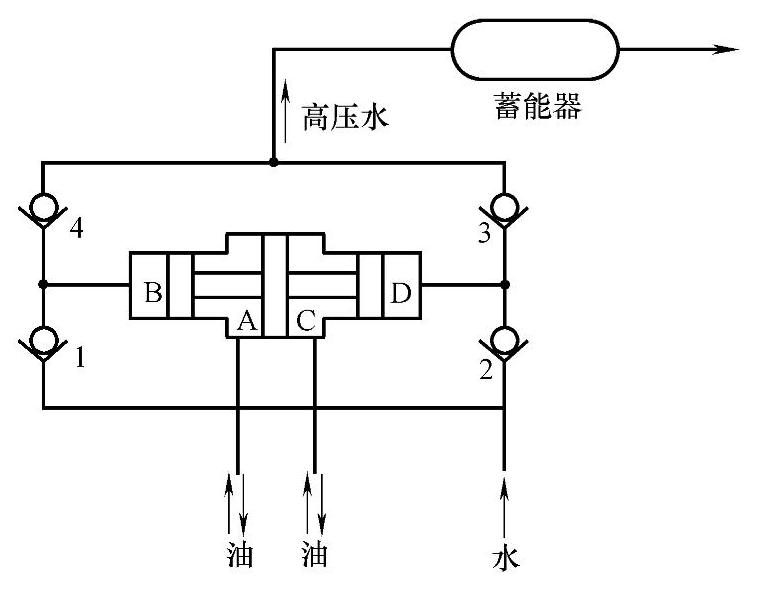
图2-44 双作用增压器工作原理
液压泵输出的压力油进入增压器大活塞的左腔A,水经过过滤器后,通过单向阀1进入增压缸小活塞的左腔B,大活塞右腔C中的液压油回油箱,右端小活塞右腔D将增压后的高压水经单向阀3输出,此时单向阀2、4被关闭。当增压缸活塞移到右端时,压力油改变流向,进入增压器大活塞的右腔C,增压缸活塞向左移动,大活塞左腔A中的液压油回油箱,左端小活塞左腔B输出的高压油经单向阀4输出。当增压缸的活塞不断往复运动时,两端便交替输出高压油,从而实现了连续增压。
磨料水射流切割工作过程中所需的高压水流量变化很大,而双作用增压泵的流量是一定的。当喷射过程中所需高压水流量较大时,一般双作用增压器不能避免压力瞬间下降,这将影响切割质量,损坏设备。因此,需在泵的高压管路上配置蓄能器。在系统不需要大量高压水时,增压泵输出的多余高压水储存在蓄能器内;而当系统需要大量高压水时,蓄能器快速释放储存在内的高压水,与增压器一起向系统供高压水,这样能够消除压力瞬间下降,提供连续稳定的磨料水射流。
(2)磨料运送系统 磨料运送系统包括高压水输送装置和磨料供应系统。高压水输送装置由不锈钢管道、液压阀及过滤器等组成。磨料供给系统包括磨料罐、磨料计量器及柔性输送管道等。磨料供给系统可以分为加压式和引射式磨料供给系统。(https://www.daowen.com)
加压式磨料供给系统工作时,空气压缩机向磨料罐加压,磨料在压缩空气的作用下经过输送管道进入磨料混合室。压缩空气的压力一般为0.2~0.4MPa。
引射式磨料供给系统工作时,磨料管不受压缩空气作用,磨料罐中的磨料在真空负压作用下被吸入混合室,如图2-45所示。
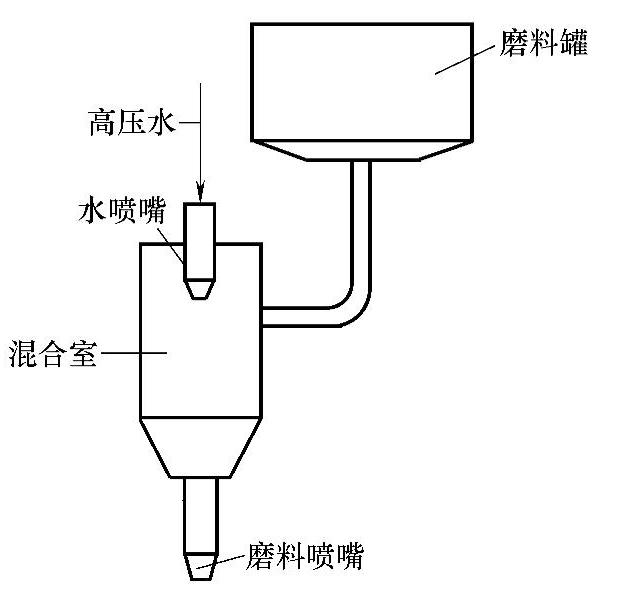
图2-45 引射式磨料供给系统示意图
(3)喷嘴组合件 喷嘴组合件是影响磨料水射流加工效率的重要因素。它设计的好坏将直接影响到磨料水射流的切割能力和喷嘴的寿命。喷嘴组合件主要由水射流喷嘴、混合室、磨料喷嘴等组成。近年来,国内外学者和研究人员对喷嘴组合件设计进行了大量的研究。水射流喷嘴的作用是通过一个细小的喷嘴,将水的压力能转变为动能,由高压水转化为高速水。水射流喷嘴应能保证射流束的密集性,使射流束不易发散,有较远的射程;同时它应有较长的使用寿命,便于拆卸和维修,成本低。对于磨料水射流切割工艺,工作压力较高,而且要求射流束直径小,因此要选用机械强度高、耐磨性好及耐腐蚀的材料,一般采用碳化物硬质合金、金刚石和人造红宝石等。人造红宝石是氧化铝单晶体,其硬度较高,仅次于金刚石,耐磨性和耐蚀性都较高,使用寿命长,成本比金刚石低很多,在磨料水射流切割系统中应用广泛。
常用的喷嘴组合件是准直管磨料水射流喷嘴,如图2-46所示。高压水经过中央管路的水喷嘴喷出形成高速水射流。高速水射流在混合室内高速流动时产生卷吸作用并形成局部真空,混合室出现负压,磨料在自重和负压作用下经磨料入口被吸入混合室,磨料和高速水流在混合室内混合,然后射入磨料喷嘴。磨料喷嘴径向尺寸较短,而轴向尺寸较长,呈细长管状,因而又称为准直管。高速水射流在准直管内进一步使磨料加速,从而提高磨料水射流的冲蚀能力。
水喷嘴直径影响流量和混合管内磨粒的混合效率;磨料喷嘴直径影响射流的连续性。较长的准直管可产生更连续的射流,但会造成更多的喷嘴内壁磨损,导致射流速度降低。大量的试验表明,磨料喷嘴直径应为水喷嘴直径的2~3倍,同时它还应大于磨料粒径的3倍以上,而磨料喷嘴的长度通常为其直径的15~20倍。我国内学者研究表明,对于金属或非金属板材的线切割,经过结构参数优化后的喷嘴组合件的尺寸:水喷嘴直径为0.15~0.3mm、准直管直径为0.75~3.14mm、准直管长度为50.8mm、磨料吸入口与准直管入口之间的距离为2.54~15.24mm。
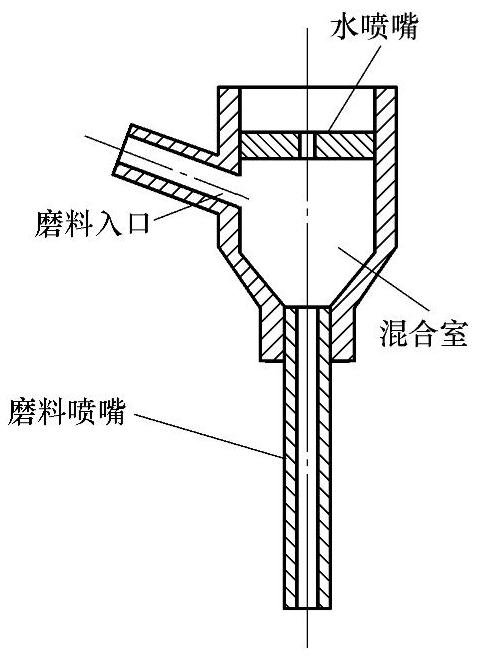
图2-46 磨料水射流喷嘴组合件示意图
混合室的尺寸对磨料与水的混合效果有最为直接的影响,混合室尺寸较大时,磨料与水的混合效果较好。但水射流在混合腔内流动的阻力变大,能量消耗大,使磨料水射流的总动能降低,切割能力下降。通常,混合室的直径根据水喷嘴结构要求确定,混合室的长度取水喷嘴直径的30~40倍。
(4)集水箱 集水箱用于收集切屑和使用过的磨料、吸收射流余能、控制水雾和降低噪声。磨料射流束穿透工件后,仍然有较大的射流余能,为防止射流穿透集水箱,应在集水箱底部放置石料、橡胶或钢板等夹层。收集器应坚固、可靠、使用寿命长。工件的几何形状、加工位置、环境要求以及射流类型决定了集水箱的类型。根据吸收剂的不同,集水箱可分为三类:深度为0.5~1.0mm的水;直径为0.15~0.3mm的钢球,射流使钢球窜动,从而缓冲能量;耐磨材料制成的缓冲板。
3.磨料水射流加工机理
高速水流对工件的破坏作用包括:水射流的冲击作用、水射流的脉冲负荷引起的疲劳破坏作用及水楔作用等。试验证明,当水射流速度达2000~5000m/s时,高速水滴冲击工件产生的瑞利波能迅速导致有机玻璃、纯铜和黄铜等材料破坏。通常在磨料水射流加工过程中,水射流速度仅为900m/s左右,而工件多为陶瓷、玻璃或大理石等硬度高、脆性大的材料,此时水射流的冲击作用不能去除这些材料。研究发现,用磨料水射流加工时,高速磨粒的冲击作用是导致工件材料去除的主要原因,而水射流对工件主要起冲刷和冷却的作用。
高速磨粒对材料主要有两种破坏作用,一种是磨粒冲击工件时,工件表面产生的微破裂导致的脆性破坏作用;另一种是磨粒对材料微切削、变形磨损导致的塑性破坏作用。通常磨粒水射流切割任何材料时都同时存在这两种作用机理,只是其中一种作用的影响较大,而另一种作用可以忽略不计。加工脆性材料时,工件的去除主要是冲击造成了微裂纹的形核与扩展,形成微破裂,导致工件材料的去除;而加工塑性材料时,磨粒冲击造成的微切削、犁削、滑擦及变形磨损导致了工件材料的去除。
脆性工件的去除机理可分为六类,它们是径向/中位、侧向裂纹模式;沿晶、穿晶裂纹系统模式;赫兹裂纹模式;微切削;变形磨损和混合模式的破坏。一般材料去除都包含多种微观去除机理。通常,磨料法向冲击,使材料依次出现径向裂纹、中位裂纹和横向裂纹。径向和中位裂纹形核后,磨料及水楔入裂纹中,再加上横向裂纹的形核和扩展,工件出现微破裂,切屑脱落而形成凹坑;多次连续的冲击累积,便使材料得以大量去除。
当磨料水射流加工脆性材料时,在工件上通常可以观察到由两种裂纹构成的裂纹系统,如图2-47所示。
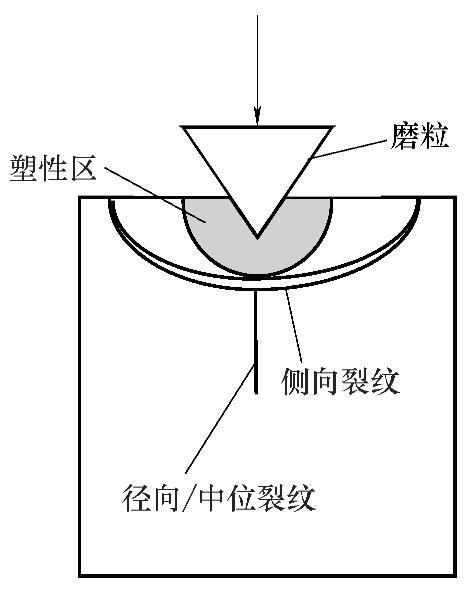
图2-47 径向/中位、侧向裂纹系统示意图
第一种是垂直于冲击面的径向/中位裂纹,第二种是平行于冲击面的横向裂纹。Wiederhorn和Lawn提出用弹塑性压痕应力场中萌生裂纹的模型解释该裂纹模式的形成。他们认为,当有锋利棱角的磨料粒子压入脆性材料时,在材料表面接触点附近形成一个等静压力区,该区域应力极高,导致工件产生显著的局部塑性变形,形成压痕,并且压痕周围出现一定范围的塑性变形区。塑性变形区对其外围的弹性基质产生压应力,使其外围出现弹性变形区。通过计算压痕应力场中的应力分布可知,材料内部最大拉应力出现于塑性变形区底部的弹、塑性变形区交界处。在拉应力的作用下,中位裂纹在此处形核。随着磨粒继续压入工件表面,中位裂纹向工件内部扩展。磨粒弹离工件过程中,在弹性恢复力的作用下,中位裂纹闭合。然而弹性变形区的弹性应力场和塑性变形区的残余应力场不匹配,使得弹、塑性变形区边界处形成侧向裂纹。侧向裂纹形核后,逐渐向工件表面扩展。当侧向裂纹扩展到工件表面时,微破裂形成,工件材料得以去除。中位裂纹使工件强度降低而几乎不导致材料去除,侧向裂纹是导致材料去除的主要原因。
Evans等认为,磨粒冲击时建立的接触压力是动态压力,分析工件的破坏时,应考虑动态接触压力和工件的动态影响。Zeng试验发现,所加工的多晶陶瓷材料以沿晶断裂为主,在直接冲击点还有塑性流动和熔化,提出了沿晶断裂模式。Miranda试验发现,岩石的硬度和空隙率对微观去除机理影响较大。对于空隙率较大且硬度较低的石材,其去除机理是沿晶裂纹模式;相反情况下,材料去除机理为穿晶断裂模式。Kahlman提出,热机械磨损和氧化反应是碳化硅材料去除的原因。沈阳建设工程学院研究者试验发现,工件的抗拉强度、抗压强度、冲击韧度、弹性模量及硬度对去除均有影响,抗拉强度的影响最大。通过计算磨料水射流产生的冲击压强,证明了对花岗岩的切割作用主要依靠射流产生的冲击力。大连铁道学院的研究者认为,射流冲击产生的压应力小于陶瓷的抗压强度,压应力不会导致材料破坏,而射流产生的拉应力才是导致工件破坏的根本原因。
塑性材料的微观去除主要有两种模式:微切削模式和变形磨损模式。微切削模式基于Finnie提出的刚性磨粒冲击塑性材料的微切削理论,即当锋利的坚硬磨粒以小角度冲击工件时,磨粒尖端依靠惯性压入材料表面且运动时,材料将被切割掉微体积,并在磨粒运动方向上形成切屑。变形磨损模式基于Bitter的变形磨损理论,即在磨粒大角度冲击下,材料表面因塑性变形引起了变形磨损,变形磨损导致了材料的去除。
微切削理论在解释小角度冲击下塑性材料的去除机理时较合理,但用于说明大角度冲击时误差较大。这是由于Finnie认为,磨粒大角度冲击时,只导致工件表面出现压痕,而不产生切削作用。实际上,磨粒初始冲击使工件表面粗糙,随后的磨粒虽名义上垂直入射,但实际上已不可能再保持严格的90°攻角;同时,该模型未考虑磨粒尺寸和形状的影响,这使得对模型中速度项指数估计的误差较大。变形磨损理论适用于分析大角度冲击下塑性材料的去除机理,但不适用于解释小角度冲击的情况。这是因为小角度冲击下微切削是主要去除机理,而大角度冲击下变形磨损是材料去除的重要原因。在分析磨料水射流切割塑性材料去除机理时,可以将这两种理论结合起来分析。在切割上半部时,磨粒通常以较小角度冲击,工件主要发生微切削去除;在切割下半部时,磨粒通常以较大的角度冲击,工件主要发生变形磨损去除。
4.磨料水射流切割技术的应用和发展展望
磨料水射流切割技术在许多工业部门有着广泛的应用。在航空航天工业中,用于切割硼纤维、碳纤维等复合材料;层叠金属或增强塑料玻璃;铝合金、不锈钢及钛合金等耐热合金。在汽车制造业中,切割各种非金属材料及复合材料构件,如仪表盘、地毯、石棉刹车衬垫、车窗玻璃及汽车内装饰板等。在兵器工业中,用于切割军用车辆的装甲板、履带、防弹玻璃、防弹背心、炮塔及枪械等。在建筑工业中,用于切割大理石、花岗石、陶瓷、玻璃纤维、石棉及凸纹铝板等。同时,磨料水射流还可以用于牛皮纸分卷切条、泡沫塑料板、多层布料及印制线路板等的切割。
微磨料水射流(micro abrasive waterjet,简称MAWJ)切割技术是基于常规的高压磨料水射流切割技术迅速发展起来的新型精密加工技术。与常规高压磨料水射流技术相比,微细磨料水射流的射流压力较低、射流束直径和磨料粒径均较小。通常,射流压力为30~100MPa,射流束直径为10~100μm,磨料粒径小于50μm。
微磨料水射流保持了常规磨料水射流技术的优点,例如,冷态加工过程中工件材料不发生热变形和热变性、加工时切削力小、可加工材料范围广和切缝质量好等。与常规磨料水射流相比,微磨料水射流能用于精密切割。常规的磨料水射流的射流束直径较大(500~1200μm),不适用于精密切割;而微细磨料水射流的射流束直径很小,因而可以用于精密切割。此外,实验发现,微细磨料水射流的加工效率是同等条件下常规磨料水射流的5倍以上。
1999年,Miller首次提出了微磨料水射流加工技术,并设计了前混合式微磨料水射流系统,其工作原理如图2-48所示。该系统用气液增压泵做动力源,最高工作水压为70MPa,水的压缩量限制在3%以内。水的流量为1~10L/h,磨料流量为2kg/h,磨料消耗量小,适于批量生产。使用氮化硅材料制成的喷嘴,产生的磨料水射流流束直径为30~70μm。工作台面积为100mm×100mm,重复定位精度为2μm。
澳大利亚新南威尔士大学研究者设计了微磨料水射流试验平台,发明了新型微量供料系统,实现了精密供料。我国山东大学先进射流工程技术研究中心研发了前混合式微细磨料水射流加工系统,研究了喷嘴内部流场,分析了硅酸盐玻璃、氧化铝陶瓷和氮化硅陶瓷的微观去除机理;广东工业大学研制了微磨料浆体射流加工装置,对玻璃和不锈钢板进行切割;西华大学研制了螺杆式精密供料系统。
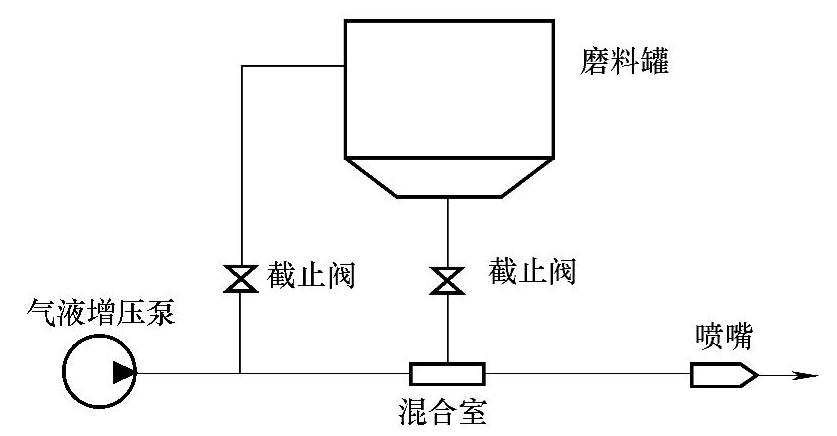
图2-48 微磨料水射流系统工作原理
目前,微磨料水射流可切割50μm~4mm厚的金属、聚合物、玻璃、三合板、电路板及碳纤维复合材料板。切割50μm厚的钛合金,喷嘴横移速度可达400mm/min;切割3mm厚的钛合金,喷嘴横移速度可达15mm/min。
随着磨料水射流切割技术的研究逐步深入,设备成本将不断降低,加工效率将进一步提高,磨料水射流切割技术的应用范围也必将日益扩展,潜力巨大。
[1]1in3=1.63871×10-5m3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





