过程能力也称为工序能力。过程能力是指过程加工质量方面的能力,它是用来衡量过程加工内在一致性的,是稳态下的最小波动。而生产能力是指加工数量方面的能力,二者不可混淆。
1.过程能力与过程(能力指数)
过程能力的高低不能完全决定过程产品的质量状况,通常情况下,过程不仅存在质量特性分散的情况,还存在着特性分布中心与期望值偏移的情况。过程能力示意图如图4-11所示。
表4-1 轴套控制计划
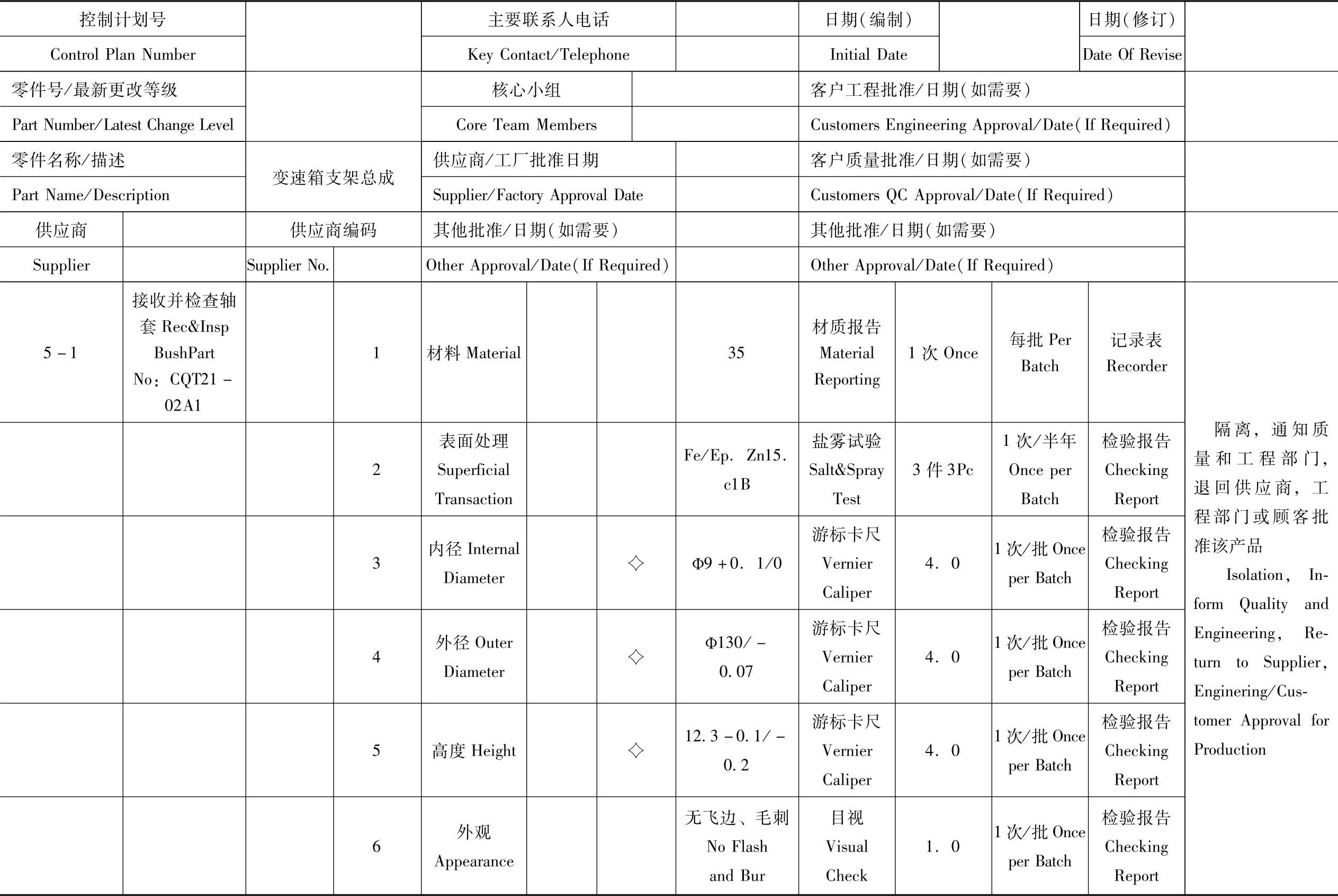
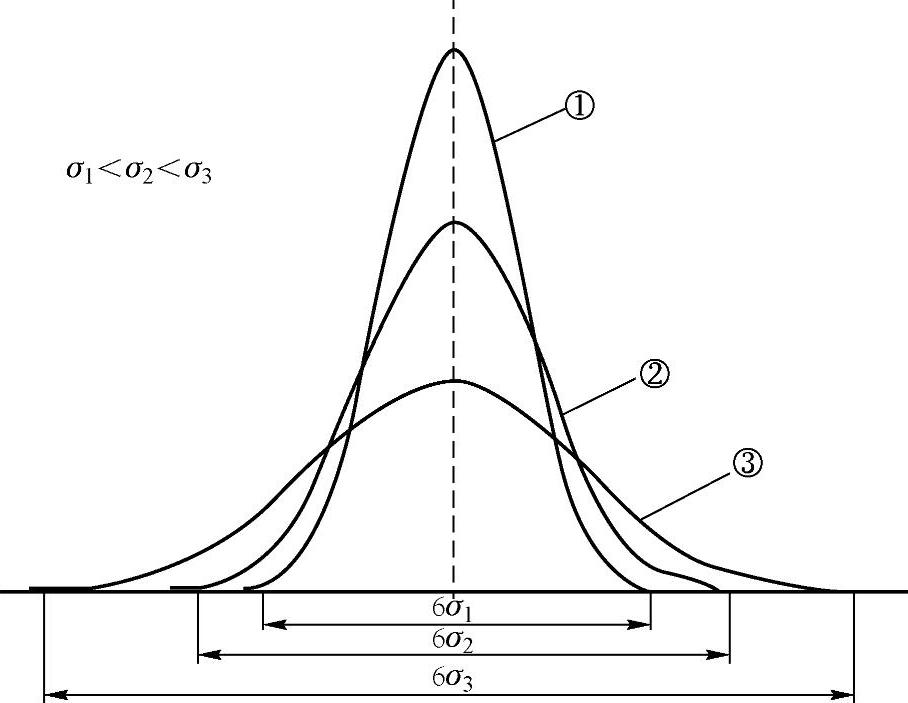
图4-11 过程能力示意图
标准偏差越小,过程能力越高;标准偏差越大,过程能力越低。
过程能力指数是指过程能力满足公差范围要求程度的量值。它是公差范围与过程能力的比值,一般用CP表示。
CP=T/6σ≈T/6S(4-1)式中,T为公差范围;σ为总体标准偏差;S为样本标准偏差。
从式(4-1)中可以看出,过程能力指数CP与过程能力6σ有明显区别。
当过程处于稳态时,产品计量特性值有99.73%落在μ±σ的范围内,其中μ为质量特性总平均值,σ为质量特性的总体标准差,即有99.73%的产品落在6σ范围内,这几乎包括了全部产品。故通常用6倍标准差(6σ)表示过程能力,它的值越小越好,如图4-12所示。
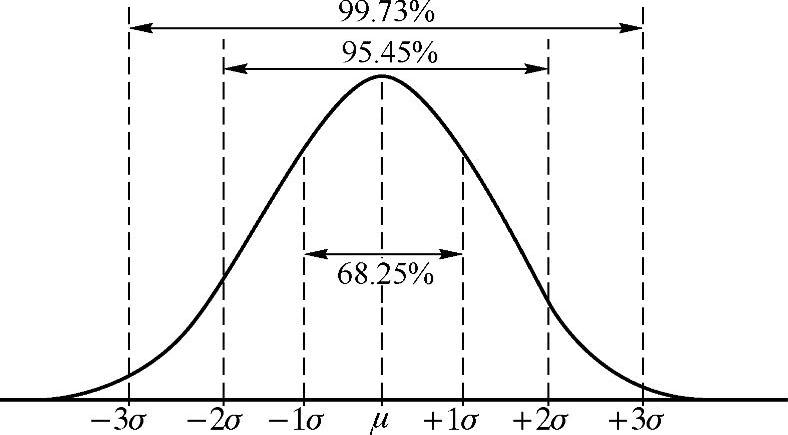
图4-12 正态分布概率图
如上所述,若过程处于稳态,产品质量特性值分布的均值μ与公差中心M重合时,可以定量计算出该工序的不合格品率。过程能力指数对应的不合格品率如表4-2所示。
表4-2 过程能力指数对应的不合格品率

2.双侧公差情况下的过程能力指数
对于双侧公差,过程能力指数CP计算公式为

式中,T为技术公差的幅度;TU、TL分别为上下规格限;σ为质量特性分布的总体标准差。T反映的是产品技术的要求,而σ反映过程加工的一致性,将6σ与T比较,反映了过程中加工质量满足产品技术要求的程度。
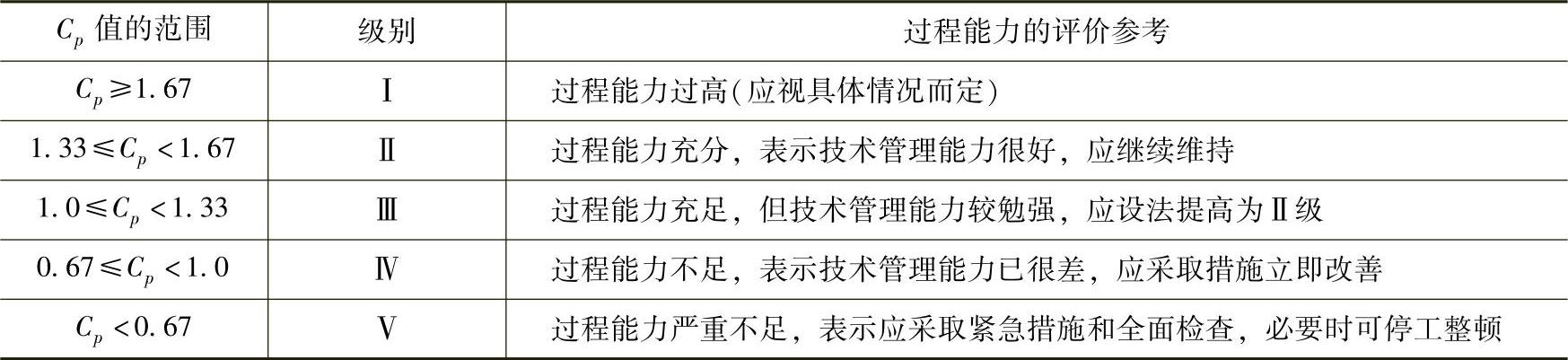
CP值越大,表明加工质量越高,同时意味着对人员操作的要求、对设备精准度等的要求也越高,从而生产成本就越大,所以,对CP的选择需要综合考虑技术与成本。当T=6σ,CP=1时,从表面上看,似乎这既满足技术要求,又很经济,但由于过程总是波动的,分布中心一旦有偏移,不合格品率就增加,因此,通常取CP>1。CP值与过程能力等级评定参考表如表4-3所示。
表4-3 过程等级能力评定参考表
3.单侧公差情况下的过程能力指数
若只有上限的要求而没有下限的要求,则过程能力指数计算公式为

式中,CPU为上单侧过程能力指数。当μ≥TU时,CPU=0。
若只有下限的要求,而没有上限的要求,则过程能力指数计算公式为

式中,CPL为下单侧过程能力指数。当μ≤TL时,CPL=0。
4.有偏移情况下的过程能力指数(https://www.daowen.com)
当产品质量特性值分布的均值μ与公差中心M不重合(见图4-13),即有偏离时,不合格品率必然增大,所计算出来的过程能力指数不能反映有偏移的实际情况,需要加以修正。记修正后过程能力指数CPK的计算公式为

记分布中心μ对于公差中心M的偏移为:ε=M-μ,定义μ相对于M的相对偏移K为

过程能力指数修正为

当μ=M(即分布中心与公差中心无偏移)时,K=0,CPK=CP。注意:CP也需在稳态下求得,式(4-5)和式(4-7)是等价的。
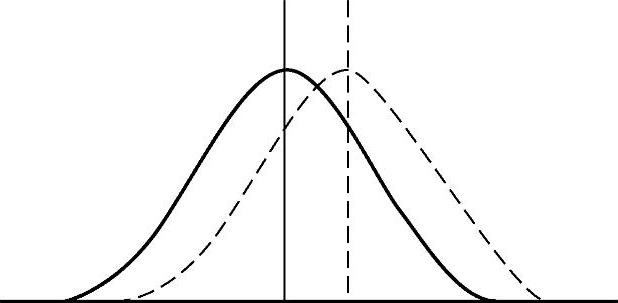
图4-13 产品质量特性值分布的均值
μ与公差中心M不重合
5.CP和CPK的比较与说明
综上所述,无偏移情况下的CP表示过程加工的一致性,CP越大,则质量能力越强,而在有偏移的情况下,CPK不仅反映加工能力,即“质量能力”,还反映过程中心与公差中心的偏移情况(管理能力)。由于CPK和CP侧重点不同,通常需要同时加以考虑。
做一做、练一练
图4-14为某汽车公司螺栓的拧紧力矩值,该点公差设计值为10N·m~18N·m。以小组为单位,分析图4-14,说说你对CP、CPK的理解。
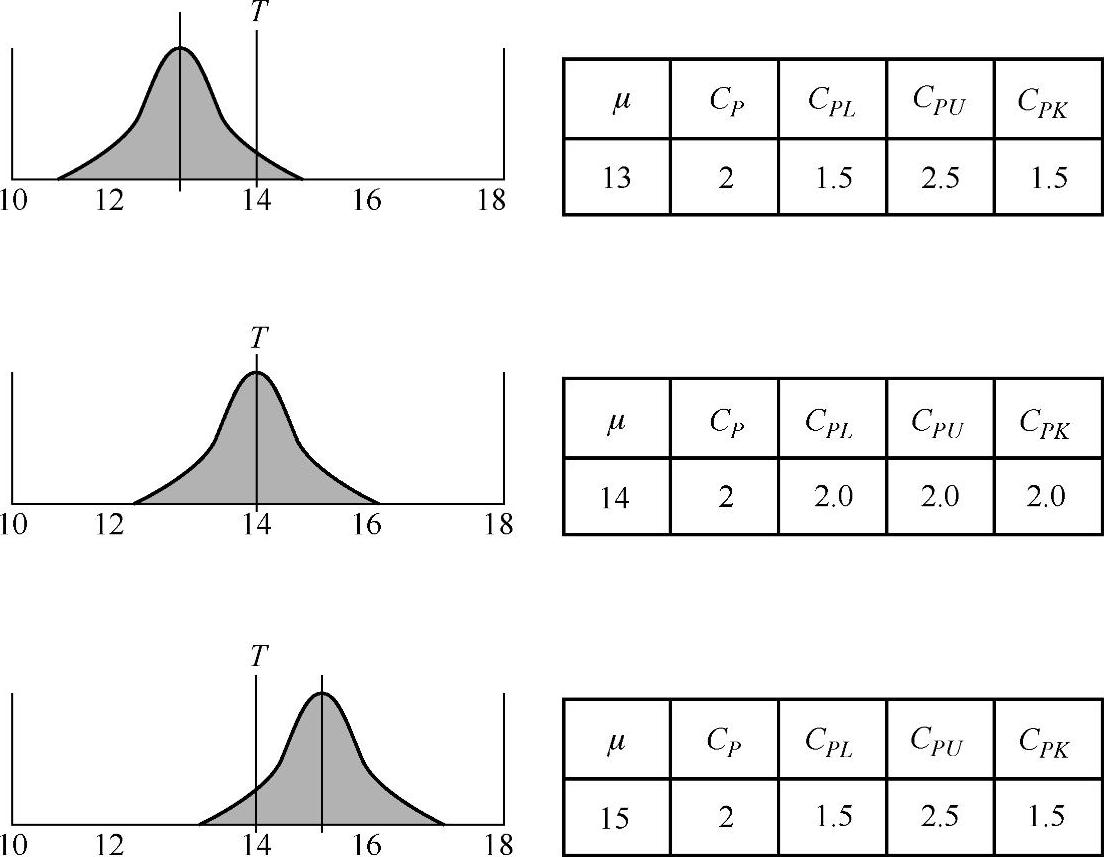
图4-14 某汽车公司螺栓的拧紧力矩值
[案例4-2]某汽车制造公司质量部每年都有驾驶技能比赛,王师傅每年都在比赛中获奖,是质量部众所周知的“好司机”,有一天他吹牛说“我开车开得总是那么直,无论路面状况如何。”同事要求他示范表演,否则要请客吃饭。要证明他开车很直是一件很难的任务,有人建议在车底悬挂一个漏水袋(见图4-15),可以以此来跟踪决定他是否开得直。

图4-15 王师傅在车底挂了漏水袋开车后的鸟瞰图
看一下开车后的鸟瞰图,王师傅的车开得直吗?
请问,如果你是王师傅,你会怎样为自己辩护呢?
想一想
水是怎样滴下来的,如果车不动,水会滴在同样的位置吗?影响水位置的究竟有哪些可能因素?是车子跑偏、外力(风)作用、水滴自身变化还是……如图4-16所示为水滴受到的各种影响。
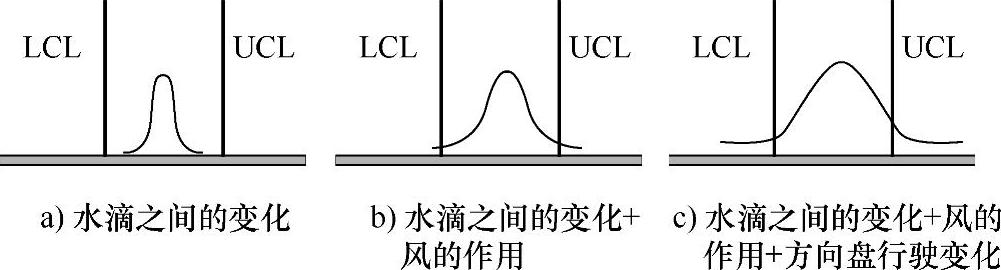
图4-16 水滴受到的各种影响
方向盘行驶的变化到底是哪部分?它真的影响开车的直线程度吗?
如图4-17所示为水滴公差分布图。到现在为止,你觉得王师傅真的需要请客吗?
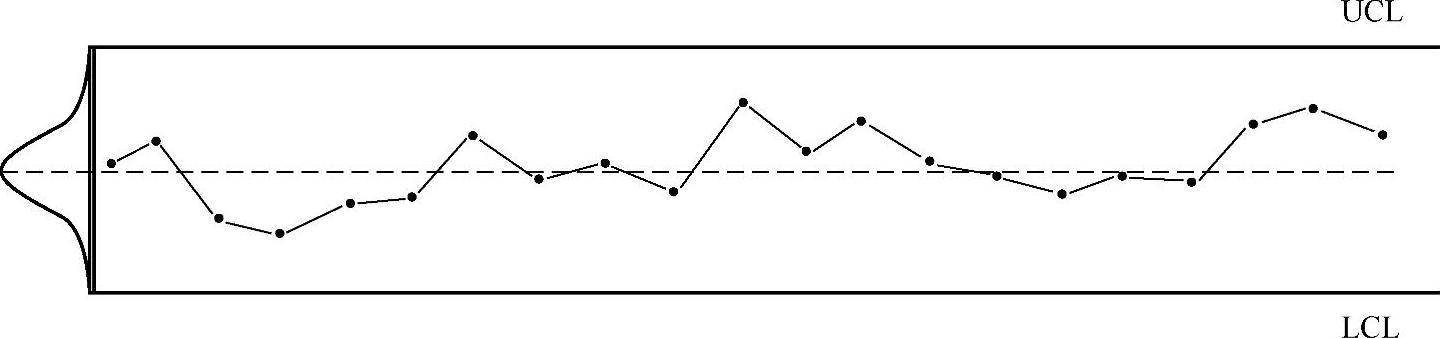
图4-17 水滴公差分布图
1)通过这个案例,可以总结出以下两点:所有的流程都存在固有的变异(普通原因)和非自然的变异(可查明原因)。
2)统计过程控制可以帮助人们定义流程中的内在变异,对他采取行动,并且认识到这些变异是由流程中的内在(普通)变异造成的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。


