可转位刀片型号由9个号位的内容来表示主要参数的特征。国内外硬质合金厂生产的车削用的可转位刀片型号和铣削用的可转位刀片型号都符合GB/T 2076—2007、ISO 1832—2004标准,由9个给定意义的字母和数字代号组成,并且这些数字和字母按一定顺序排列,如TPGN160308EN。现说明如下:
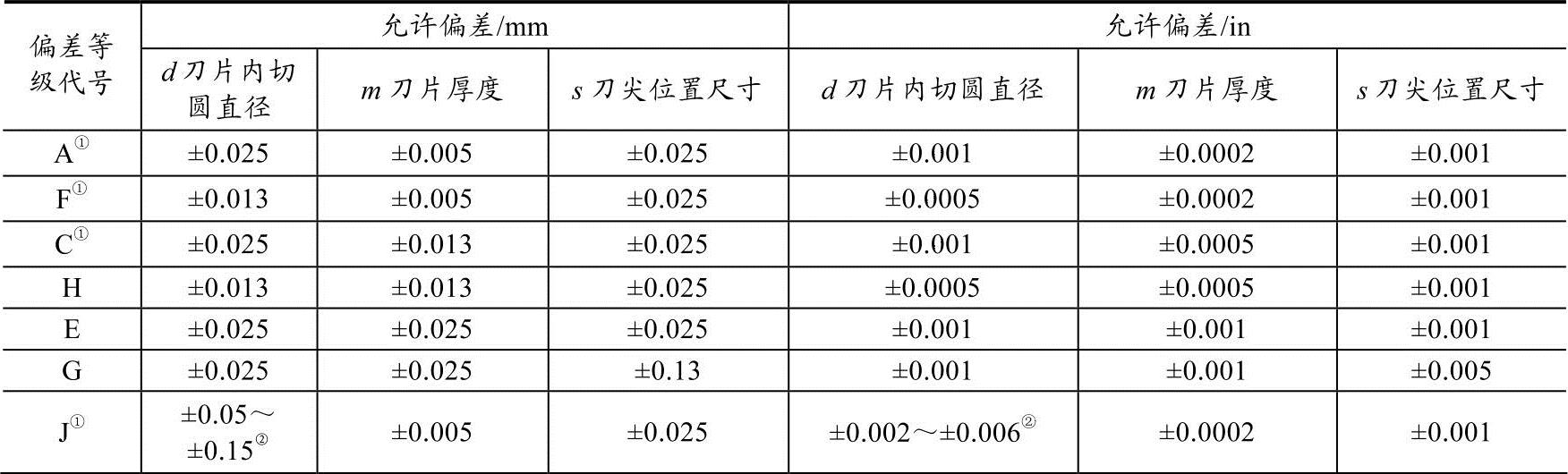
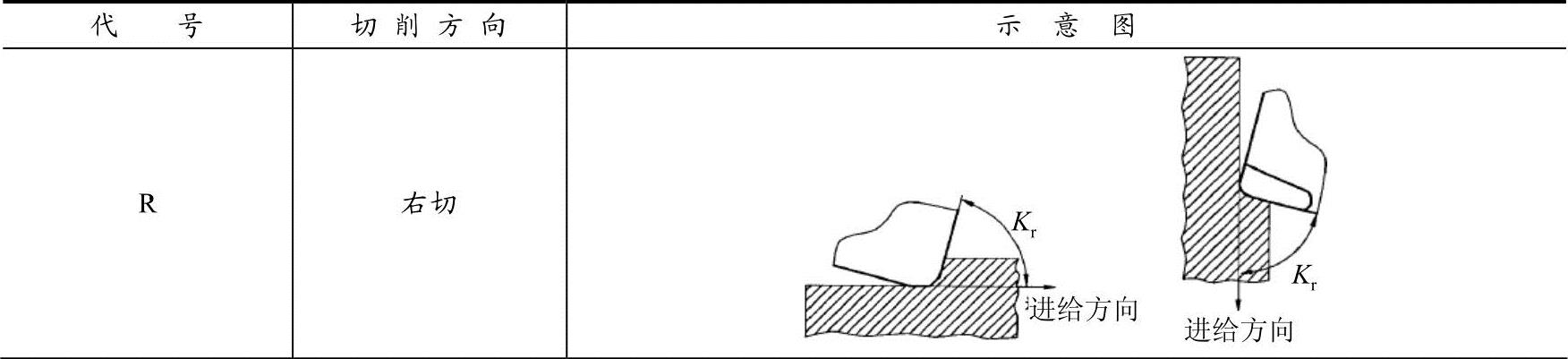
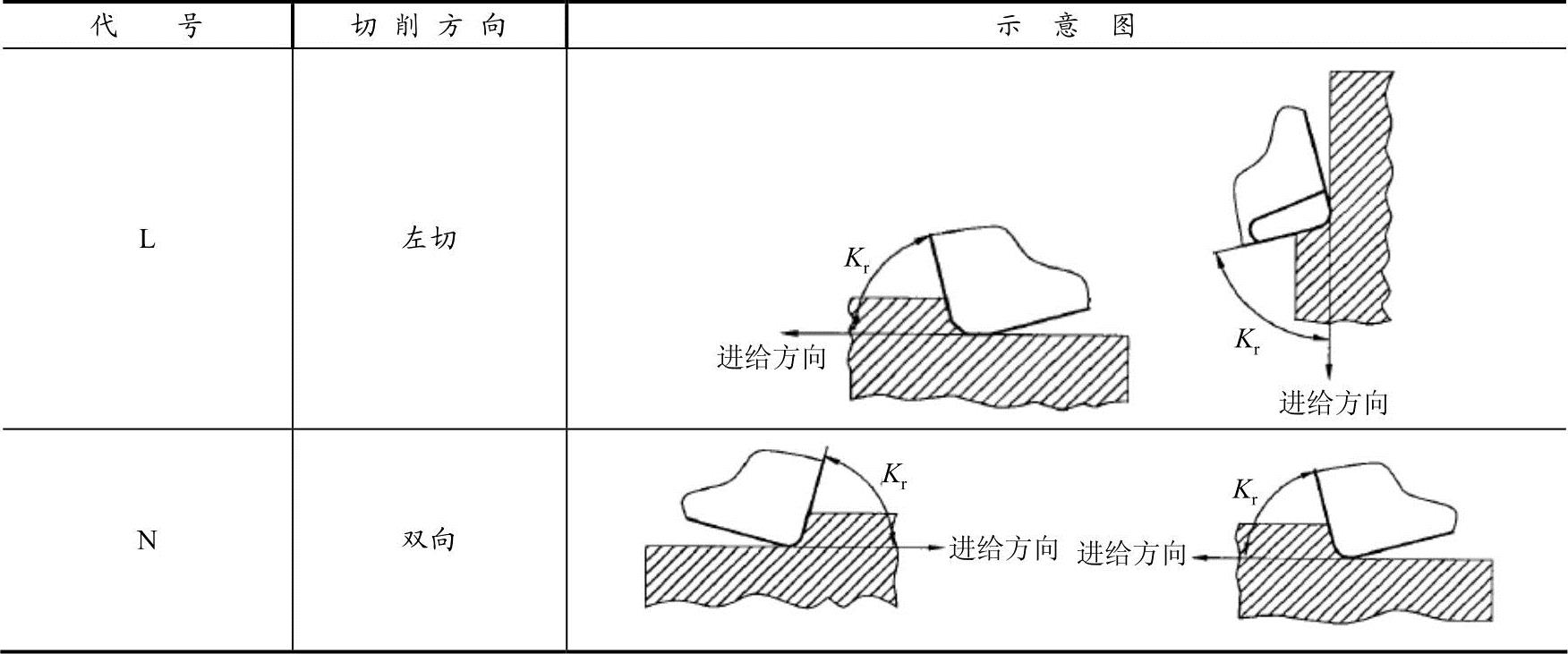
第一位字母T表示刀片的形状为正三角形,表2-3列出了可转位刀片的形状;第二位字母P表示刀片的法后角位11°,表2-4列出了可转位刀片的法后角;第三位字母G表示刀片主要尺寸允许偏差等级,见表2-5;第四位字母N表示刀片的夹固形式为无固定孔,且无断屑槽,刀片的夹固方式及其有无断屑槽代号可参考表2-6;数字16表示刀片长度,单位为mm,刀片形状不同,刀片长度表示方法也不同,参见表2-7;03为刀片厚度代号,不同的厚度对应不同的代号,参考表2-8;08为刀尖形状代号,刀尖形状也可用字母表示,参考表2-9;字母E表示切削刃形状,各种切削刃形状对应的代号参考表2-10;字母N表示刀片切削方向,除此之外,刀片切削方向还有两种,参考表2-11。
表2-3 刀片的形状
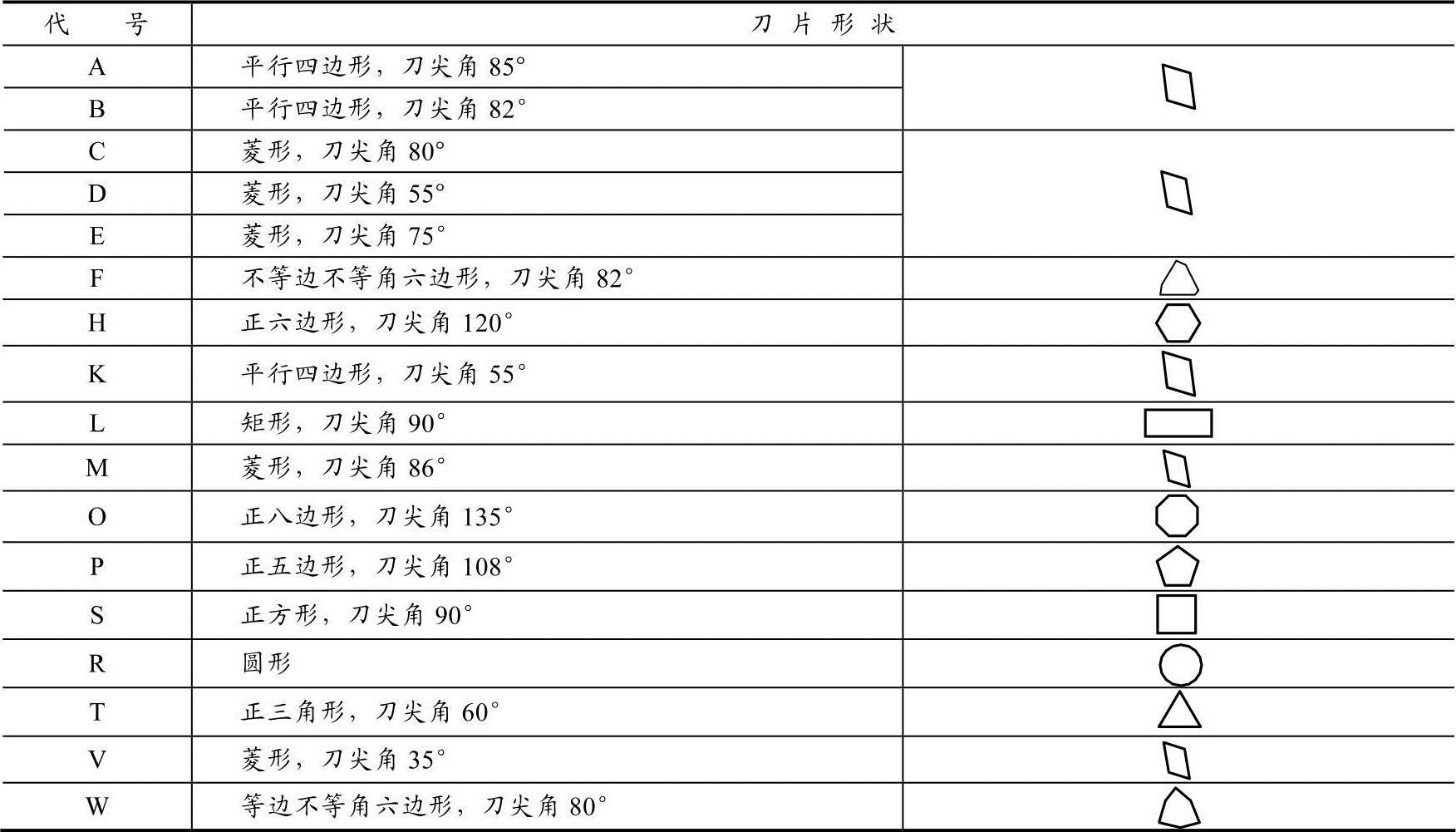
表2-4 刀片的法后角
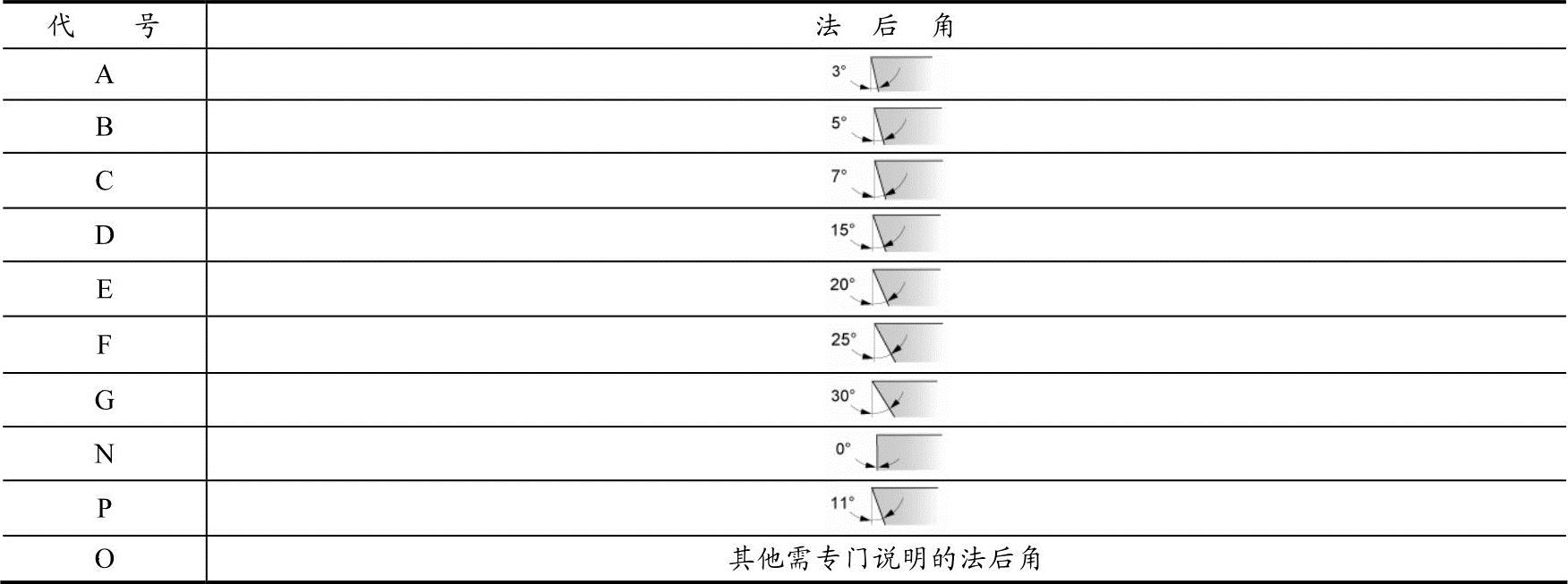
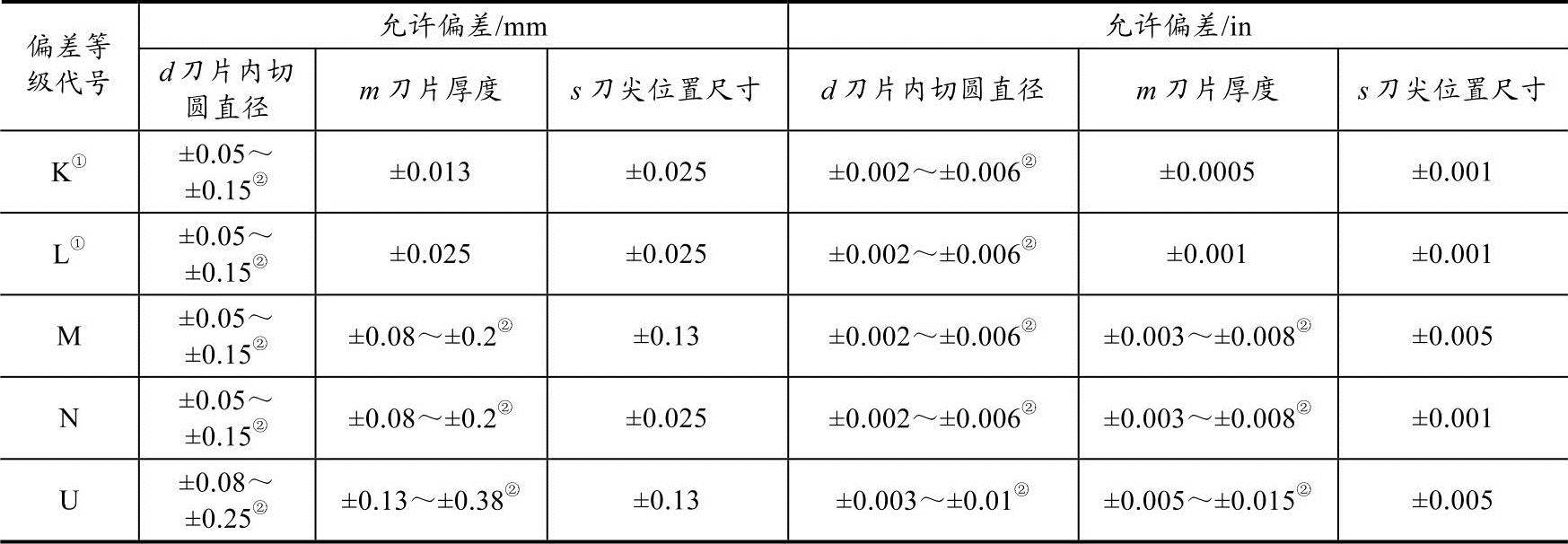
表2-5 刀片主要尺寸允许偏差等级
(续)
①通常用于具有修光刃的可转位刀片。
②允许偏差取决于刀片尺寸的大小,每种刀片的尺寸允许偏差应按其相应的尺寸标准表示。
表2-6 刀片的夹固方式及其有无断屑槽
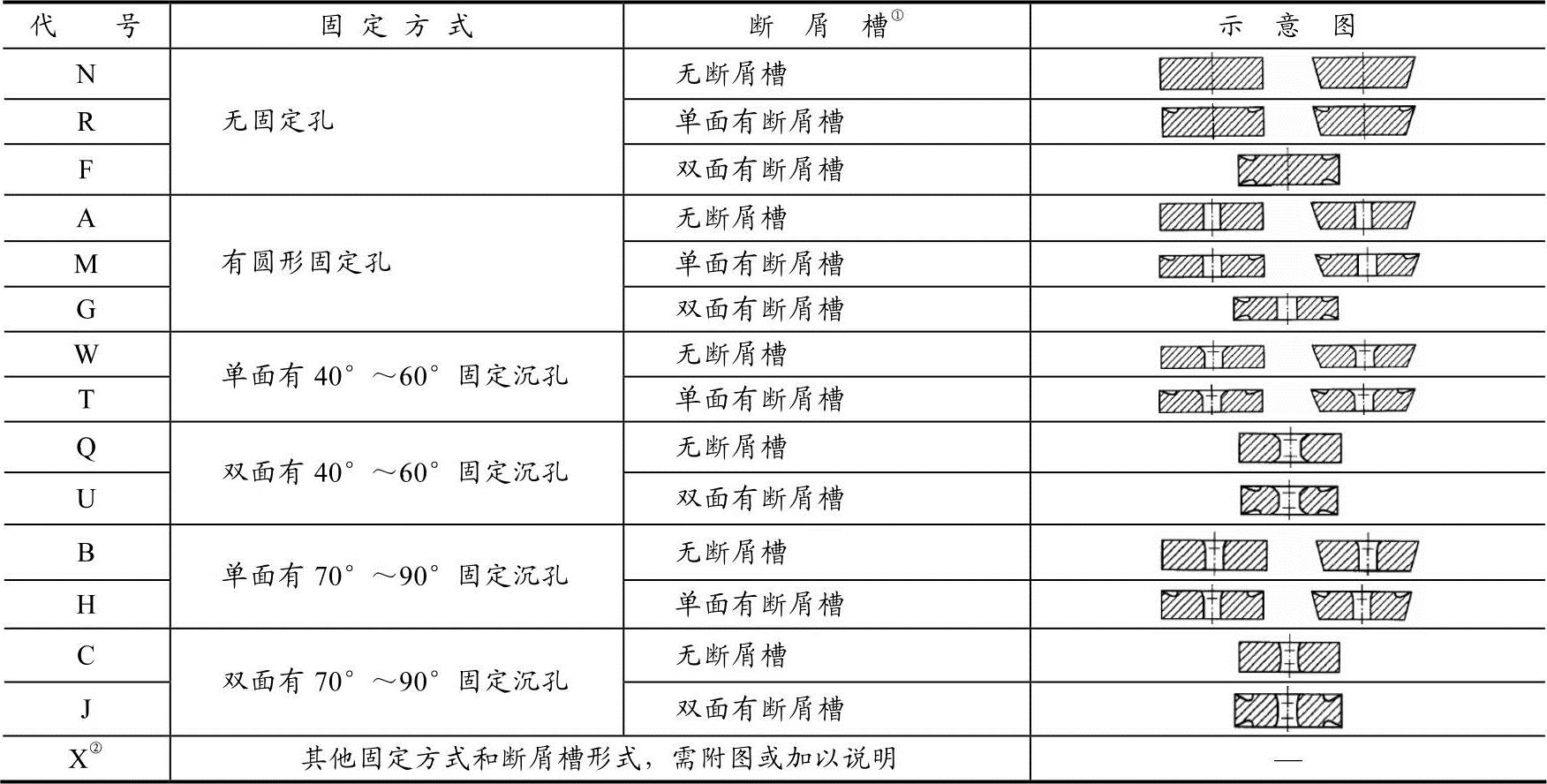
①断屑槽的说明见GB/T 12204—2012。(www.daowen.com)
②不等边刀片通常在刀片型号第4位用X表示,刀片宽度的测定以及刀片结构的特征需要予以说明。如果刀片形状没有列入型号第1位的表示范围,则此处不能用代号X表示。
表2-7 刀片长度
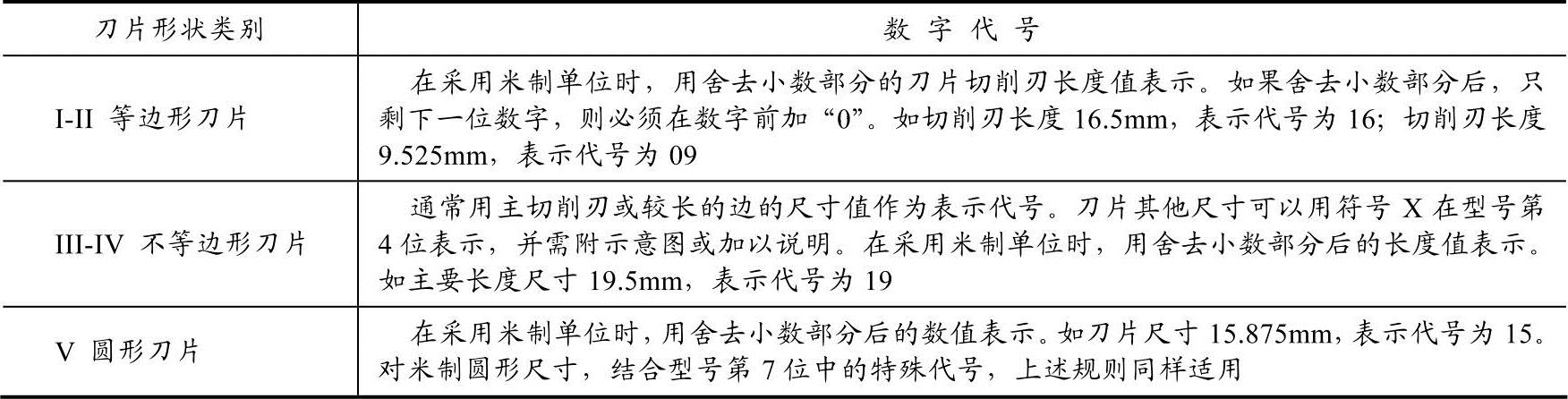
表2-8 刀片厚度
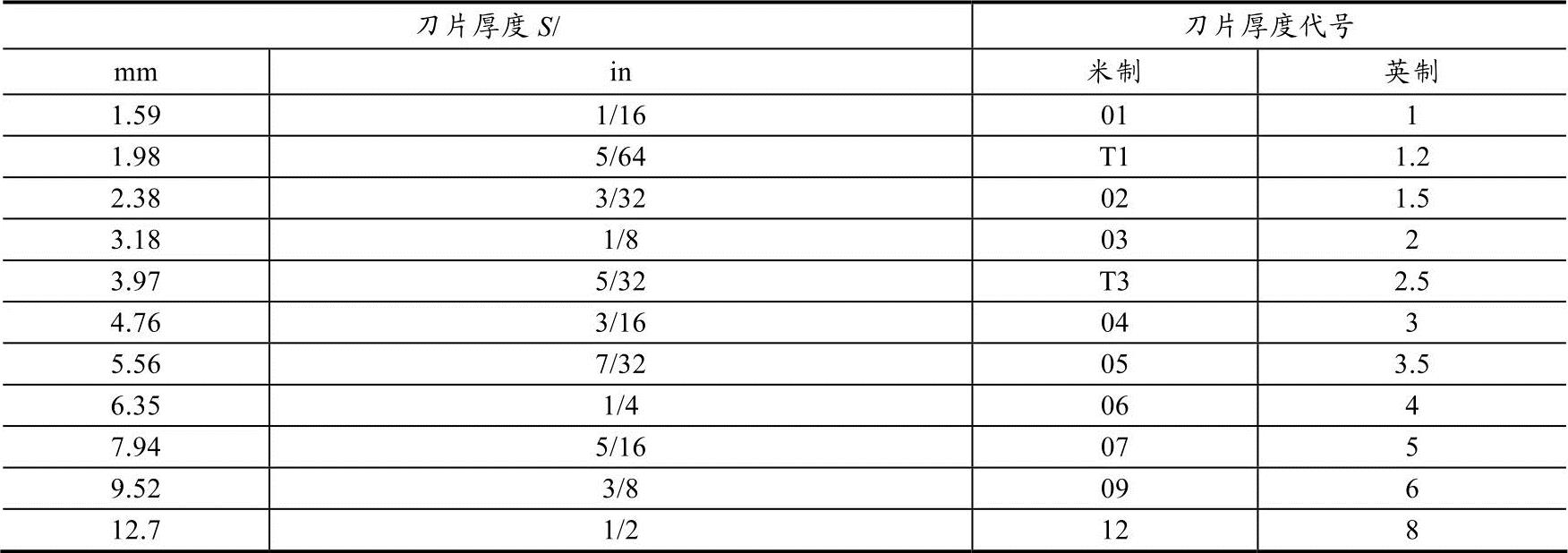
表2-9 刀尖形状
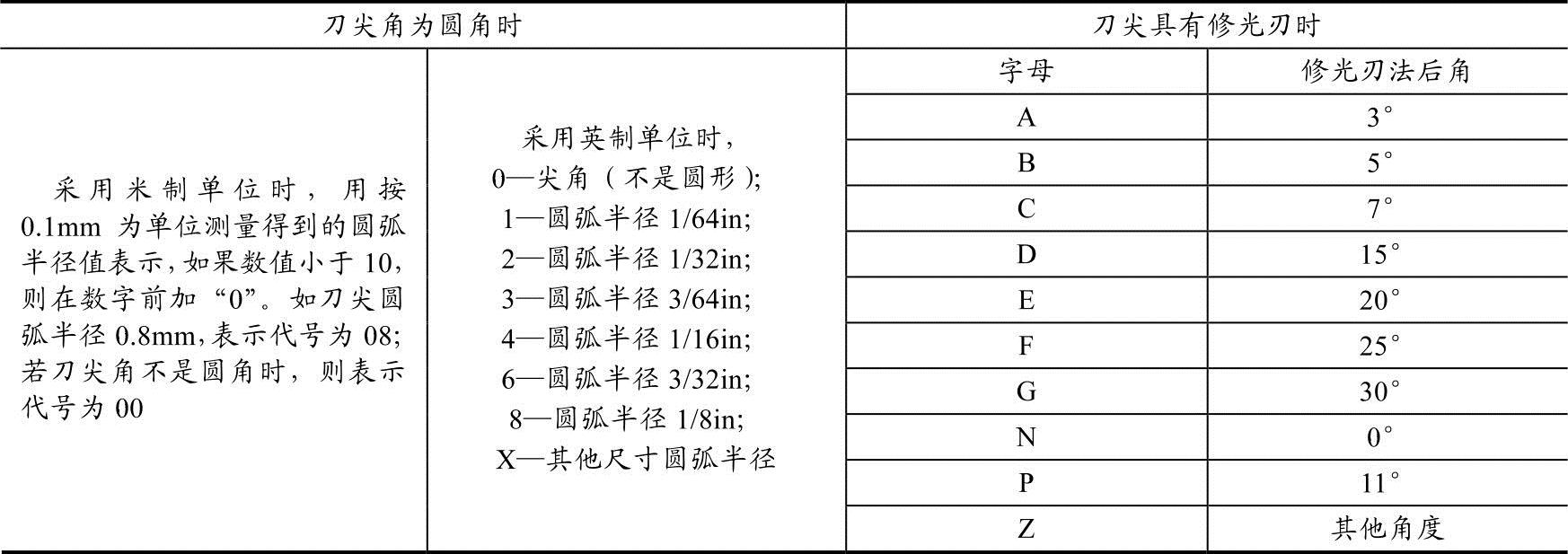
表2-10 切削刃截面形状
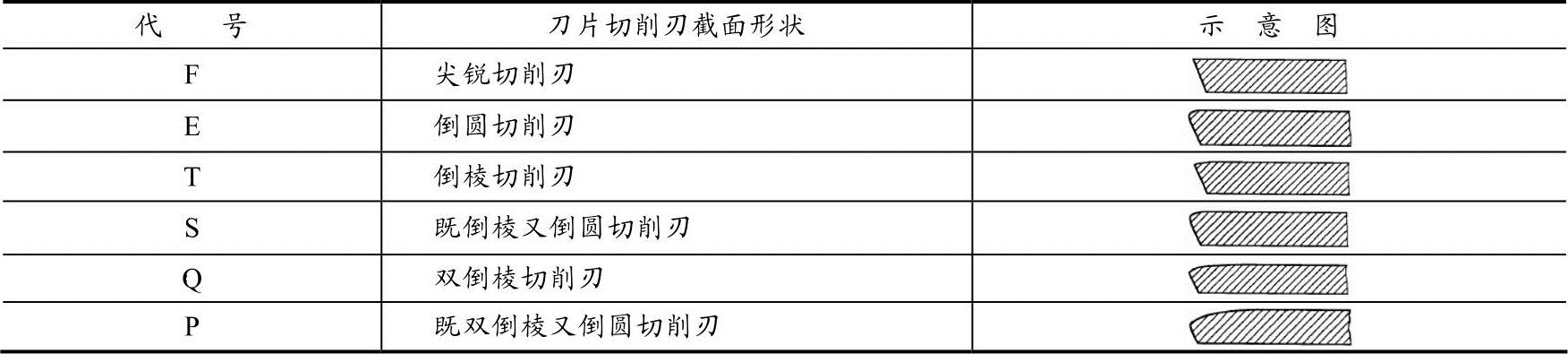
表2-11 刀片切削方向
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




