1.高速主轴
高速主轴是实现高速切削最关键的技术之一,目前普遍采用高频电主轴,多采用内藏电动机式主轴,即机床主轴作为电动机转子,机床主轴壳体为电动机座的主轴结构。电动机的空心转子用压配合的形式直接套装在机床主轴上,定子带有冷却套,安装在主轴单元的壳体中。根据物理学原理,高频电主轴的功率会随转速的增加而降低,微细切削加工中为达到所需的切削速度,主轴转速高达300000r/min,其功率也较低,只能进行高转速下的微量切削加工。
高速主轴零件高速旋转时会产生振动和变形,此外,高速运转摩擦产生的热会造成高温和变形,也要进行控制。对高速主轴性能要求有:高刚性和高的回转精度;高转速、转速范围宽;高功率;热稳定性好;装夹可靠;具有良好的润滑和冷却系统;实时反馈的主轴检测系统等。
高速主轴的轴承作为回转轴支撑,其高速运转性能及回转精度直接决定了高速主轴的精度。常用的高速主轴用轴承有以下几种。
1)滚珠轴承。当前高速切削机床上装备的主轴多数为滚珠轴承电主轴。陶瓷轴承是采用氮化硅陶瓷做滚珠,轴承的内、外圈由轴承钢制成。与钢球相比,陶瓷球密度较小,重量较轻,因而可大幅度地降低离心力;其弹性模量较高,具有更高的刚度而不易变形;摩擦因数小,可减少轴承运转时的摩擦发热、磨损及功率损失。
2)液体静压轴承。液体静压轴承承载力大,其油膜具有很大的阻尼,动态刚度很高,特别适用于断续切削及轴向切削力较大的加工场合。其运动精度很高,回转误差一般在0.2μm以下,可以达到很高的加工精度和低的表面粗糙度。与滚珠轴承相比,液体静压轴承的液体有摩擦损失,故驱动功率损失比滚珠轴承大。对于粗加工、要求材料切除量大,但对加工表面粗糙度要求不高时,从经济性考虑应优先采用滚珠轴承主轴。在要求加工精度高、表面质量好的情况下,必须采用液体静压轴承。
3)空气静压轴承。空气静压轴承可进一步提高主轴的转速和回转精度。其优点在于高回转精度、高转速和低温升,主要适用于工件形状精度和表面粗糙度要求高的场合。缺点是承载能力较低,不适用于大量去除材料的场合;使用中需要洁净的压缩空气,耗气量较大,使用费用和维护费用较高。
4)磁悬浮轴承。磁悬浮轴承的优点是高精度、高转速和高刚度。缺点是机械结构复杂,而且需要一整套的传感器系统和控制电路,所以磁悬浮轴承主轴的造价一般是滚珠轴承主轴的两倍以上;此外,还必须有很好的冷却系统,因为其主轴部件和线圈都需要散热,如果散热不好,会导致主轴的温升过大,热胀冷缩造成主轴热变形,从而影响工件的加工精度。
2.高速进给系统
高速切削机床具有较高的主轴转速,必须有相匹配的进给速度才能获得最佳的每齿进给量,高速进给系统开始采用常规的滚珠丝杠传动,即采用大导程滚珠丝杠传动和增加伺服进给电动机的转速来实现,进给速度可达60m/min左右。为达到更高的进给速度,可使用直线电动机驱动系统。直线电动机具有无间隙、惯性小、刚度较大而无磨损,通过控制电路可实现高速度和高精度驱动。
直线电动机驱动系统的静态特性和结构动态特性主要取决于其位置控制周期,具有短至100~300μs的迟滞时间,可实现高的增益系数并获得足够的承载刚度。常规机床最大速度及使用寿命均受到导轨抗摩擦磨损性能、滚珠丝杠驱动及滚珠丝杠临界转速的影响,对于直线电动机机床,导轨经常设计成滚动轨道以提高其抗摩擦、磨损性能。为保证直线电动机稳定运行,避免其主要元器件的电气损耗,必须安装稳定可靠的冷却系统,保持良好的热稳定性;对机床移动部件,为达到最大速度和加速度应采用轻量化设计,在保证刚度的情况下减轻重量。
3.高速切削刀具系统
刀具技术在高速切削加工发展中起了重要的作用,正是由于刀具材料的不断发展,切削加工从低速走向高速;也正是刀具材料的限制,切削难加工材料出现的刀具磨损问题严重制约着加工效率,是其向更高速发展的瓶颈问题。此外,刀具与机床主轴之间的可靠、高精度连接、高速刀具产生的离心力,刀具刀体结构、材料及刀具动平衡等也是高速切削加工时必须注意的问题。
(1)高速切削刀具材料 刀具材料经历了从碳素工具钢、高速工具钢、硬质合金、涂层刀具到陶瓷、CBN、金刚石刀具等的发展历程,切削速度也从以前的1~10m/min发展到现在的10000m/min,提高了上千倍;现代的刀具材料在硬度、强度、耐磨性、耐热性及化学稳定性的提升与最初使用的切削刀具不可同日而语,其发展对于高速切削速度的提升至关重要。
高速切削虽然降低了传到工件上的热量,由于切削速度的提升,其整体切削热仍较常规切削高出许多,热量会传入切屑和刀具,尤其是刀具上热量的聚集,对刀具材料的热硬性提出了很高的要求。高温会造成刀具材料的软化,使其强度、硬度降低,如果长期处于高温下相当于对材料进行了退火处理。高速切削需要刀具材料在较高温度下依然能够保持良好的强度和硬度,同时还要能够抵抗高温、高压及高速等极端条件下的摩擦磨损。
硬质合金一般分为碳化钨(WC)基、碳化钛(TiC)基、氮化钛(TiN)基和超细晶粒硬质合金几类,硬质合金是由难熔金属碳化物和金属胶黏剂用粉末冶金方法制成,其硬度、耐热性、耐蚀性、耐磨性及化学稳定性等方面都优于高速钢,是目前主流切削刀具材料。碳化钨基硬质合金分为K(YG)、P(YT)、M(YW)三类,K(YG)类适于加工铸铁、有色金属和非金属材料,P(YT)类适于加工钢材但不宜加工钛合金及硅铝合金,M(YW)类称为通用硬质合金,适用于加工各类高合金钢、耐热合金、合金铸铁等难加工材料。
碳化钛基和氮化钛基硬质合金以TiC或TiN为硬质相,以镍钼或者镍钴钼为黏结相,代号YN,其硬度高达91~95HRA,达到陶瓷刀具水平,耐磨性好,有较低的磨损率,较高的抗氧化能力、耐热性好和化学稳定性好,又称为金属陶瓷,兼具金属的强韧度和陶瓷的硬度耐热性。
超细晶粒硬质合金具有硬质合金的高硬度和高速工具钢的强度,是一种性能优异的硬质合金,其WC的粉末粒度很细,一般在0.1~1μm之间,远小于普通硬质合金的晶粒尺寸,烧结时易自然团聚,出现WC晶粒不均匀长大等问题,生产难度较大。由于其晶粒尺寸微小,硬度可高达90~94HRA,强度达到5000MPa,并且可以磨成非常光滑锋利的切削刃,可用于制作尺寸较小的精密刀具。
涂层硬质合金材料是目前应用范围最广的高速切削刀具,硬质合金作为刀具基体具有较高的强度、硬度和韧度,根据其切削条件,选用不同的涂层以提高表面硬度、耐磨性、耐蚀性及耐热性等,可基本满足高速切削的需要,有较高的成本优势。目前典型的涂层结构有单涂层、多层涂层、多元涂层、纳米涂层、金刚石涂层和立方氮化硼(CBN)涂层等。TiC和TiN涂层是应用最广的涂层材料,与TiC涂层可达2500~4200HV的高硬度相比,TiN涂层摩擦因数小,应用温度更高,可高达600℃,并且具有更好的耐冲击性能。采用CVD的Al2O3涂层材料,其切削性能更优于TiC和TiN涂层,刀具耐用度更高,这是由于Al2O3涂层在高温下硬度降低小,具有更好的化学稳定性和高温抗氧化性能。常见的单涂层材料还有CrC、CrN、Cr2O3、ZrC、ZrN、BN和VN等。
TiCN、TiAlN为常见的多元涂层材料,多元涂层可弥补单一涂层的某种缺陷,取得良好的综合性能,如TiCN兼有TiC和TiN涂层的良好韧度和硬度,控制C和N的成分形成不同的梯度结构涂层,降低内应力,提高韧度;增加涂层厚度,减少裂纹扩展和崩刃现象;还有双层涂层甚至3~7层的多层涂层结构。
金刚石和类金刚石涂层是新型刀具涂层材料之一,采用低压化学气相沉积法生长出一层多晶金刚石膜,当加工硅铝合金、铜合金、玻璃纤维以及硬质合金等材料时,其寿命是普通硬质合金的50~100倍。
立方氮化硼(CBN)涂层是另一种新型刀具涂层,具有类似于金刚石的超高硬度、高耐磨性、小摩擦因数及低热膨胀系数等优点,同时具有优于金刚石的性能如对钢铁的化学惰性等。
陶瓷刀具硬度高达93.5~95.5HRA,可在1200℃下进行有效切削,具有耐高温性能显著、化学稳定性好等优点,切削速度比硬质合金刀具高2~10倍,寿命高几十倍,主要成分为氧化铝陶瓷、氮化硅陶瓷以及复合陶瓷等。(https://www.daowen.com)
金刚石刀具材料具有极高的硬度和耐磨性,显微硬度达10000HV,是自然界已知的最硬物质,耐磨性为硬质合金的80~120倍,寿命是硬质合金的百倍;具有很小的摩擦因数,有效降低了切削变形和切削摩擦力;可磨成锋利的切削刃,刀刃钝圆半径仅为0.1~0.5μm,天然金刚石为8~5nm,可进行高精度镜面的超薄、超精密切削加工;导热系数高,切削热容易散发,刀具切削温度较低;线胀系数小,切削加工时的热变形小,切削刃几何形状稳定性好,尤其适于进行超精密加工。
刀具材料的选择一方面应该以经济性为基础,同时考虑刀具工件材料副的力学、物理和化学性能匹配,即合理选择切削刀具和工件之间的硬度差、热性能以及耐化学磨损等性能。而对于不同加工对象,应综合考虑这些因素进行高速切削刀具材料的合理选择,如铝、镁等金属采用PCD或CVD金刚石涂层可达到1100m/min的切削速度,铸铁件采用CBN刀具可实现2000~4500m/min的切削速度。
(2)切削刀具连接技术 高速铣削加工中一般采用整体式刀柄刀具或基本刀柄-夹头/接柄-刀具组成,有些将刀座和接头做成一个整体,提高刀具系统整体刚度和动平衡精度、抗振性等。高速切削机床主轴的设计采用两面约束过定位夹持系统,使刀柄不仅在主轴内孔锥面定位,而且端面同时定位,具有很高的接触刚度和重复定位精度,连接可靠牢固。目前广泛采用的有德国HSK刀柄、美国KM刀柄和日本NC5刀柄等,这些刀柄采用锥度为1∶10的短锥柄替代原来的7∶24刀柄,具有广阔的应用前景。
HSK刀柄已被列入德国标准,它采用锥度为1∶10的中空短锥柄,短锥柄在主轴锥孔内定心,锥柄定位时留有0.1mm的间隙。在拉紧力作用下,中空刀柄的弹性变形补偿了这个间隙,实现了端面和主轴锥面的双面定位,定位后刀柄和主轴锥柄之间有3~10μm的过盈量,从而保证了很高的动静态刚度,具有很高的轴向和径向重复精度(1μm左右),特别适合进行高速切削。HSK刀柄与主轴连接的结构原理如图2-29所示:
目前刀柄系统与刀具连接方式有热缩夹头、高精度弹簧夹头及高精度静压膨胀夹头等。热缩刀柄主要利用热胀冷缩原理,刀柄装刀孔与刀具柄部配合使刀具可靠夹紧,这种连接方式结构简单,同心度好,夹紧力大,动平衡和回转精度高;使用时需要特殊的加热设备,使刀柄内径胀大,装刀后冷却夹紧刀具。这种夹紧夹持方式精度高,传递扭矩大,能承受更大的离心力。图2-30所示为HAIMER热缩装夹系统及其装夹示意图:
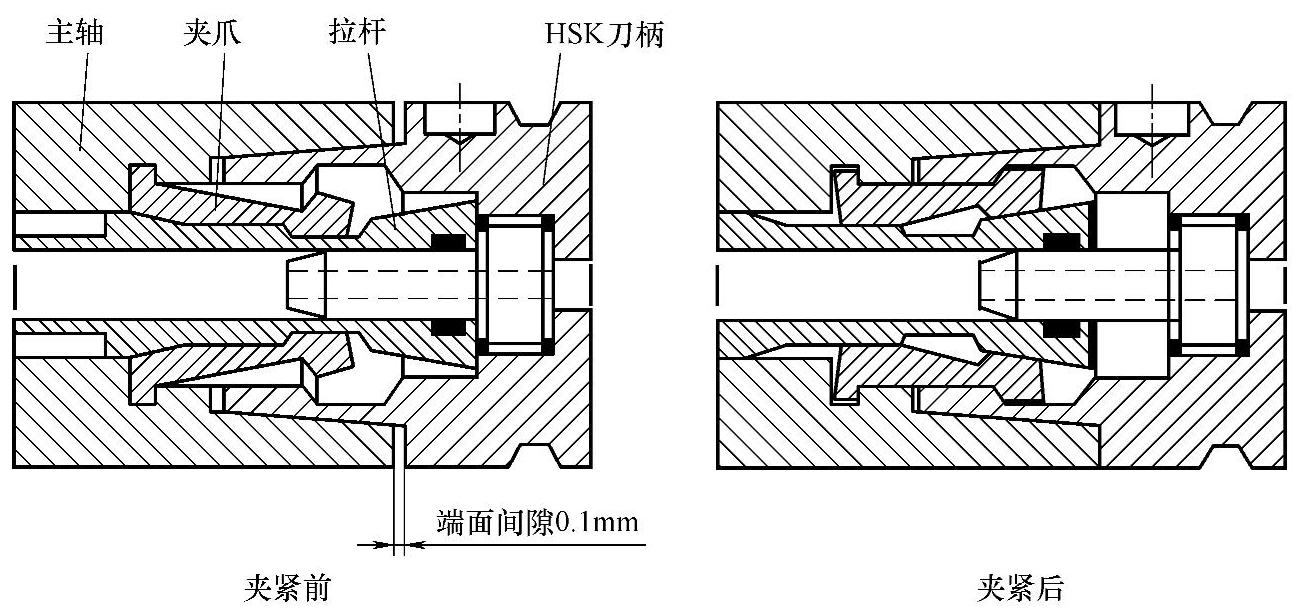
图2-29 HSK刀柄与主轴连接的结构原理

图2-30 HAIMER热缩装夹系统及其装夹示意图
a)热缩装夹系统 b)热缩装夹示意图
弹簧夹头一般采用具有锥度的锥套作为刀柄系统与刀具的夹紧单元,当夹紧螺母压入锥套,使锥套内径缩小从而夹紧刀具。目前常用的是ER夹头,具有较好的同心度和直径,夹紧力大且精度较高,性价比较好,应用广泛,适用于高速切削。高精度强力弹簧夹头可在高达30000~40000r/min的转速下使用,足以满足一般的高速切削需要。液压夹头能够提供较大的夹紧力,且夹紧均匀可靠,具有较高的夹紧精度和重复定位精度,减振能力强,是机械夹头寿命3~4倍,适用于主轴转速为15000~40000r/min的情况。
(3)刀具动平衡技术和磨损。高速切削条件下,由于速度较高,刀具系统的不平衡会产生离心力,造成机床工艺系统的振动,影响切削加工的稳定性,如加剧主轴、主轴轴承之间的磨损,降低工件加工质量,出现振纹等,并会带来安全隐患,所以高速切削刀具的动平衡性能是整个刀具系统优劣的重要指标。目前各国都制定了相应的刀具动平衡标准,但大多数国家借用了刚体旋转体平衡的国际标准ISO1940/1规定的G40平衡质量等级,实际上,大多数精密加工刀具的不平衡品质已经达到了G2.5级标准,基本可适应主轴转速为20000r/min的加工条件。如果主轴转速高于15000r/min,建议配备可调节的刀具平衡系统,对刀具动平衡进行调节,如使用平衡调整环、平衡调整螺钉、平衡调整块等去除不平衡量达到平衡的目的。高速切削应尽量选择高质量的刀杆和刀具;减少刀具悬长,选择短而轻的刀具;使用HSK刀柄时,定期检查刀具和刀杆的疲劳裂纹和变形等,以尽量避免刀具系统动平衡度差的不利影响。
在常规切削加工中,刀具磨损量随切削速度的增加而增大,但高速切削加工却远没有那么简单,反而在某些研究中,存在一个适合的切削参数范围,在这一范围内,刀具的磨损量最小。刀具磨损是切削刃上各种因素载荷共同作用的结果,取决于刀具材料、工件材料以及作用在切削刃上的各种载荷,高速切削加工将传统加工中施加于刀具上的静载荷,如机械载荷作用、热作用、化学作用和磨料作用等重新进行了动态调整,改变了载荷的分布和作用强度,使切削刀具磨损特征与传统加工有所区别。刀具磨损通常是作用在刀具上的各种载荷产生的不同类型的磨损机理综合施加作用后叠加起来的整体效果,必须根据实际工况磨损中出现的具体磨损形式进行合理分析研究。合理的润滑和刀具材料选择,以及切削参数的适当调整是减少刀具磨损的有效工艺措施。
4.高速加工冷却润滑技术
高速切削加工产生的高温会使刀具磨损加剧,缩短刀具寿命,必须采用合理的冷却润滑措施,改善摩擦状态,减少磨损。采用环保的可持续发展战略指导下的冷却润滑技术是高速切削技术发展的必由之路,由此涌现了很多新型的技术,如干式切削、微量润滑切削、喷雾切削以及大流量湿式切削等。高速加工冷却润滑技术根据切削介质施加位置不同,可分为外喷式冷却和内喷式冷却切削;根据切削截止作用温度,可分为高温、常温、低温和超低温等冷却切削。
干式切削指切削中不使用任何液体冷却润滑介质的方法,如纯干式切削或者以气体射流为冷却介质的干式切削。干式切削对刀具材料的要求较高,尤其是材料耐热性方面。
微量润滑(MQL)切削是介于干式切削和湿式切削之间的一种新型切削加工方法,其原理是采用微量的切削润滑液,汽化后喷射到加工区域进行有效润滑。该系统可以有效控制切削润滑液的数量,准确喷射到刀具、工件的接触区域,改善其局部摩擦接触情况;气化用的压缩空气还可以吹掉切屑,从而抑制温升,大幅减少切削热的产生。MQL所需的润滑液用量极少,一般为5~400ml/h,合理使用后的工件、切屑以及刀具都是干燥的,避免了后期的一系列清洁处理程序,具有无废弃物、节约成本、无污染的环保优势。
对于难加工材料以及某些必须采用切削液的场合,湿式切削则采用大量切削液循环使用的方法,达到冲屑、润滑及冷却的作用,短期内还无法替代,但其对于环境的污染不可避免,应开发绿色环保无污染的切削介质替代目前污染严重的切削液。
5.高速加工安全性与监控技术
高速切削加工使得高速机床加工过程危险性大增,以直径为200mm的铝合金刀盘为例,当其以27500r/min的高转速工作时,刀具破损后,1/4部分飞出所具有的动能高达21KJ,而厚度5~12mm的普通金属版或者有机玻璃隔板仅能承受1.3~7.4KJ的能量,剩余能量还将继续对隔离区外的人员或者物品构成巨大威胁。因此,对于高速机床的安全性应在结构设计、安全防护、加工监控及失效保护等方面进行系统研究。
高速铣削中飞出的刀片具有的动能与开枪射击子弹所具有的能量相当,在机床被动防护方面,机床的防护罩必须能够吸收由碰撞物所释放出的巨大能量,使其尽可能地在隔离区内被消耗掉而不传递到防护区外,可采用较厚的聚碳酸酯板或者多夹层的复合材料护板。在主动安全防护方面,高速机床必须对于切削加工中出现的危险信号,如切削力、主轴的径向位移、刀具破损、主轴振动及轴承温度变化等及时进行采集,如发现异常,可改变加工状态或者采取紧急停机等措施减少潜在危险的发生。这些情况需要在线的快速响应监控系统,目前已有的相关主动安全装置集成了传感器、控制器、执行器,是一种可执行在线监控的机电系统。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



