(一)刨刀
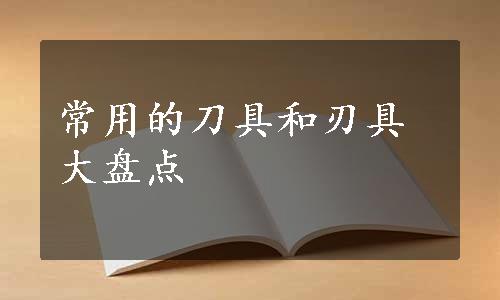
刨刀用于刨床上刨削加工,是具有一个切削部分的刀具,其结构、几何形状与车刀相似。刨刀的种类很多,常用的刨刀有切刀、内孔刨刀、弯切刀、平面刨刀、成形刨刀、角度偏刀、偏刀等,如图2-9所示。
(二)钻头和铰刀
1.钻头
钻头是在实体材料上钻孔或扩大已有孔的刀具。钻头主要有麻花钻、扁钻、中心钻、深孔钻、套料钻、扩孔钻和锪钻,如图2-10所示。但是,扩孔钻和锪钻不能用于在实体材料上钻孔。
麻花钻可夹持在手动、电动手持式钻孔工具或钻床、铣床、车床上使用,因其容屑成螺旋状且形似麻花而得名,是应用最广的孔加工刀具。麻花钻通常加工孔直径范围为0.25~80mm。钻头直径小于13mm时,采用直柄;钻头直径大于13mm时,采用锥柄。麻花钻的螺旋槽以2槽居多,但也有3槽或更多槽的,麻花钻由钻体和柄组成,如图2-11所示。其中,钻体的工作部分一般由高速钢或硬质合金材料制成。麻花钻的包装盒上标有制造厂名称和商标、标准规定的标记、材料牌号或代号、件数和制造年月,麻花钻在包装前应经防锈处理,包装必须牢靠,并能防止运输过程中的损伤。
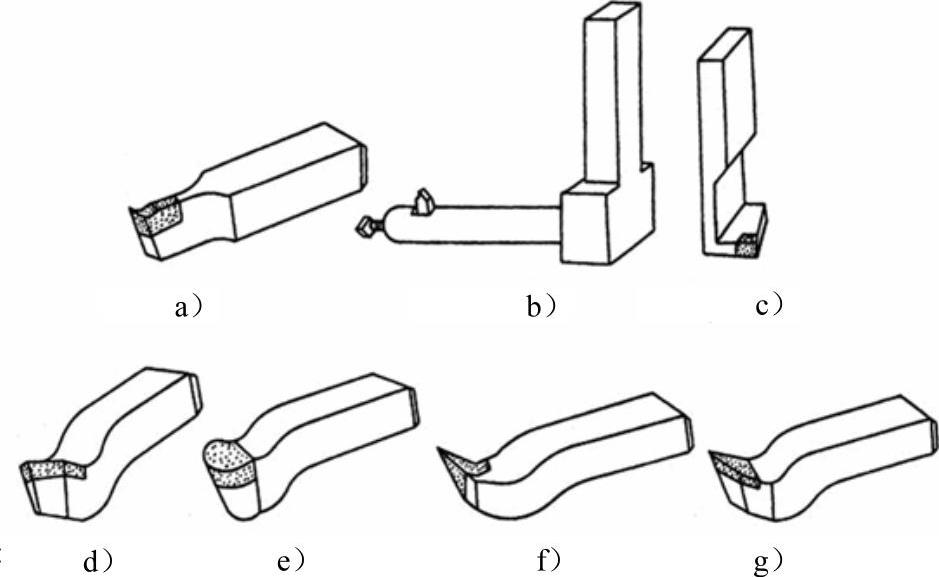
图2-9 常用刨刀
a)切刀 b)内孔刨刀 c)弯切刀 d)平面刨刀 e)成形刨刀 f)角度偏刀 g)偏刀
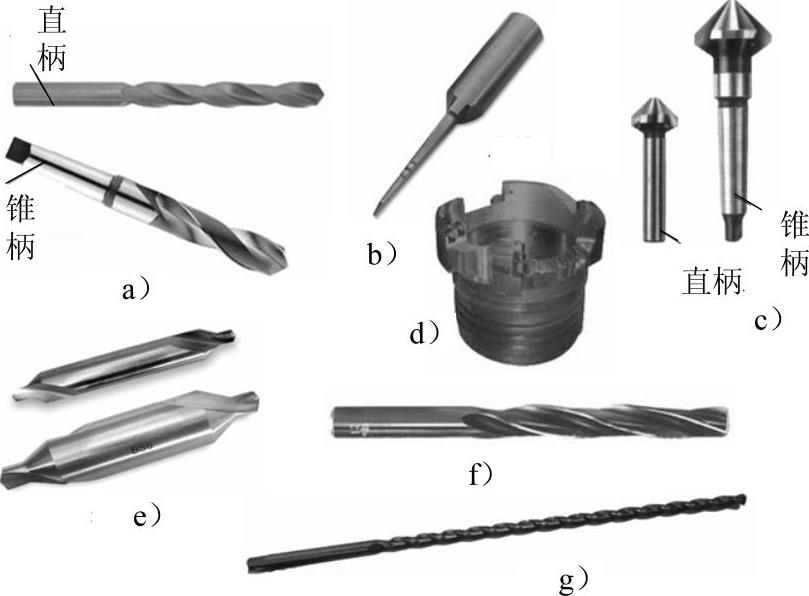
图2-10 各种钻头
a)麻花钻 b)扁钻 c)锪钻 d)套料钻 e)中心钻 f)扩孔钻 g)深孔钻
图2-11 麻花钻
中心钻用于加工轴类等零件端面上的中心孔,也可用于孔加工前的预制精确定位,引导麻花钻进行孔加工,减少误差。中心钻具有切削轻快、排屑好等特点。中心钻有A型、B型和R型,如图2-12所示。A型不带护锥的中心钻可用于加工直径d=1~10mm的中心孔;B型带护锥的中心钻可用于加工工序较长、精度要求较高的工件,以避免60°定心锥被损坏;R型在A型中心孔的基础上,将圆锥母线改为圆弧形,减少中心孔和顶尖的接触面积,减少摩擦力,提高定位精度。
扩孔钻主要对已有底孔的孔进行进一步加工,以提高孔表面加工质量,加工精度可达IT10或IT11,表面粗糙度值可达Ra6.3μm或Ra3.2μm。扩孔钻有整体扩孔钻和套装式扩孔钻两种。锪钻对孔的端面进行平面、柱面、锥面及其他型面加工,在已加工出的孔上加工圆柱形沉头孔、锥形沉头孔和端面凸台时,都使用锪钻。锪钻分为带导柱平底锪钻和带导柱90°锥面锪钻,有直柄和锥柄两种形式。深孔钻用于加工深孔的钻头,按排屑方式分为外排屑和内排屑两类。外排屑深孔钻有枪钻、深孔扁钻和深孔麻花钻等;内排屑深孔钻根据所用的加工系统不同,分BTA(Boring and Trepanning Association)深孔钻、喷射钻和DF(Double Feeder)深孔钻等。
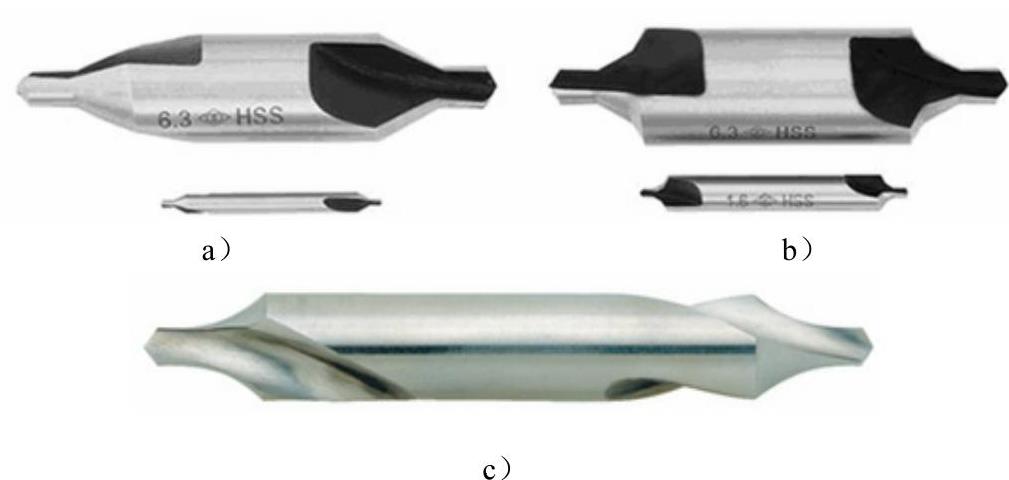
图2-12 中心钻
a)A型 b)B型 c)R型
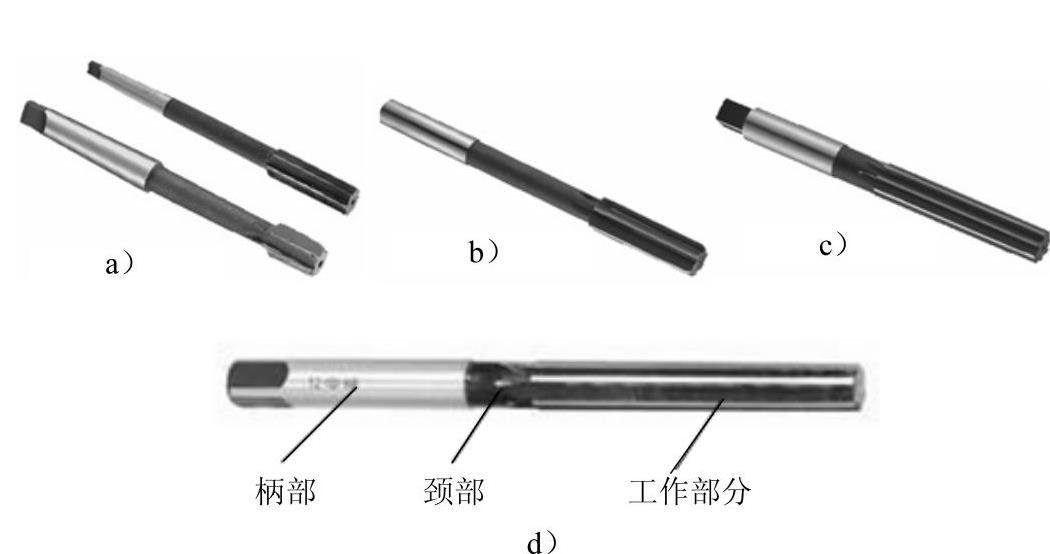
图2-13 铰刀
a)莫氏锥柄机用铰刀 b)直柄机用铰刀 c)手用铰刀 d)铰刀结构
2.铰刀(www.daowen.com)
铰刀具有多个刀齿,用于铰削工件上已钻削(或扩孔)加工后的孔,以获得精确的尺寸和形状。铰刀以加工圆柱孔居多,加工锥形孔用锥形铰刀。铰刀有手用铰刀和机用铰刀两类,机用铰刀又可分为直柄机用铰刀和莫氏锥柄机用铰刀,铰刀外径1.32~20mm为直柄,外径5.3~32mm为莫氏锥柄;而手用铰刀只有直柄型,如图2-13所示。铰刀的结构由工作部分、颈部和柄部组成,工作部分主要起切削和校准功能,铰刀的柄部标有制造厂商标、直径、材料代号等标记,铰刀的包装盒上标有制造厂名称和商标、标准规定的标记、材料牌号或代号、件数和制造年月。
(三)砂轮
砂轮是磨削加工中最主要的磨具,可应用于磨床和砂轮机上。砂轮种类很多,按磨料可分为普通磨料(刚玉和碳化硅等)砂轮、天然磨料超硬砂轮、金刚石和立方氮化硼砂轮;按形状可分为平形砂轮、斜边砂轮、筒形砂轮、杯形砂轮、碟形砂轮等,如图2-14所示;按粘结剂可分为陶瓷砂轮、树脂砂轮、橡胶砂轮、金属砂轮等。
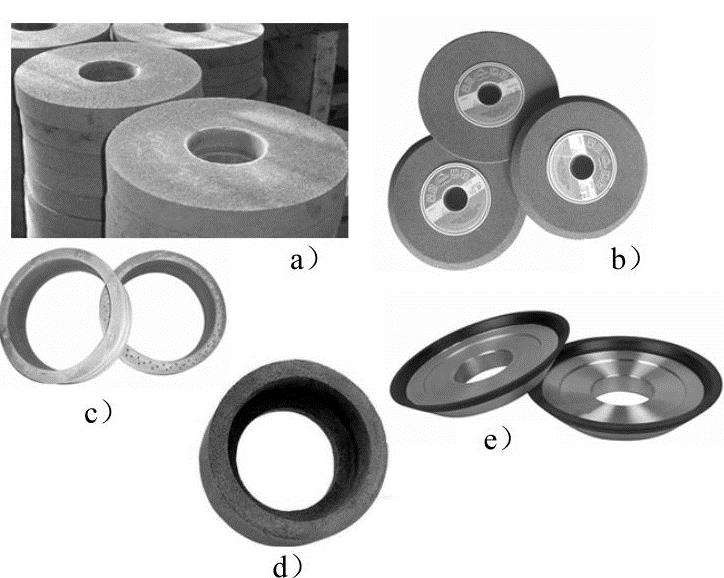
图2-14 各种形状的砂轮
a)平形砂轮 b)斜边砂轮 c)筒形砂轮 d)杯形砂轮 e)碟形砂轮
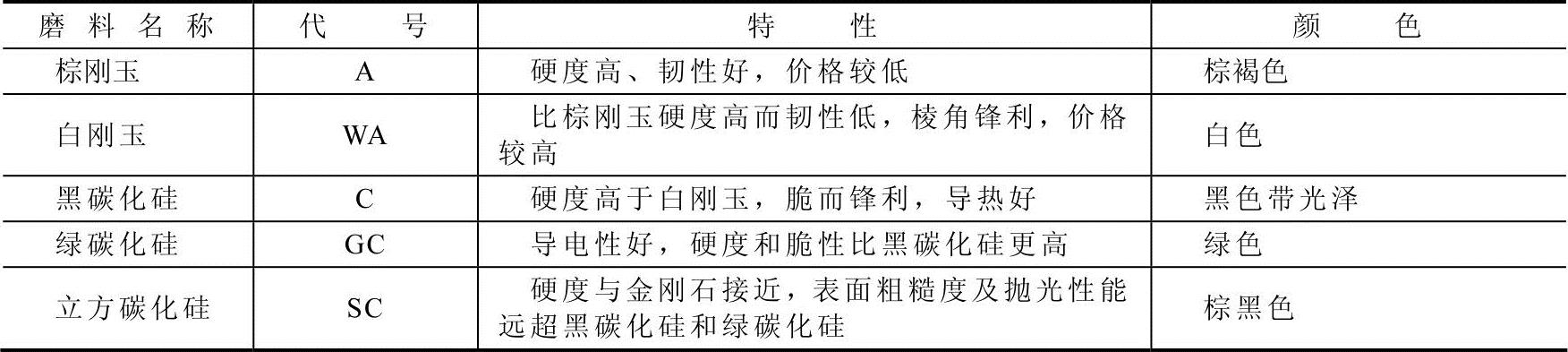
砂轮的主要原料是磨料,担负着磨削工作。因此,磨料必须锋利,有高的硬度、良好的耐热性和一定的韧性。常用磨料的名称、代号、特性和颜色见表2-2。
表2-2 常用磨料的种类
(四)其他刀具和刃具
1.丝锥
丝锥是一种加工内螺纹的刃具。丝锥一般是以两支或者三支成组的,分为手用丝锥和机用丝锥。根据形状不同可分为直槽丝锥、螺旋槽丝锥、螺尖丝锥、挤压丝锥等,如图2-15所示。直槽丝锥通用性最强,可以加工通孔或不通孔、有色金属或黑色金属材料,价格也最便宜。螺旋槽丝锥比较适合加工不通孔螺纹,加工时切屑向后排出。螺尖丝锥适合加工通孔,其加工有色金属、不锈钢、黑色金属效果都很好。挤压丝锥比较适合加工有色金属。每支丝锥能加工内螺纹的公称直径和螺距标记在丝锥的颈部。
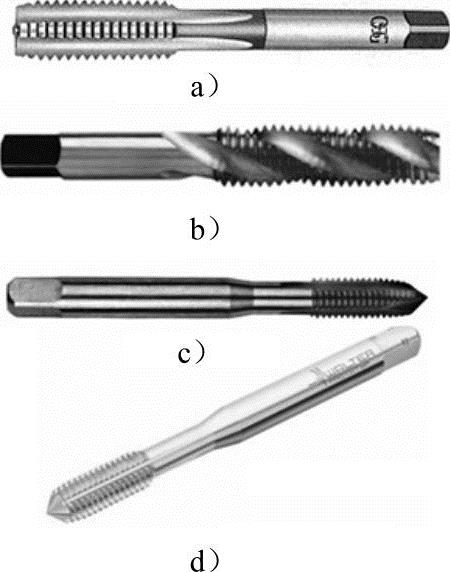
图2-15 各种丝锥
a)直槽丝锥 b)螺旋槽丝锥 c)螺尖丝锥 d)挤压丝锥
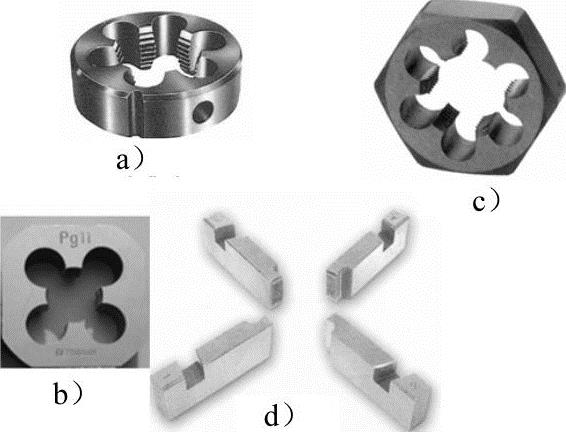
图2-16 各种板牙
a)圆板牙 b)方板牙 c)六方板牙 d)管子板牙
2.板牙
板牙是一种加工外螺纹的刃具,相当于一个具有很高硬度的螺母,螺孔周围制有几个排屑孔,一般在螺孔的两端磨有切削锥。板牙按外形和用途不同,可分为圆板牙、方板牙(四方板牙)、六方板牙(六角板牙)、管子板牙和管形板牙等,如图2-16所示。应用最广泛的是圆板牙,规格范围为M0.25~M68,标记在板牙上。市场上很少有方板牙和六方板牙。
3.锯条
锯条是开有齿刃的钢片条,齿刃是锯条的主要部分。锯齿的分类是按锯条上每25mm长度内所含齿数多少来确定的。齿数为14~18的称为粗齿锯条,齿数为24~32的称为细齿锯条,齿数介于两者之间的称为中齿锯条。锯条按材料可分为碳化砂锯条、高速钢锯条和碳钢锯条。碳化砂手锯条用于切割玻璃、硬化钢、绞合光纤及瓷砖;高速钢锯条用于切割低碳钢、铸铁、铝和铜材料;碳钢锯条通用性广、成本低,用于切割各种低合金、中等强度的钢材、有色金属和橡胶、塑料、低碳钢等低硬度材料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





