车刀用于车床上的车削加工,是切削加工中应用最广的刀具之一。车刀的种类很多,根据工件被加工表面的不同,车刀可分为:切槽车刀、左切车刀、右切车刀、外圆车刀、成形车刀、外螺纹车刀、端面车刀、内螺纹车刀、内切槽车刀、镗孔车刀,如图2-1所示。
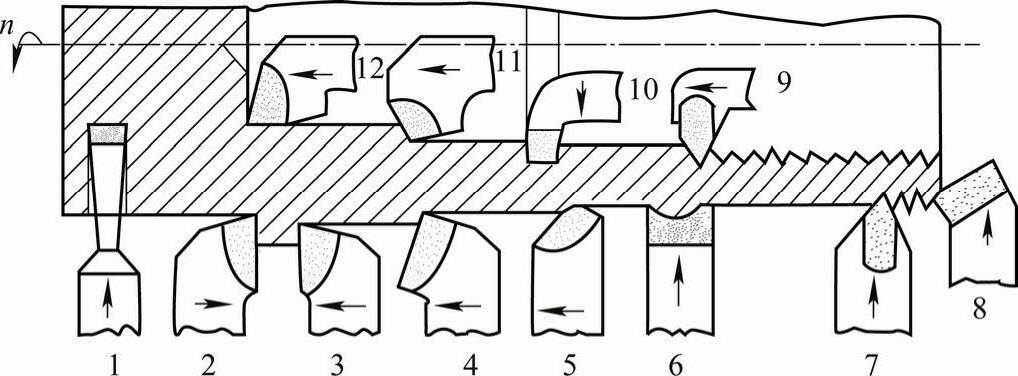
图2-1 各种车刀
1—切槽车刀 2—左切车刀 3—右切车刀 4、5—外圆车刀 6—成形车刀 7—外螺纹车刀 8—端面车刀 9—内螺纹车刀 10—内切槽车刀 11、12—镗孔车刀
按照车刀的刀头与刀杆的连接形式,可将车刀分为四大类,如图2-2所示。其中,常用的是焊接式车刀和机夹式可转位车刀。
①整体式车刀,车刀为一体,由一个坯料制造而成,不分体。
②焊接式车刀,采用焊接方法连接,分刀头和刀杆。
③机夹式车刀,刀片与刀杆是分开的,刀片用机械夹持的方法固定在刀杆上,刀片用钝后可更换新刃磨好的刀片。
④机夹式可转位车刀,结构与机夹式车刀相似,刀片用钝后可以转位继续使用,减少更换刀片次数。
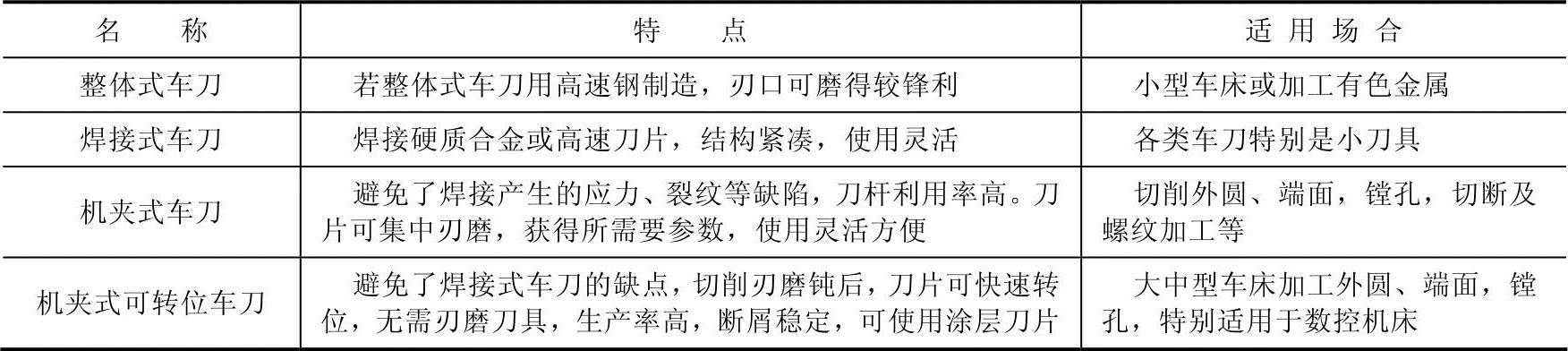
上述车刀的特点和用途见表2-1。
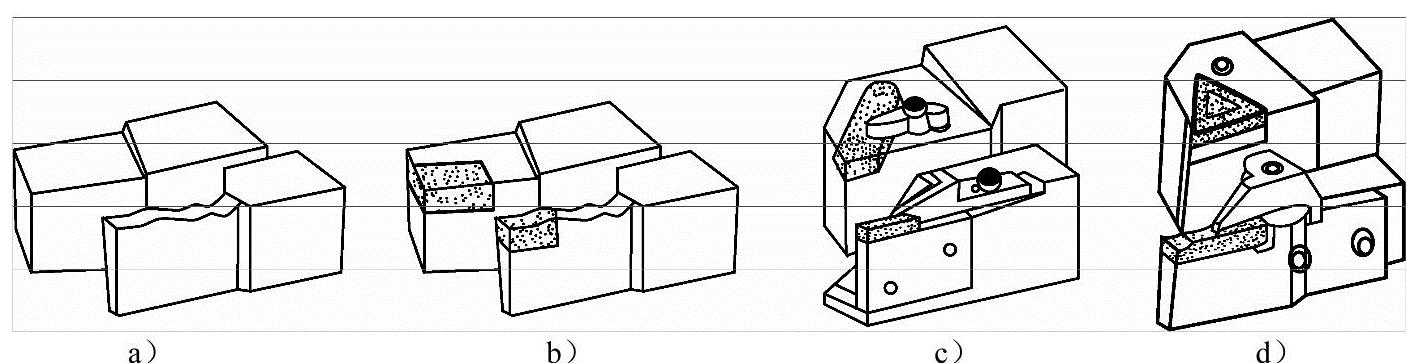
图2-2 车刀的结构
a)整体式车刀 b)焊接式车刀 c)机夹式车刀 d)机夹式可转位车刀
表2-1 车刀的特点及用途
(一)焊接式车刀
焊接式车刀是将具有一定形状的硬质合金刀片,用纯铜或其他焊料钎焊在普通结构钢或铸铁刀杆上。焊接式车刀有外圆车刀、端面车刀、切断刀、内切槽车刀、内孔车刀和外螺纹车刀等,如图2-3所示。虽然焊接式车刀的型式不同,但车刀各部位的名称及作用却是相同的,车刀的切削刃角度直接影响车削效果,车刀材质及工件材料的不同,切削刃的角度亦不相同。良好的车刀必须具备刀杆刚性良好和刀锋锋利的特点。
焊接式车刀的优点是结构简单紧凑,刀具刚性好,抗振性好,使用灵活,制造方便,应用较为广泛;缺点是存在焊接应力,降低了刀具材料的使用性能,有的甚至会产生裂纹。(www.daowen.com)
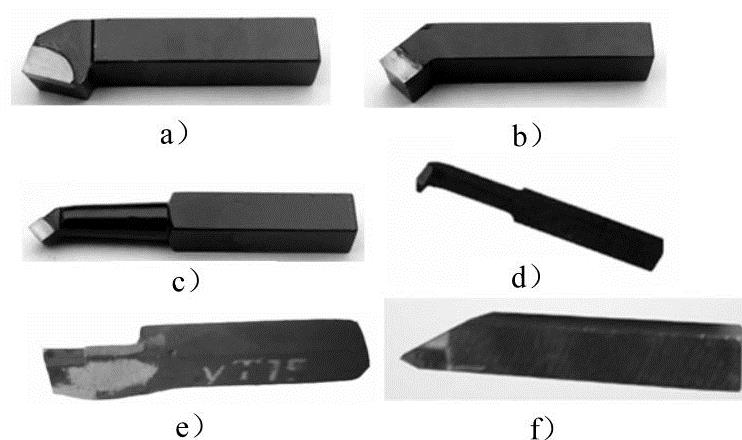
图2-3 焊接式车刀的种类
a)外圆车刀 b)端面车刀 c)内孔车刀 d)内切槽车刀 e)切断刀 f)外螺纹车刀
(二)机夹式可转位车刀
机夹式可转位车刀是将可转位硬质合金刀片用机械的方法夹持在刀杆上形成的车刀,一般由刀片、刀垫、夹紧元件和刀杆组成,如图2-4所示。根据夹紧结构的不同,机夹式可转位车刀可分为偏心式、杠杆式和楔块式等。
机夹式可转位车刀按照用途不同,可分为切断刀、切槽车刀、端面车刀、外圆车刀、外螺纹车刀、内孔车刀,如图2-5a所示。机夹式可转位车刀刀片的形状有三角形、正方形、菱形、五边形、六边形和圆形等,如图2-5b所示。此外,刀片又分为带孔无后角和不带孔有后角两种,刀片中的孔为夹持刀片用。若刀片有后角,刀片在装入刀槽时,就不需要安装出后角;若刀片无后角,则在刀片装入刀槽时,就需要将刀片安装出一定的后角。
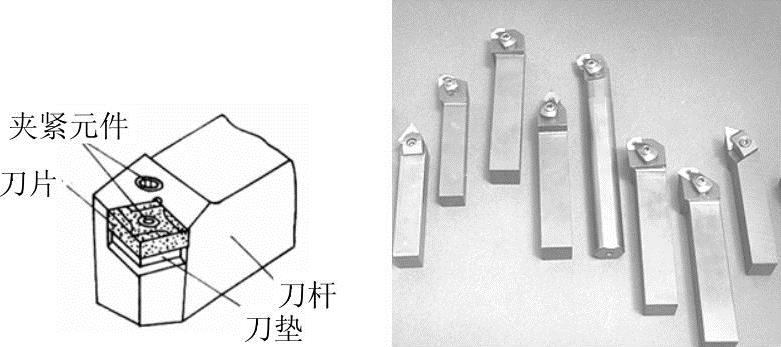
图2-4 机夹式可转位车刀
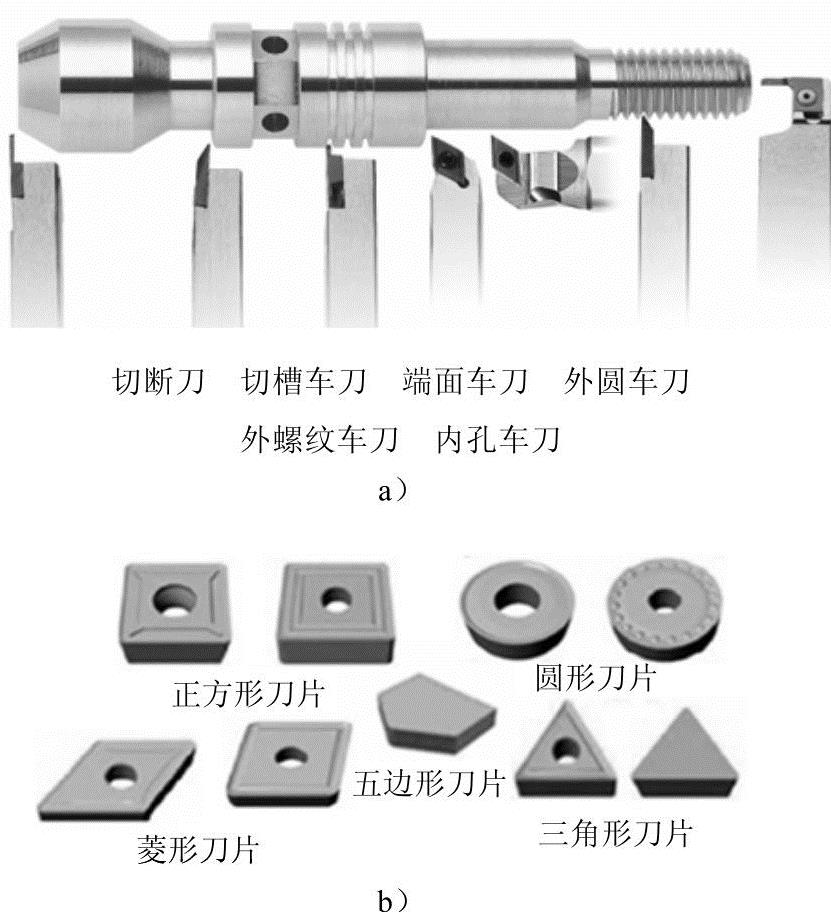
图2-5 各种机夹式可转位车刀及刀片形状
机夹式可转位车刀刀片由硬质合金模压成型,具有供切削时选用的几何参数(不需刃磨);同时,刀片具有3个以上供转位用的切削刃,当一个切削刃磨损后,松开夹紧机构,将刀片转位到另一个切削刃,即可进行切削,当所有的切削刃都磨损后再取下,换上新的同类型的刀片。
与焊接式车刀相比,机夹式可转位车刀具有以下优点:
①刀具寿命长。由于刀片避免了由焊接和刃磨高温引起的缺陷,刀具几何参数完全由刀片和刀杆槽保证,切削性能稳定,从而提高了刀具寿命。
②生产效率高。由于机床操作工人不再磨刀,可大大减少停机换刀等辅助时间。
③有利于推广新技术、新工艺。机夹式可转位车刀有利于推广使用涂层、陶瓷等新型刀具材料。
④有利于降低刀具成本。由于刀杆使用寿命长,大大减少了刀杆的消耗和库存 量,简化了刀具的管理工作,降低了刀具成本。
一般常用车刀材质有高碳钢、高速钢、非铸铁合金、硬质合金、陶瓷、金刚石和氮化硼等。硬质合金、陶瓷、金刚石和氮化硼等车刀材料为硬切削材料,按被加工材料进行分类,可分成P、M、K、N、S、H六类,颜色分别为蓝、黄、红、绿、褐和灰。例如HW-P10表示刀具材料为主要含碳化钨的未涂层的硬质合金,粒度≥1μm,被加工材料是钢或铸钢;CA-K10表示刀具材料为主要含氧化铝的陶瓷,被加工材料为硬度220HBW以上的灰铸铁、带短切屑的可锻铸铁、淬硬钢、硅铝合金、铜合金、塑料、玻璃、硬橡胶、硬纸板、石料等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





