
曲轴是发动机最重要的机件之一,它与连杆配合将作用在活塞上的气体压力转变为旋转的动力,传给底盘的传动机构。曲轴由主轴颈、连杆轴颈、曲柄、前端和后端等组成。曲轴轴颈与铅青铜轴瓦相配合,正常情况下机油从曲轴内部的油路通过油孔到达二者之间的表面,使接触面保持良好的润滑状态。磨损主要发生在起动初期,润滑油未布满整个接触面,曲轴轴颈与轴瓦发生干摩擦进而造成轴颈和轴瓦的磨损。对达到1个大修期的发动机曲轴的检查表明,曲轴的失效形式主要为曲轴主轴颈和连杆轴颈的磨损,磨损程度较轻,磨损量在0.01~0.03mm。其磨损状态如图7-13。与曲轴主轴颈和连杆轴颈相配合的主轴瓦和连杆瓦也发生了一定的磨损,其磨损状态如图7-14。
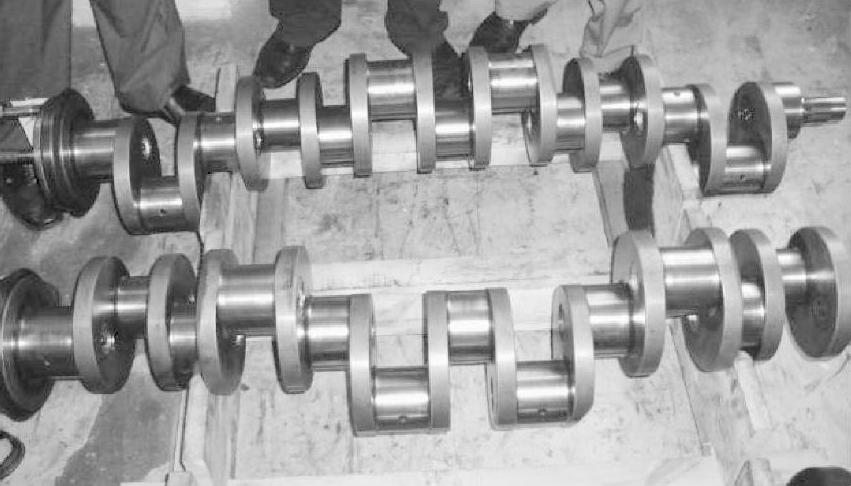
图7-13 发动机曲轴的磨损状态

图7-14 主轴瓦的磨损状态
根据曲轴轴颈与轴瓦的失效特点和性能要求,选择了对曲轴主轴颈与轴瓦进行尺寸恢复和减摩强化的技术方案。
(1)曲轴轴颈的再制造升级工艺 由于曲轴轴颈经碳氮共渗,在修复时不允许磨削加工,加上曲轴轴颈的尺寸恢复量小,修复过程中的变形要求高,从工艺的可行性来看,电刷镀是一项较为适合的技术方法。但是,就常规电刷镀工艺而言,很难获得高硬度的刷镀层,以达到曲轴轴颈碳氮共渗后的硬度要求。为此选用了脉冲换向电刷镀纳米复合镀层的技术方法来恢复曲轴磨损尺寸,以接近或达到曲轴轴颈的技术要求。
(2)轴瓦表面的再制造升级减摩工艺 曲轴主轴瓦和连杆瓦的材料为铅青铜,其本身就具有较好的减摩性能,要进一步提高其减摩性能,必须应用减摩性能更好,尤其是在冷起动条件下有自润滑作用的材料,如软金属铟就是一种较为合适的材料。考虑再制造是在轴瓦的旧件上进行,选用了电刷镀铟镀层的技术方法,在轴瓦表面获得减摩镀层。
2.活塞环再制造升级工艺
活塞环是发动机中非常重要的摩擦零件,其运行工况最为苛刻,须在高温、高压、化学腐蚀和边界润滑等恶劣的条件下工作,磨损极为严重,直接影响着发动机的功率输出、使用寿命、燃油和润滑油的消耗以及排放等重要指标。活塞环镀铬工艺一直是重载履带车辆发动机活塞环的主要表面处理工艺,但就缸套/活塞环摩擦副而言,活塞环镀铬/缸套中频感应淬火或渗氮的摩擦副匹配已难有潜力可挖,成为制约重载履带车辆发动机寿命提高的一个瓶颈。
目前,采用物理气相沉积(Physical Vappor Deposition,PVD)技术在发动机活塞环表面制备各种氮化物薄膜,代替镀铬,是表面工程领域研究热点之一。与镀铬相比,CrN薄膜具有更高的硬度、更好的热稳定性、耐腐蚀性和抗高温黏着磨损性能,更适用于活塞环使役的高温腐蚀磨损环境。活塞环气环摩擦表面喷涂钼润滑涂层,减小与气缸套的摩擦因数,减轻磨损。油环摩擦表面制备TiN-MoS2/Ti固体自润滑膜层。
分别对缸套与活塞环采取了多种表面处理工艺,通过试验,从中筛选出表面中频感应淬火+激光网格化淬火+低温渗硫复合处理缸套内表面,获得自润滑涂层,比CrN-C活塞环匹配性能相对较优。活塞顶部采用防积炭涂层+热障涂层复合处理,减少经活塞传出的热量,改善活塞环与活塞环槽尤其是第一道环槽的工作条件。裙部采用等离子弧喷涂铝合金进行尺寸恢复和强化。缸套外壁采用超音速等离子弧喷涂技术喷涂防腐功能涂层,减轻气缸套的穴蚀[8]。
3.其他典型性能升级工艺
(1)活塞裙部再制造升级工艺 在活塞裙部表面制备耐磨合金涂层的方法主要是等离子弧喷涂。涂层材料主要有Ni-Al合金、Ni基自熔合金等。这种方法简便,涂层与基体的结合好,涂层的耐磨性好,且硬度低于缸套内表面硬度,对缸套能起到较好的保护作用。(www.daowen.com)
(2)气门激光熔覆技术 采用激光熔覆技术对锥面磨损的气门进行再制造升级。要保持激光熔覆层的宏观和微观质量,激光熔覆工艺参数是否合适至关重要。根据气门工作条件和密封锥面上磨损的宽度,在气门激光熔覆过程中,选取了固定光斑直径。
(3)三大偶件的等离子浸没注入 柱塞偶件、出油阀偶件、针阀偶件对表面粗糙度、几何形状、配合关系等都有严格的要求,同时还要求硬度高,耐磨性好,尺寸稳定性好。为了提高发动机三大精密偶件的抗磨损性能和改善摩擦副的匹配性能,对偶件表面进行处理,前提条件是保证零件的尺寸精度不变,以保证零件不会在处理过程中发生变形。经过大量的试验,选择等离子体浸没离子注入强化技术来强化三大精密偶件。
(4)气门调整盘、活塞销、副连杆销等部件的低温渗硫 渗硫处理在低温离子渗硫炉中进行,反应气体为固体硫蒸气。将待处理的零件放在阴极板上,炉壁接阳极。渗硫层的厚度与浓度随参数变化可调,渗硫不会影响气门调整盘与活塞销的整体硬度。
(5)配气机构 凸轮轴轴颈表面渗硫,减少摩擦磨损。气门挺杆采用低温离子渗硫处理,改善其与气门导管的摩擦因数,采用纳米添加剂在导管表面形成自润滑层。排气门座圈激光堆焊,进气门座圈激光淬火强化处理。
(6)机体 发动机箱体、轴承座孔、上下箱体结合面采用喷涂技术进行尺寸恢复并强化。
4.再制造升级技术评估方案
为全面、科学地对重载履带车辆发动机再制造升级工艺方案和所采用技术措施的实际效果做出评判,须进行发动机台架试验来验证,考核发动机性能稳定性、零部件运转的可靠性和耐磨性。
评判标准为发动机性能和主要零部件的技术状况,即发动机按保险期试验大纲在试验台架上运转一定时间后发动机性能是否下降,主要零部件磨损是否超标。具体试验方案主要依据相关标准的柴油机台架试验方法来制订。
台架试验的内容主要有发动机外特性试验、标定转速下负荷特性试验、机油消耗率检测、机油油样铁谱分析、可靠性试验、发动机振动检测、喷油提前角及喷油压力检测等。台架试验的外特性试验中,除了相关标准规定的测试项目外,增加机油循环流量和冷却液循环流量的测量,用以间接判断机油泵和水泵的工作状况;增加气缸体和上曲轴箱振动测试,主要目的是监测活塞与气缸套间隙、主轴承和连杆轴承间隙的变化情况;增加喷油系统不解体检测,主要目的是监测喷油压力、喷油泵与喷油器技术状况、喷油提前角等的变化情况。
对于发动机性能,首先按国家标准规定将实际测试发动机数据换算为标准状况下的性能参数。然后对发动机的功率、燃油比油耗、排气烟度、机油比油耗等反映柴油机技术状况的参数变化趋势进行分析。在广泛调研车辆发动机有关标准的基础上,结合重载履带车辆发动机的实际工作状况,初步考虑以下判别标准:发动机台架耐久性试验时间达到规定小时后,与耐久试验开始时相比较,发动机功率下降不超过4%,标定功率燃油消耗率增加值不大于2%,机油消耗率增加值不大于25%,排气温度增加值不大于10%,即认为符合性能要求,满足发动机台架考核要求[6]。
对于发动机零部件表面磨损状况,发动机台架可靠性试验达到规定时间后,对进行再制造升级工艺处理的零件如活塞、气缸套、曲轴、气门、凸轮轴等进行金相分析和形位尺寸检测,检查零件的技术状况。如果发动机关键零部件的尺寸,如主轴颈、连杆轴颈、连杆小头衬套、活塞、活塞环、气缸套等尺寸没有超过限值,主轴瓦和连杆轴瓦表面没有有剥落,轴瓦磨损没有超过限值,则确定所采用的再制造升级延寿工艺是成功的。
台架试验后的发动机性能检测与拆检分析结果表明,应用再制造升级技术提高影响发动机大修期关键零部件的表面性能,改善重要摩擦副工作条件与状况,并对辅助系统进行配套改进(包括应用再制造升级技术)以提高其可靠性,可以大幅度延长重载履带车辆发动机的大修期。
在重载车辆中应用发动机再制造升级延寿技术,可以显著提高保障效率,节约保障费用,并为现场条件下车辆快速保障提供技术储备。因此,开展车辆发动机再制造升级延寿的研究应用,研究不同车辆发动机的再制造升级延寿特点及不同条件下再制造升级的方案,制订不同的再制造升级工艺,可快速生产出高性能的再制造升级发动机,并能保证可靠性能,满足多变柔性需要等,应用范围十分广阔,并具有良好的经济和社会效益。因此,在重载车辆发动机大修中引进再制造升级延寿的理念和相应的再制造升级延寿关键技术,非常适合于提升重载车辆发动机性能,可进一步提升整车的可靠性和完好性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






