流程的运作总是存在一定的途径和规则。要想规范操作步骤,就必须对操作步骤加以开发和固化。这主要从两方面进行,一是针对途径和规则的开发和固化;一是针对具体工序操作的设计和固化。
下面我们通过某厂钢转炉车间的生产流程来作具体阐述。
某厂钢转炉流程生产线的主要装备如下:20t氧气顶吹转炉两座,平均出钢量为23t;40t氧气顶吹转炉两座,平均出钢量为43t;300t、600t混铁炉各一座;倾翻支架两座;R6m三机三流小方坯连铸机两台(产品规格120mm×120mm、150mm×150mm);R8m四机四流方坯连铸机两台(产品规格150mm×150mm方坯、200mm×240mm矩坯);20tLF精炼钢包炉两座。
后配轧钢机组为:一台四流连铸机与棒材机相配,连铸机冷床与棒材的加热炉入口仅为13m,略大于一根定尺坯的长度;另一台四六连铸机与高线机组相配,厂房紧挨,同时还提供中型材机组所需的矩形坯;另外两台三机三流连铸机分别提供线材机组和中型机组。
1.对流程运作途径和规则的开发与固化
固化流程运作途径和规则的前提是对流程网络进行优化。因此,首先要统一单元工艺装备。例如,将两座40t转炉改为20t转炉提高生产率、采用统一工艺的铁水包与废钢斗,统一R8m弧连铸机与R6m弧连铸机钢包回转台大小,增加输送设备,拉大炼钢厂和轧钢厂之间距离,增加缓冲空间。这样,对流程运作步骤加以开发后,再将其生产流程予以固化,如图5-1所示。
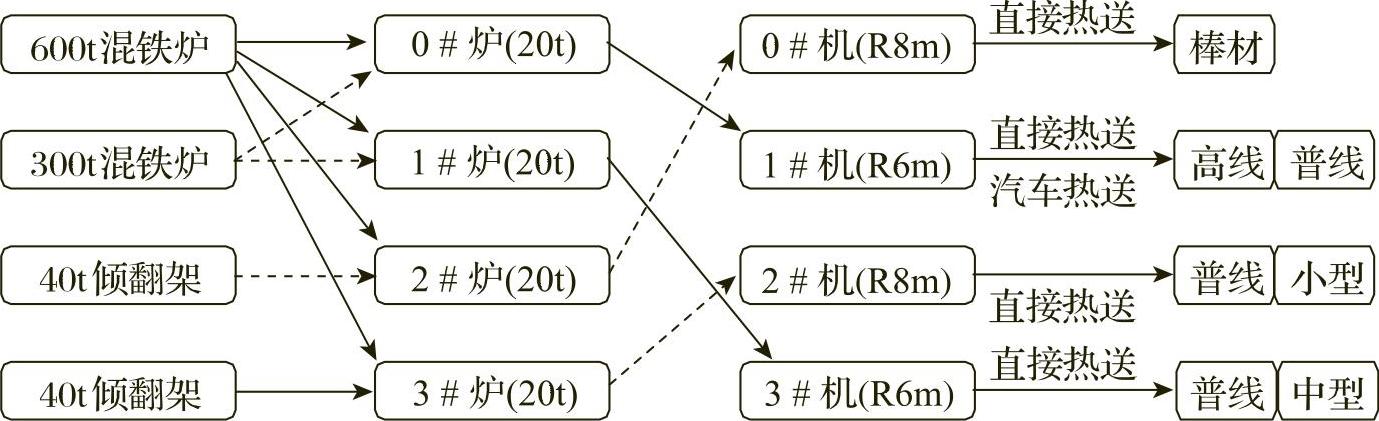
图5-1 某钢铁厂生产流程固化图
从图5-1可以看出,两种类型转炉匹配两种类型连铸机,各转炉对应着相应的连铸机,不同连铸机对应着不同的轧钢机组,而且通过直接热送或者汽车热送途径,让铁流直接进入下一道工序。(www.daowen.com)
基于生产特点,钢铁的温度控制和生产中的及时输送,是流程固化的重点对象。因此,这里需固化的流程规则主要是一个控制和五个规则。一个控制是全程温度控制;五个规则分别是:四座转炉废钢兑铁时间控制规则、转炉优先开炉规则、钢包周转个数规则、轧钢机优先供料原则、品种钢计划安排规则。
2.对具体工序操作的设计与固化
对流程运作途径和规则固化后,还需对具体工序操作的时间、内容等进行设计,并予以固化,以保障“各种流”在各工序之间的流量平衡和整体连续性。
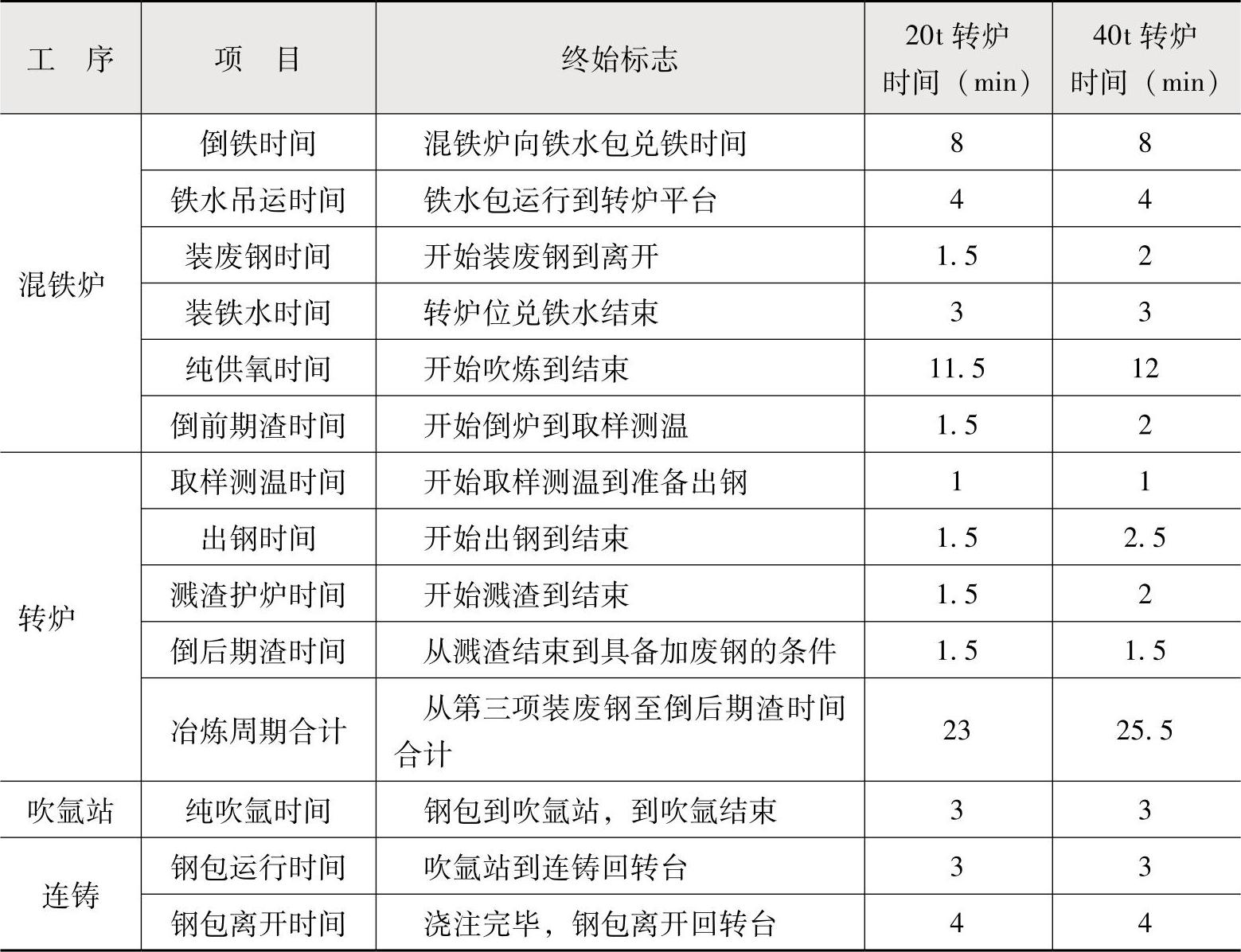
以炼钢工艺流程为例,工艺运行时间固化表如表5-2所示。
表5-2 炼钢工艺运行时间固化表
通过上述固化措施,流程运作的基本操作步骤便得到了确定。不过,要想实现流程规范运作,还需要对流程岗位人员的工作职责和工作内容加以明确,以确保流程在实际运作中能够达到预期目标。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






