精益生产的体系结构如图20-4所示。大厦的屋顶就是精益生产体系,挑战七项零极限目标,分别是:零切换浪费、零库存、零浪费、零不良、零故障、零停滞、零事故。
支柱1:准时制生产,即追求零库存。零库存是指把库存“尽量减到最少的必要程度”,它是缩短生产周期和降低生产成本的主要方法。
支柱2:全面质量管理,它是保证产品质量,达到零缺陷目标的主要措施。
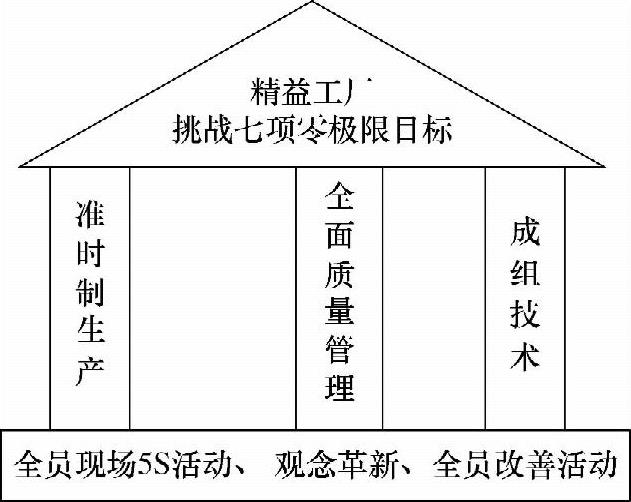
图20-4 精益生产的体系结构
支柱3:成组技术,它是实现多品种、按顾客订单组织生产、扩大批量、降低成本的技术基础。
精益生产的基础就是全员现场5S活动、观念革新、全员改善活动。
以下分别就精益生产的体系进行说明:
(1)屋顶——七项零极限目标。①零切换浪费(Products,多品种混流生产)。将加工工序的品种切换与装配线的转产时间浪费降为零或接近为零。②零库存(Inventory,消减库存)。将加工与装配相连接流水化,消除中间库存,变市场预估生产为接单同步生产,将产品库存降为零。③零浪费(Cost,全面成本控制)。消除多余制造、搬运、等待的浪费,实现零浪费。④零不良(Quality,高品质)。不良不是在检查位检出,而应该在产生的源头消除它,追求零不良。⑤零故障(Maintenance,提高运转率)。消除机械设备的故障停机,实现零故障。⑥零停滞(Delivery,快速响应、短交期)。最大限度地压缩前置时间(Leadtime)。为此要消除中间停滞,实现零停滞。⑦零事故(Safety,安全第一)。
(2)JIT。JIT(准时制生产)是日本丰田汽车公司在20世纪60年代实行的一种生产方式,1973年以后,这种方式为其度过第一次能源危机起到了重要作用,后引起其他国家生产企业的重视,并逐渐在欧洲和美国的企业应用。JIT的基本思想可以概括为:在需要的时候,按需要的量生产所需的产品。也就是通过对生产的计划和控制以及对库存的管理,来实现一种无库存或库存最小的生产系统。
JIT生产方式以准时化生产为出发点,首先暴露出生产过量和其他方面的浪费,然后对设备、人员等进行淘汰、调整,达到降低成本、简化计划和提高控制的目的。在生产现场控制技术方面,JIT的基本原则是在正确的时间,生产正确数量的零件或产品,即时生产。它将传统生产过程中前道工序向后道工序送货,改为后道工序根据看板向前道工序取货,看板系统是JIT生产现场控制技术的核心,但JIT不仅仅是看板管理。JIT是一种理想的生产方式,这其中有两个原因:一是因为它设置了一个最高标准,一种极限,就是零库存。实际生产可以无限地接近这个极限,但却永远不可能达到零库存。二是因为它提供了一个不断改进的途径,即降低库存——暴露问题——解决问题——降低库存……这是一个无限循环的过程。
JIT的目标包括:①废品率最低;②库存量最低;③减少零件搬运,降低搬运量;④机器损坏率低;⑤批量尽量小;⑥准备时间最短;⑦生产提前期最短。
JIT的基本手段如图20-5所示,具体内容如下:
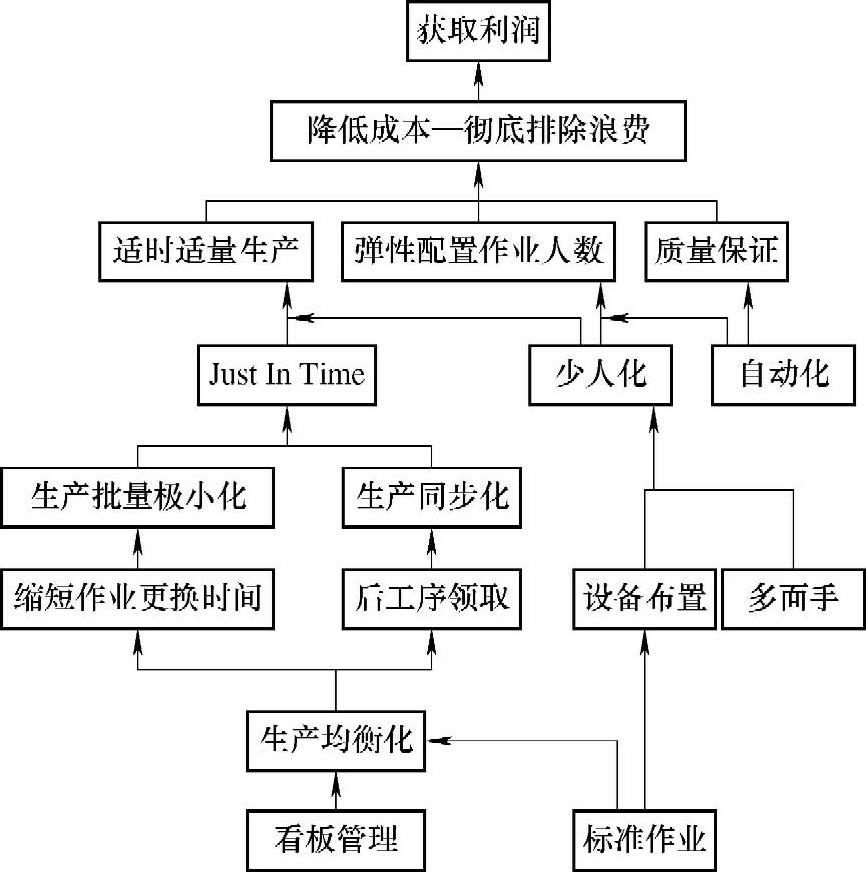
图20-5 JIT的基本手段
1)适时适量生产。可以采用的手段有:①生产同步化;②生产均衡化;③资源配置合理化;④使用看板管理生产。
2)弹性配置作业人数。采用少人化技术,来实现随生产量而变化的调整作业人数。即生产工人数量随生产工作量而变动,通过作业改进不断减少作业人数,以达到提高效率、降低成本的目的。
3)质量保证。
同步化生产,即工序间不设置仓库,前一工序的加工结束后,加工件立即转入下一工序去,装配与机械加工几乎平行进行,产品被连续地生产出来,如图20-6所示。
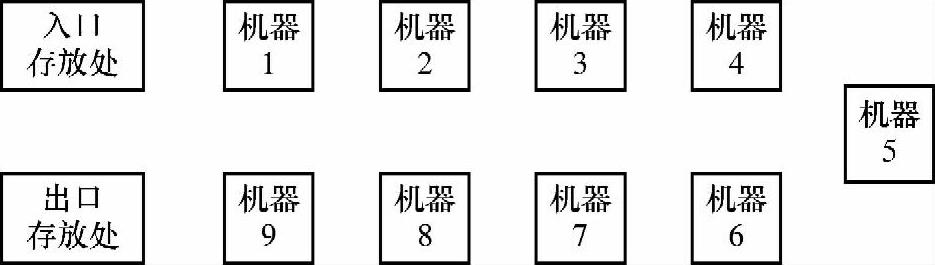
图20-6 生产同步化一般采用的U形布置
生产均衡化是实现适时适量生产的前提条件。所谓生产均衡化,是指总装配线在向前工序领取零部件时应均衡地使用各种零部件,生产各种产品。为此在制定生产计划时就必须加以考虑,然后将其体现于产品生产顺序计划之中。在制造阶段,均衡化通过专用设备通用化和制定标准作业来实现。
资源配置的合理化是实现降低成本目标的最终途径,具体是指在生产线内外,所有的设备、人员和零部件都得到最合理的调配和分派,在最需要的时候以最及时的方式到位。从设备而言,设备包括相关模具实现快速装换调整,例如,丰田汽车公司发明并采用的设备快速装换调整的方法是SMED(快速换模)法。丰田汽车公司所有大中型设备的装换调整操作均能够在10min之内完成,这为多品种、小批量的均衡化生产奠定了基础。(www.daowen.com)
看板管理是一种生产运作现场物流控制系统,是实现JIT生产的管理工具和手段。看板的功能有:①生产以及运送的工作指令;②防止过量生产和过量运送;③进行目视管理的工具;④改善工具。看板操作的使用规则如下:
◆ 没有看板,不能生产,也不能搬送。
◆ 看板只能来自后工序。
◆ 前工序只能生产取走的部分。
◆ 前工序按收到看板的顺序进行生产。
◆ 看板必须和实物放在一起。
◆ 不能把不良品交给后工序。
看板的工作原理如图20-7所示。
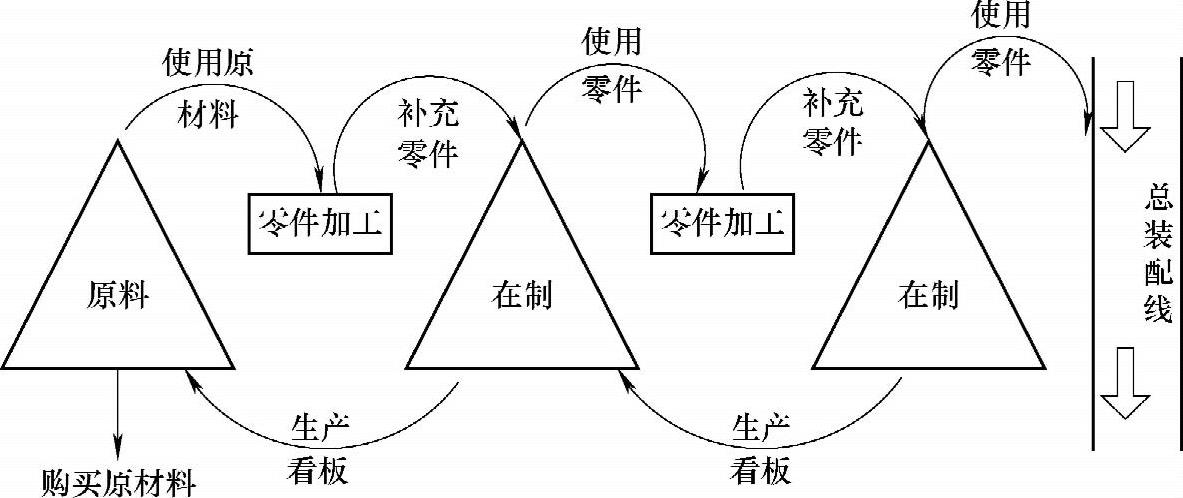
图20-7 看板的工作原理
(3)TQM。TQM(Total Quality Management,全面质量管理)的思想精髓,是一种全员、全过程、全企业的品质经营。它是指一个组织以质量为中心,以全员参与为基础,目的在于通过让顾客满意和本组织所有成员及社会受益而达到永续经营的管理途径。
在精益生产方式中,通过将质量管理贯穿于每一工序之中来实现提高质量与降低成本的一致性,具体方法有:
1)使设备或生产线能够自动检测不良产品,建立一旦发现异常或不良产品可以自动停止设备运行的机制。
2)生产第一线的设备操作工人发现产品或设备的问题时,有权自行停止生产的管理机制。
(4)GT。GT(成组技术)是将具有相似特征或信息的多种事物,按照一定的准则分类成组,使若干事物能够采用同一处理方法,以达到节省精力、时间和费用的目的。GT将多种零件按其相似性进行分类成组,并以这些零件组为基础组织生产,实现多品种、中小批量生产的产品设计,制造工艺和生产管理的合理化。
(5)全员现场5S活动。5S是Seiri(整理)、Seiton(整顿)、Seiso(清扫)、Seiketsu(清洁)和Shitsuke(素养)这五个词的缩写。
1)整理。就是区分必需和非必需品,现场不放置非必需品:将混乱的状态收拾成井然有序的状态。5S管理是为了改善企业的体质,整理也是为了改善企业的体质。
2)整顿。对整理后现场留下的物品进行科学合理的布置和摆放。整顿后可以使工作场所布置井然有序、一目了然,减少找寻物品的时间。
3)清扫。将岗位保持在无垃圾、无灰尘、干净整洁的状态。清扫的对象有地板、天花板、墙壁、工具架、橱柜、机器、工具、测量用具等。
4)清洁。将整理、整顿、清扫进行到底,并且制度化;管理公开化,透明化。
5)素养。培养每位员工养成良好的工作习惯,自觉遵守规章制度,工作积极主动。
推行5S,保持生产场地环境优雅,机械设备干净明亮,工位器具摆放有序易于寻找,文件、资料各归其位易于查找。这样才能激发人们的工作热情,减少事故的发生率,保证安全、提升产品的质量和企业的竞争力。5S不仅仅是为了打扫而打扫,而是让员工在每天的整理、整顿、清扫中逐渐培养一种习惯或素养,自觉维护和管理生产现场。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




