在过去的一个世纪里,质量管理发展经历了质量检验阶段、统计质量控制阶段、全面质量管理阶段这三大阶段,人们对质量的认识也不断变化和发展。被人们称为“统计质量控制之父”的休哈特(Walter A.Shewhart)认为,产品质量不是检验出来的,而是生产出来的,这说明了过程质量控制的重要性。
1.过程质量策划
质量策划致力于制定质量目标,并规定必要的运行过程和相关的资源以实现质量目标。过程运行策划主要根据产品自身特点和工艺流程,分析产品市场定位、客户需求,确定重点关键过程,配置过程资源,最终形成过程控制文件,一般称之为控制计划。控制计划的主要内容包括检查项目、检查方法、检查标准、检查频率、所需设备、记录表格等。
2.关键过程、特殊过程的识别
(1)特殊过程 特殊过程是通过检验和试验难以准确评定其质量的关键过程。
1)“通过检验和试验”既指对特殊过程加工的产品进行了通常的检验和试验,又指通过了检验和试验,即满足了通常的检验和试验的要求。
2)“难以准确评定其质量”,是指产品通过了通常的检验和试验,但不一定就是合格品,可能有加工的内部缺陷未检验和试验出来,仅在使用后才能暴露出来。
3)“关键过程”表明特殊过程也是一种关键过程。
因此,特殊过程的根本特点是产品经加工后可能有未检验和试验出来的内部缺陷,故难以准确评定其质量。产生内部缺陷的起因可能是采用特种工艺(如焊接、电镀、热处理等)进行加工,可以说采用这些特种工艺进行加工决定了该加工过程是特殊过程。这才是特殊过程的实质。
(2)关键过程 关键过程是指在产品质量形成中,对质量有直接重大影响的过程。
3.汽车生产过程(工序)质量控制点
汽车生产过程主要有冲压、焊装、涂装、总装四大工艺。
1)冲压是整个制造过程的第一步,钢板通过落料、冲孔、拉延、弯曲、翻边、修正等工序,变为一块块形状结构复杂的车身零件。冲压车间的特点是进行自动化、批量生产,不同件需要切换不同模具。因此,质量控制的关键是冲压所需的设备及模具。而冲压过程的质量检验一般设定为首件、末件及中间抽检,通过人工目视、触摸的方式,将产品与样件进行比较,由于钣金件的冲压细裂纹、凹凸点很难用肉眼辨别,因此许多整车厂会在冲压线末端设立灯棚检查区域(见图4-7),以排除以上的不良。
2)焊装车间的主要工作将单个钣金件焊接成车身。现代化的汽车生产工厂焊装车间自动化程度很高,自动夹具、自动化的焊接设备很大程度上提高了定位的精准度及焊接的稳定性。焊装的工艺有手工焊接、自动焊接、滚边、涂胶等。其中,对焊装来讲,最关键的质量控制点就是精度和强度。涉及车身强度、安全件焊接的位置为关键控制点。车身上有几千个焊点,一些整车厂会根据设计以及新车研发阶段的安全碰撞试验对焊点进行不同等级的划分,对关键的焊点进行更加严格的质量控制,如凿检或者超声波无损检测(见图4-8)。
3)涂装车间的主要工序有电泳、中涂、面涂等环节,中间还有打密封胶的过程,主要用于降噪、防水、隔声、隔热等。车身是否洁净,涂装有无杂质,涂装厚度、附着力、硬度等是涂装车间的重要监控指标。在现代化的制造车间里,这些都是靠设备进行保证的,因此,设备点检、参数设定成了控制的关键。
4)总装车间是四个车间里面手工作业最多的地方,因此,这里除了要对设备进行监控外,工人装配自检同样非常重要。为了确保工人装配的正确性,通常在关键、特殊工位都要求工人对自己的操作进行自确认,将确认结果记录在随车的质量卡上。此外,总装的关键控制点,如涉及安全的力矩,制动系统、燃油系统、电器系统等都需要设备严格的检查和记录。对于重要的、涉及安全的件,如安全气囊等,都需要记录追溯信息。各种检查如各种路况测试见图4-9,车底检查见图4-10。(https://www.daowen.com)
4.过程质量指导文件
常用的过程指导文件有以下几种:
1)作业指导书,是过程质量控制必要的重要文件,包括作业示意图、工艺规程、作业要求、工艺参数等。作业指导书是工人操作时必须执行的合法文件。
2)设备管理表,包括设备点检表、设备管理台账等。
3)记录表,包括随车质量记录表、控制图等。

图4-7 钣金件灯棚检查区域
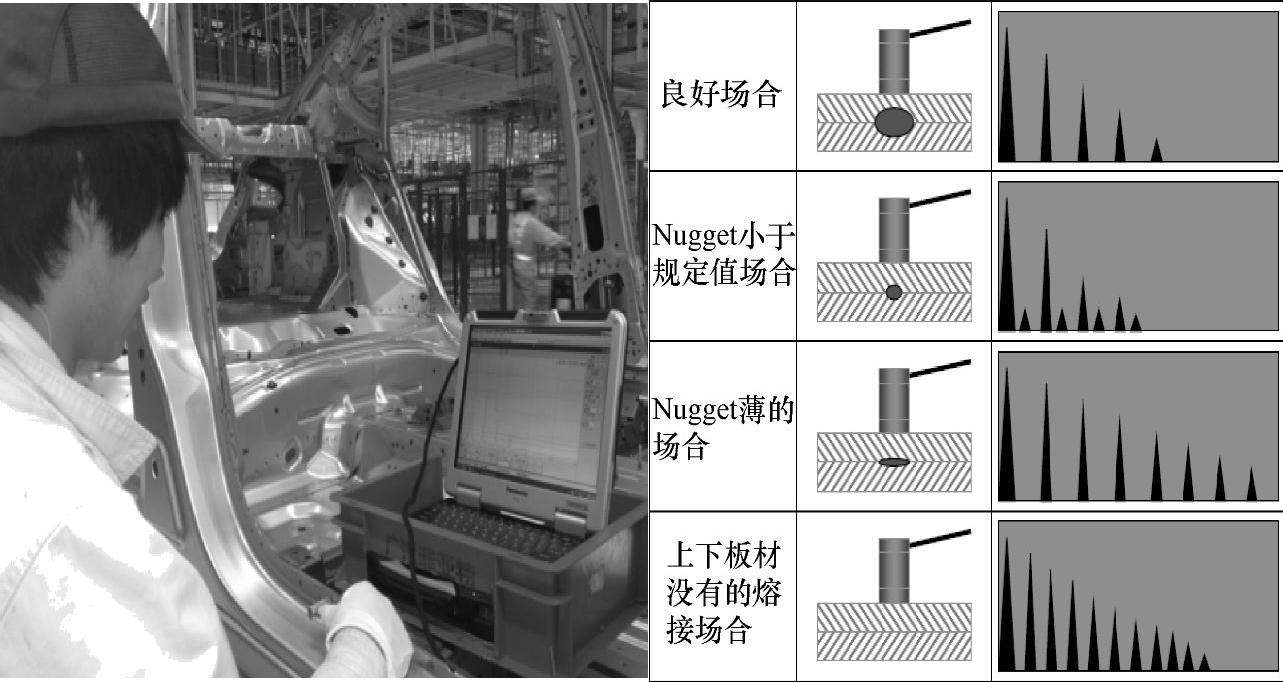
图4-8 超声波焊点检测

图4-9 各种路况测试

图4-10 车底检查
[案例4-1]如表4-1所示为某公司的轴套控制计划。控制因素包括材料、表面处理、外观、尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





